自动研磨机技术改造升级
2016-05-07 05:57:06兰新花
职业技术 2016年3期
兰新花
(杭州市萧山区高级技工学校 ,杭州 311201)
自动研磨机技术改造升级
兰新花
(杭州市萧山区高级技工学校 ,杭州 311201)
本文介绍一个研磨机设备技术升级改造的整个过程。如何充分利用已有的元器件,再适当地添加部分元器件完成整个技术改造升级,系统介绍了若原来电气原理图不清楚如何处理。充分利用三菱PLC内部的特殊辅助继电器M8000、M8012和M8013进行步进编程,利用这些内部元件,给电路的运行状态和故障状态作出指示,从而增加电路工作直观性。
PLC;M8000;低速;联锁
0 引言
某公司一套自动研磨机设备已经运行十来年,控制柜当中连接导线上面的线号早已经脱落或掉色,无法分辨,电气元器件也经过多次更换,现在故障频发,影响公司正常的生产。由于这些原因,公司领导决定对这一套设备进行技术改造升级,并把这个任务交给我完成。我接受这个任务后,找到现在的管理设备人员,想从他那儿找到这台设备的相关技术资料。但让我失望而归,这个设备在使用期间更换数次管理人员,原有相关图纸资料都已经全部丢失。万幸的是,目前这台设备还可以正常运行,通过观察这套设备以及相关动作,我推出其电气控制原理图如图1所示,在吃透这个电气原理基础上进行PLC改造升级。
1 电气原理图的工作原理
本套设备共控制二台电动机,一台为双速电机,另外一台为普通电机。双速电机通过改变其极对数来实现低速和高速的转换。其工作原理简述如下:
1.1 1M电动机低速运行
按下低速按钮SB2,接触器KM1线圈得电,其常闭触点先断开,断开KM3线圈支路,随后KM1自锁触点和主触点后闭合,让双速电动机1M进入低速运行状态。
1.2 1M电动机高速运行
1M电动机高速运行分为两种情况,一种情况是电动机已经处于低速运行状态,另外一种情况是电动机没有运行状态。电动机已经进入到低速运行状态,按下高速运行按钮SB3,中间继电器线圈KA和时间继电器KT线圈得电,KA自锁触点闭合,KT延时时间一到,让KM3线圈得电,KM3常闭先断开,让KM1线圈失电,让1M电动机低速运行结束;KM3主触点、自锁触点和常开辅助触点后闭合,让KM2线圈得电,KM2主触点闭合,KM2和KM3主触点共同闭合,让1M电动机处于高速运行状态。而当电动机处理停止状态时候,只要直接按下高速启动按钮SB3,则电动机先低速,5秒后自动转为高速运行。

图1 电气原理图
1.3 1M电动机的停止
按下停止按钮SB1,则KM1、KM2、KM3接触器全部失电,则1M电动机停止动作。
2 控制系统设计
2.1 PLC的输入/输出点确定
根据分析电气原理图,本次改造我采用PLC为核心控制器,去控制二台电动机,1M电动机为双速电机,2M为普通电机。PLC的输入占用7点,PLC输出占用8个输出点,另外PLC的输入和输出点数要有20%的余量,确定PLC的型号为FX3U-24MR,最终PLC的I/O分配如表1所示:

表1 电动机运料系统设计的I/O分配表
2.2 外部PLC电气原理图的确定
根据原设备的动作特点推出的电气原理图,并对它进行分析最终确定外部电气原理图如图2所示。尽可能利用原有电气元件,减少线路的改造量。本次技术改造升级,增加一些指示灯,一个系统正常工作指示灯HL1,只要系统一送电,HL1指示灯就会发出指示。1M电动机工作指示灯HL2,由于1M电动机为双速电动机,有两种工作状态,低速状态和高速状态,为了精简程序只用了一个指示灯,1M电动机处于低速状态时,HL2指示灯闪亮;1M电动机处于高速状态时,HL2指示灯常亮,通过指示灯亮的方式不同从而区别1M电动机是什么状态。HL3指示灯作为2M电动机动作指示,HL4作为电动机过载故障指示灯。但由于有二台电动机,也就是有两个过载,为了精简程序只用了一个指示灯,1M电动机过载时,HL4灯闪亮的频率快,2M电动机过载时,HL4灯闪亮的频率慢。
2.3 PLC程序图
对图1进行分析,形成如图3所示的PLC程序图
3 PLC程序分析
在本程序当中充分利用内部特殊辅助继电器来控制外部电路指示。我利用M8000、 M8012和M8013,M8000功能为PLC从STOP变成RUN一直保护闭合状态;M8012功能为PLC从STOP变成RUN一直按闭合0.05秒,断开0.05秒规律动作;M8013功能为PLC从STOP变成RUN一直按闭合0.5秒,断开0.5秒规律动作。按下低速按钮SB2,让PLC输入点X0闭合,由程序运算驱动Y0输出,而Y0控制KM1接触器,从而让双速电动机低速运行,同时由Y0和M8013共同驱动Y5,而Y5控制1M电动机指示灯HL2让其闪亮,指示1M双速电动机已经处于低速状态,此时按下高速按钮SB3,让PLC输入点X2闭合,接通内部辅助继电器M0和定时器T0,T0定时器定时5秒,5秒后程序运算先驱动Y2输出,由Y2控制Y1,而由Y2和Y1驱动KM2和KM1,由它们控制1M电动机高速运行,而Y2和Y1同时闭合时也会驱动Y5,而Y5控制1M电动机指示灯HL2让其长亮,指示1M双速电动机已经处于高速运行状。按下1M停止按钮SB1,让PLC输入点X1断开,Y2和Y1输出断开,KM2和KM3接触器也失电,从而1M电动机停止高速运转。按下2M启动按钮SB5,让PLC输入点X4闭合,由程序运算驱动Y3输出,而Y3控制KM4接触器,从而2M电动机持续正转。按下2M停止按钮SB4,让PLC输入点X5断开,Y3输出断开,KM4接触器也失电,从而2M电动机停止正转。当1M电动机过载时和M8012共同作用驱动Y7,让故障指示灯HL4快速闪亮;当2M电动机过载时和M8013共同作用驱动Y7,让故障指示灯HL4慢速闪亮。

图2 PLC外部电气原理图
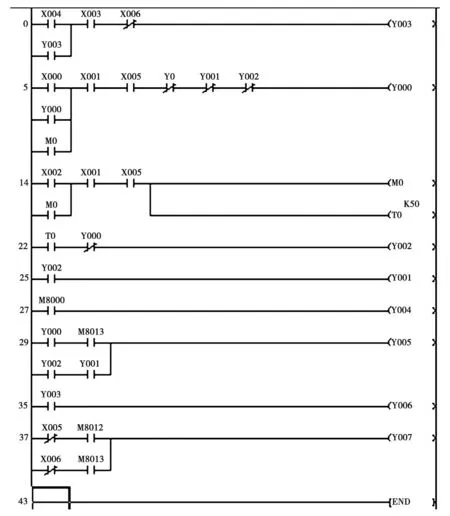
图3 PLC程序图
[1]王阿根编. PLC控制程序精编108例[M].北京:电子工业出版社,2015.
[2]李金城编著. PLC模拟量与通信控制应用实践[M] 北京:电子工业出版社,2012.
[3]李金城编著. 三菱FX2NPLC功能指令应用详解[M] 北京:电子工业出版社,2012.
(编辑 赵欣宇)
On Automatic Grinder Technology Upgrade
LAN Xinhua
(Hangzhou Xiaoshan Senior Technical School, Hangzhou 311201, China)
This paper introduces the whole process of a practical grinder technology upgrade. Explain that how to make full use of the existing components, and then add some components to complete the whole technology upgrade. Systematically introduce how to deal if the original electric principle diagram is not clear. Make full use of the internal special auxiliary relays M8000, M8012 and M8013 of mitsubishi PLC to program. Using these internal components, to make instructions for the running state and fault condition of the circuit, thus increasing intuition of circuit work.
PLC; M8000; low speed; interlocking
2015-11-21
兰新花(1976-),女。硕士学位,中学高级教师。主要研究方向:电子技术。
G712
B
1672-0601(2016)03-0005-03
猜你喜欢
防爆电机(2022年1期)2022-02-16 01:13:58
防爆电机(2021年2期)2021-06-09 08:14:46
科学咨询(2020年53期)2020-03-19 07:41:46
商品与质量(2019年22期)2019-11-29 02:41:40
科学导报·学术(2019年44期)2019-09-10 22:25:45
电子测试(2018年4期)2018-05-09 07:27:37
东北电力技术(2016年2期)2016-05-17 04:32:52
汽车维护与修理(2015年3期)2015-02-28 12:16:00
汽车维修与保养(2014年12期)2014-04-18 14:14:15
汽车维护与修理(2014年10期)2014-02-28 12:15:00