双再沸器塔底出口管道的工艺特点及管道设计
2016-05-06 10:37:06徐晓媛刘哲天津市化工设计院天津300193
天津化工 2016年2期
徐晓媛,刘哲(天津市化工设计院,天津300193)
双再沸器塔底出口管道的工艺特点及管道设计
徐晓媛,刘哲
(天津市化工设计院,天津300193)
本文以多晶硅精馏系统的节能改造为案例,讨论了双再沸器塔底出口管道的工艺要求和特点,提出了管道的布置原则以及应用CAESAR II软件对管道受力进行分析的一些方法。本案例的设计思路和分析方法为工艺管道设计工作提供了参考和应用经验。
双再沸器塔;CAESAR II;管道设计;管道应力
管道应力分析是压力管道设计的重要内容。随着化工技术的不断发展,对化工产品需求的不断增大,化工厂的规模在迅速变大。大管径或复杂管系的高温管道系统经常出现,管道及支吊架的设计既要满足工艺需要,又要满足系统受力安全性、安装可操作性等诸多因素的需要。因此,综合协调以满足各因素的要求成为设计中最为繁杂的工作。本文即以实际案例说明管道应力分析在化工工艺管道设计中的实际应用。
1双再沸器塔的工艺及特点
多晶硅是高能耗的化工产品,它是生产太阳能电池及电子元件的基础功能性材料,是全球光伏产业和电子工业的基石[1]。但是多晶硅生产的高能耗却成为了光伏产业发展的瓶颈。因此,节能降耗成为多晶硅生产发展的必行之路。
在我院设计的某大型多晶硅生产厂中,我们对原有氯硅烷精馏工艺进行了节能改进。利用高压塔(以下简称T01塔)塔顶蒸汽作为低压塔(以下简称T02塔)塔釜热源,由于T02塔顶气相冷凝释放的热量(即塔顶冷凝器热负荷)不足以补充T02塔釜再沸器所需热量,且为了保证开车或调试时T02塔的启动可以不依赖于T01塔的启动,故将T02塔的再沸器由原来的一台增加为两台,其中一台(以下称E01)依然采用蒸汽加热,另一台(以下称E02)采用T01塔顶蒸汽加热。
本案例T02塔釜出口进入再沸器的管道有如下特点:
(1)管道设计温度160℃,进入E01和E02的管道管径分别为DN500mm和DN600mm,管道材质20钢。管径较大,温度较高,易在热态产生较大推力。
(2)两台再沸器均为热虹吸式,除保证安装高度外,还应尽量减小管道阻力,从而维持足够的动力作为热虹吸循环的推动力。因此,通过改变管道走向增加管道柔性时,需关注管道阻力的影响。
(3)精馏塔釜工艺物料为氯硅烷混合物,属于易燃易爆的危险化学品,遇明火、高热时发生燃烧或爆炸。为了减少工艺泄漏点,安全生产,应尽量避免管道补偿器的使用。
(4)双再沸器的工艺增加了相关管线的复杂度。与单再沸器工艺相比,必定会加长再沸器和塔釜出口相连管道的长度,导致管道轴向位移增大。如果没有合理补偿,则会导致局部应力超标或设备管口力超标。
下面我们将利用CAESAR II软件对该管道的受力情况进行分析。
2 CAESAR II软件及分析要点
CAESARII管道应力分析软件是由美国COADE公司研发的压力管道应力分析软件,是进行管道系统设计和分析的工程工具[2]。作为业内普遍认可的管道应力分析软件,CAESARII在国内外都得到广泛应用。它既可以进行管系的静力分析,也可进行动力分析。本文仅就其静力分析的功能模块进行讨论。
管道静力分析主要包括以下几点内容:
(1)计算及评价管道中的应力。主要包括一次应力、二次应力、法兰受力的校核,使其满足规范要求。
(2)计算及评价与管道连接的设备管口的受力,使其满足设备管口受力的要求。
(3)计算管道对支吊架的作用力及位移情况,为支吊架和土建结构的设计提供依据[3]。
3计算结果及分析
3.1管道布置方案一及结果分析
管道布置尝试采用由T02塔釜出口到再沸器E01、E02进口的最短路线,详见图1。10节点为T02塔釜出口,170节点为再沸器E02入口,280节点为再沸器E01入口;140、270节点为弹簧支架。
方案一的CAESAR II计算结果详见表1。发现本方案管道的一次应力与二次应力均符合规范要求。但是对各设备的管口力都较大,主要表现为沿管道长端方向(x轴)的力以及由该力产生的弯矩(z轴)过大,对塔管口还包括沿y轴方向的拉力过大。以上对设备管口的附加力已超过设备的承受力,即使通过补强也不能满足规范要求。
分析发生如上状况的原因是管道热涨时会产生轴向位移,沿x轴方向发生的轴向位移则最为显著,因管道直径较大且竖直方向管道长度较短不足以补偿该位移,故在设备管口产生较大的管口力和弯矩。下面我们将就方案一存在的问题寻求解决方法。
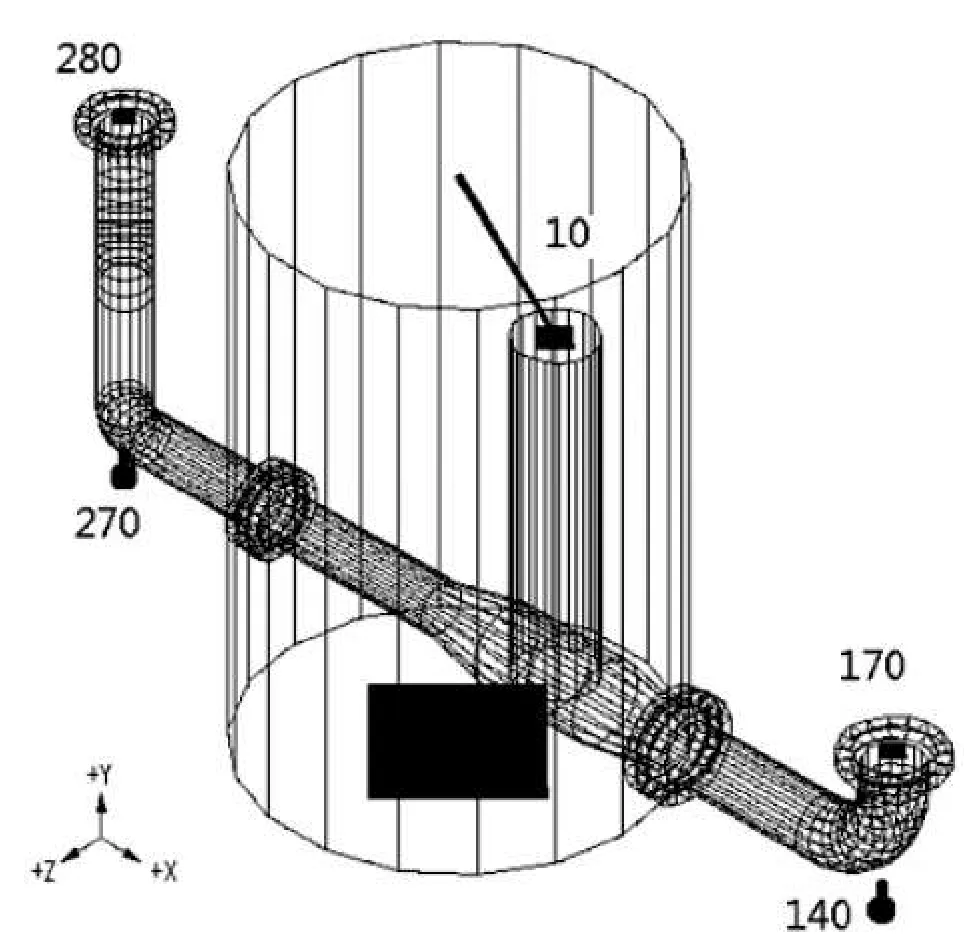
图1 双再沸器塔釜出口管道CAESARII模型(方案一)
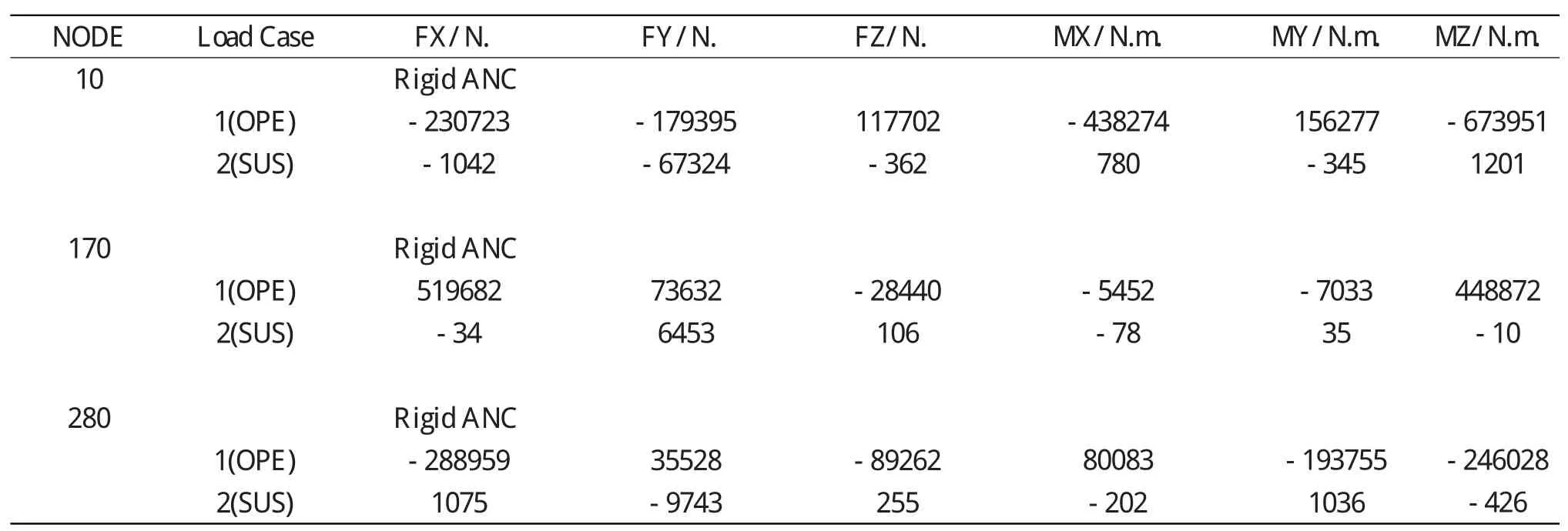
表1 方案一模型节点受力
3.2管道布置方案二及结果分析
通过对方案一的分析得知,解决过大的管口力,关键要补偿管道x轴方向的位移。考虑到管道内输送介质的危险性,因此不选用补偿器而采用管道自然补偿的方式。要补偿x轴方向的位移,可以选择增加y轴或z轴方向的管道长度。因为设备的安装高度已经限制,且为了保证热虹吸再沸器的循环动力,管道布置不宜产生向上的袋形增大阻力,故选择增加沿z轴方向的管道长度。同时,减小与管口连接的管道直管段,以使力臂减小以降低管道对设备管口的弯矩水平,使其满足规范许用值。方案二管道走向详见图2。
方案二模型中,设备各管口即弹簧支架节点号不变,新增节点120、240为刚性支架,节点40模拟管道与塔壁开孔的接触情况。方案二的管道应力水平均符合规范要求。且通过表2发现,各设备管口的受力和弯矩情况均得到明显改善。经设备专业核算,各管口受力满足规范设计要求。由于管道走向在竖直方向的总长度及高度并未发生变化,管道阻力的增加仅限于水平管道的长度增大和弯头管件个数的增加,所以经核算,相对方案一,管道增加的阻力很小,依然可以保证热虹吸再沸器的动力。按照方案二设计的管道系统现已安装完成并投入生产,目前运行良好。
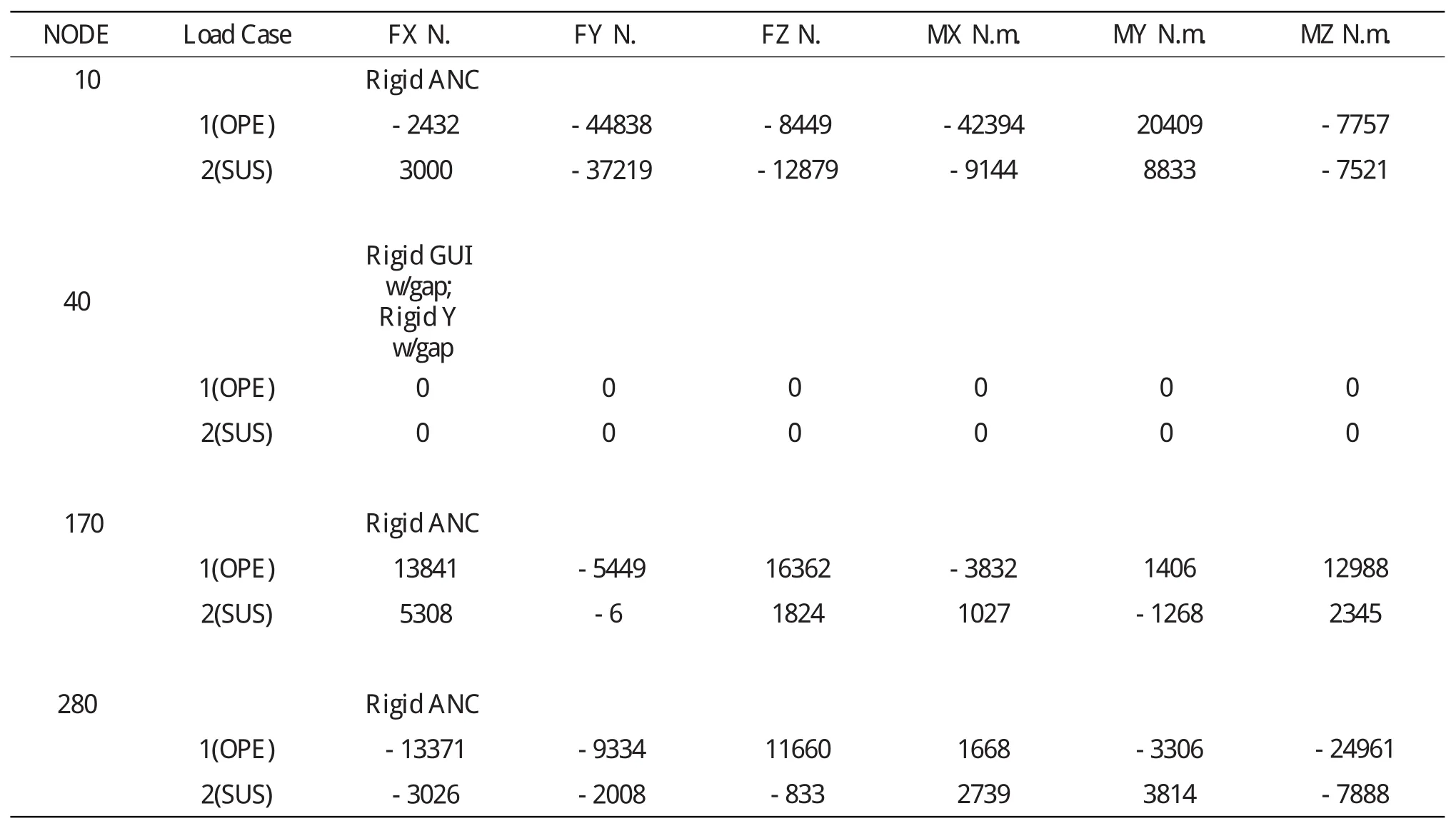
表2 方案二模型部分节点受力
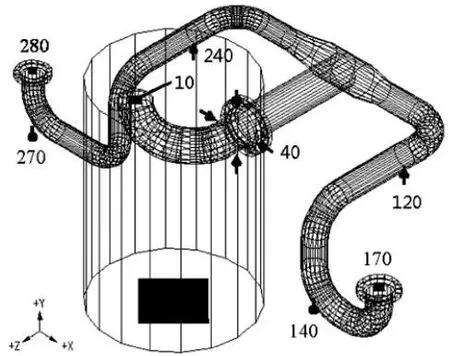
图2 双再沸器塔釜出口管道CAESARII模型(方案二)
4 结语
本文以多晶硅精馏系统的节能改造为案例,讨论了双再沸器塔釜管道的工艺要求和特点,提出了管道的布置原则以及应用CAESAR II软件对管道受力进行分析的一些方法。在管道设计过程中,我们首先采用对工艺最有利的方案一进行尝试,在应力计算结果不能满足规范要求的情况下,通过分析管线的受力情况找出主要矛盾,并在解决方法中选取对本工艺最为有利的方案二。在实际运行中也取得了很好的效果。
工艺管道设计是一项繁琐、复杂的工作,融合了工艺、管道、材料、应力等多种专业知识。能够了解各专业的特点和要求,总体考虑、协调各设计要素,将会使设计工作更加高效率、高质量的完成。本文中提到的设计思路和分析方法为工艺管道设计工作提供了参考,浅析了综合分析工艺管道各设计要素的方法,为设计工作提供了应用经验。
[1]汤培平,陈云霞,徐敏,朱丽,刘宏宇,王文宾.冶金法制备太阳能硅过程的湿法除硼研究[J].化学工程,2010,11:68-71+76.
[2]龙忠辉. CAESAR II管道应力分析软件开发应用[J].化工设备与管道,2001,03:50-53+4.
[3]唐永进.压力管道应力分析的内容及特点[J].石油化工设计,2008, 02:20-24+17.
10.3969/j.issn.1008-1267.2016.02.016
TQ055.8+1
B
1008-1267(2016)02-0048-03
2015-11-20
猜你喜欢
化工设备与管道(2022年2期)2022-08-02 07:24:12
化工管理(2021年10期)2021-04-25 13:55:00
中国特种设备安全(2021年9期)2021-03-02 05:40:38
探索科学(学术版)(2020年4期)2021-01-18 02:29:22
中国煤层气(2019年4期)2019-11-23 08:42:50
科技资讯(2019年3期)2019-04-25 06:23:42
中学生数理化·八年级物理人教版(2018年5期)2018-06-21 08:01:38
山东化工(2018年7期)2018-04-25 03:07:30
中学生数理化·高一版(2016年10期)2016-03-01 03:45:54
中学生数理化·八年级物理人教版(2015年3期)2015-08-26 08:19:12