激光拼焊技术在汽车行业的应用
2016-05-05 01:20祝金涛
汽车实用技术 2016年3期
祝金涛
(武汉理工大学汽车工程学院,湖北 武汉 430070)
激光拼焊技术在汽车行业的应用
祝金涛
(武汉理工大学汽车工程学院,湖北 武汉 430070)
摘 要:激光拼焊技术作为汽车轻量化的重要技术途径之一,在汽车上的应用越来越广泛,文章介绍了激光拼焊技术应用于汽车行业的优势、局限性以及我国的应用现状和相关技术的研究热点。
关键词:激光拼焊板;优势和局限性;应用现状;研究热点
10.16638/j.cnki.1671-7988.2016.03.055
CLC NO.: U465.9 Document Code: B Article ID: 1671-7988(2016)03-171-02
引言
近年来,随着我国汽车行业的快速发展,汽车产业已成为国民经济的支柱产业,从规模上看我国汽车市场世界第一。每天有超过1.5亿辆汽车行驶在中国这片土地上,这个数量每年还在以2000万以上的幅度增加着,随之而来的环境问题也日益严峻。国内各大汽车企业及研究机构积极努力,在新能源汽车技术、汽车轻量化技术等方面的研究的投入不断增加。激光拼焊板技术作为汽车轻量化的重要途径之一,以其独有的优势,在汽车上的应用越来越广泛。
1、激光拼焊技术的发展
激光拼焊技术是指用激光能源,将若干不同材质、不同厚度、不同镀层、不同表面状态的板材拼接在一起形成一整块板,整体冲压成零件的技术。其应用于汽车行业最早始于上世纪八十年代的欧洲,起初并非用于实现汽车轻量化的目的,而是因钢铁厂家轧制设备限制,板材宽度方向无法满足一些超宽的车身钣金件要求,利用激光拼焊技术增加板宽。后来发展为现在不限母材材质、厚度、表面状态的拼焊技术用以满足现代车身制造更高的标准和要求。欧、美、日等发达国家,激光拼焊板在汽车行业的应用非常普遍,中国应用较晚,直到2002年10月25日,中国第一条激光拼焊板专业化商业生产线才在武汉正式投入运转。
激光拼焊技术属于车身钣金焊接加工技术中的一种,但激光拼焊板的生产并非像其他钣金焊接工艺一样由汽车制造厂家完成,而是作为半成品零件坯料,由外单位对母材进行落料、裁剪,再按汽车厂家的要求拼焊成一块板来供货。其核心技术掌握在拼焊厂家手中。国内钢铁厂家纷纷以资产收购或合资的形式,掌握相关的技术,进入激光拼焊板市场。
2、激光拼焊板技术应用于汽车行业的优势
汽车行业传统的零件冲压成型方式主要有:分离成型和整体成型。分离成型是指将多个简单单元分别进行冲压,然后再焊接在一起形成一个复杂的零件。整体成型是指将包含多个单元的零件毛胚整体成型成零件,在激光拼焊技术诞生前,整体成型母材为同一种材料,即材质、厚度、表面状态一样,而汽车上某些复杂零件在不同部位要求不一样的性能,激光拼焊技术先将不同强度性能、厚度的材料冲裁后焊接成整体毛胚,然后在进行整体冲压成型,相较于传统的整体成型在选材、用材方面更加合理、灵活,更好地满足了现代汽车制造对车身的强度性能、重量及成本更优的要求。
激光拼焊技术应用于汽车行业的优势主要体现在:
(1)减轻汽车质量。激光拼焊板成型成零件后,可以减少额外加强件的使用,同时一整块钢板毛胚中,不同厚度的组合,可以明显降低单个零件的重量,实现整车轻量化的目的。
(2)减少车身零件的数量的同时提高产品制造精度。激光拼焊板技术的应用,实现了将原来需要分离成型的复杂零件转化为整体成型,减少了大量的冲压加工设备和工序,简化了白车身的制造过程,同时提高了产品的精度,大大降低了零部件的制造及装配工差。
工艺过程对比如下图所示:

图1 传统的分离成型工艺过程简图
图2 应用激光拼焊技术整体成型工艺简图
1)为车身尺寸的扩大提供了可能,这也是激光拼焊技术最初应用于汽车行业的目的。受钢厂轧制设备限制,目前国内钢厂批量生产的最宽汽车用钢尺寸为2080mm。随着汽车工业的发展,丰富的车身外形要求材料板宽尺寸更大,激光拼焊技术为生产更大尺寸车身提供了有效而经济的途径。
2)提高车身品质和安全性。由于采用连续的激光焊接代替不连续的点焊,车身结构刚性和可靠性大大提高,这是汽车行业应用激光拼焊技术最重要的原因之一。同时,为提高碰撞安全性,某些钣金零件要求不同部位强度不同,以便在发生碰撞时控制变形的部位,引导变形方向,应用激光拼焊技术,在此类零件强度要求高的部位使用高强钢或厚板,强度要求低的地方使用低强钢或薄板。
3、激光拼焊板的应用现状和局限性
3.1 激光拼焊板国内的应用现状
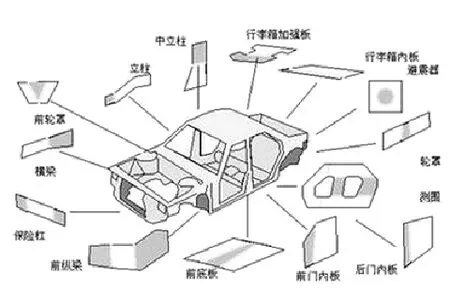
图3
激光拼焊技术的研究以及激光拼焊板的应用,我国起步较晚,目前正处于高速发展的爬坡阶段。中高端车型作为汽车各项领先技术引领者,也是国内激光拼焊技术最先和最广泛应用的产品。经过10几年的研究和发展应用,低端车型也开始越来越多的应用激光拼焊板。
激光拼焊板在车身上的应用主要集中在结构件和内覆盖件。如图3所示。
3.2 激光拼焊板的局限性
3.2.1 成型性能方面
由于激光拼焊板存在厚度突变和焊缝的影响,且焊接添加金属材料与被焊接基材在材料特性上必然有一定差异,致使拼接焊缝及其附近区域有较明显的加工硬化现象,并且在沿长度方向上的硬度也会发生跳跃式的变化,即便增加一道热处理工艺,拼焊板的成型性能依然低于单一板材,不适用于成型特别复杂,拉延量较大的零件。
3.2.2 应用效果方面
激光拼焊板的焊缝从外观上来说即使采用任何涂装措施也无法彻底掩盖,因此它不适宜用作车身外覆盖件材料,而一般用来制作内覆盖件或支承结构件。
4、激光拼焊技术目前的研究热点
随着我国汽车行业激光拼焊板用量的不断增加,国内各大高校、研究机构也在积极研究投入,目前的研究热点主要集中在以下两个方面:成型性能;针对汽车车身各典型零件的拼焊方案设计优化。
成型性能是车身钣金件对材料的最基本的要求,现代车身外形越来越丰富,单个零件的成型越来越复杂。激光拼焊板由激光焊缝和焊缝两边的母材构成,母材材质和厚度的选择、焊缝的方向和位置等都将影响最终拼焊板的成型性能。
拼焊方案应根据目标零件对成型性能、强度性能等的要求对母材材质和厚度、焊缝方向和位置进行合理的选择和设计。以减轻零件质量和提高车身结构强度为目标,以零件的性能要求为约束,同时兼顾工艺可制造性以及不同材料之间的激光焊接特性等。
5、结论
随着汽车轻量化的发展,高强度和超高强度钢拼焊板需求势必越来越大,拼焊板成型性能和拼焊方案设计方面的研究有待进一步的深入,整车厂家在实际应用经验方面也需不断积累,以满足在使用量和应用范围不断增加的汽车行业激光拼焊板的需求。
参考文献
[1] 李艳华,林建平.汽车车身激光拼焊板国内外研究进展[J].汽车工程,2014,36(6):763-767.
[2] 阎启.激光拼焊板在轿车上的应用[J].应用激光,2014,24(6):396-398.
[3] 林辉,施磊.浅谈激光拼焊板在汽车车身上的应用[J].机械制造, 2010,48(552):66-68.
[4] Abbasi M,et al.Investigation into the Effects of Weld Zone and Geometric Discontinuity on the Formability Reduction of Tailor Welded Blanks[J].Computational Materials Science.2012.59:158- 164.
Application of laser tailor welding technology in automobile industry
Zhu Jintao
( Wuhan university of technology school of automotive engineering, Hubei Wuhan 430070 )
Abstract:As one of the important technological approaches of automobile lightweight, laser tailor welding technology is widely used in the automobile industry.This paper introduces its advantages and limitations, also contains its present application and research hotspots in Chinese automobile industry.
Keywords:tailor welded blanks; advantages and limitations; present application; research hotspots
作者简介:祝金涛,硕士研究生,就读于武汉理工大学汽车工程学院。2010年至2013年就职于东风柳州汽车有限公司CV采购部,负责车身板材采购管理工作。
中图分类号:U465.9
文献标识码:B
文章编号:1671-7988(2016)03-171-02
猜你喜欢
职教论坛(2016年26期)2017-01-06
职教论坛(2016年27期)2017-01-05
中国远程教育(2016年9期)2016-11-19
艺术科技(2016年9期)2016-11-18
电脑知识与技术(2016年25期)2016-11-16
企业技术开发·中旬刊(2016年10期)2016-11-12
考试周刊(2016年85期)2016-11-11
财会学习(2016年19期)2016-11-10
中国教育信息化·基础教育(2016年9期)2016-10-18
成才之路(2016年26期)2016-10-08