
金属液磁悬浮连铸工艺技术及其在铜材生产中的应用
2016-04-19 06:58刘定平
有色金属材料与工程 2016年1期
刘定平
(成都铜材厂, 四川 成都 610072)
金属液磁悬浮连铸工艺技术及其在铜材生产中的应用
刘定平
(成都铜材厂, 四川 成都610072)
摘要:简述了磁悬浮连续铸造工艺(MFCC)原理及其在铜板带材和铜管、线、型、棒、排材生产中的应用,分析了MFCCR、MFCCCE工艺用于铜材生产的效益.通过H65软态黄铜带材产品生产采用MFCC工艺的电耗计算实例,表明金属液磁悬浮工艺技术应用于铜材生产中有明显的节约能源和降低生产成本的效果,亦说明金属液磁悬浮连铸新工艺技术具有良好的推广应用价值.
关键词:磁悬浮; 连续铸造; 近终形余热坯; 铜材生产; 应用
金属材料是重要的基础材料,然而金属材料制备的高能源消耗是其存在的一个主要问题.国务院2015年5月8日公布的《中国制造2025》把全面推行绿色制造列为九大任务和重点之一,明确提出“加大先进节能环保技术、工艺和装备的研发力度,加快制造业绿色改造升级;积极推行低碳化、循环化和集约化,提高制造业资源利用效率;强化产品全生命周期绿色旳铁、有色、化工、建材、轻工、印染等传统制造业绿色改造;大力研发推广余热余压回收、水循环利用、重金属污染减量化、有毒有害原料替代、废渣资源化和脱硫脱硝除尘等绿色工艺技术装备;加快应用清洁高效铸造、锻压、焊接、表面处理和切削等加工工艺,实现绿色生产”的要求.
采用金属液磁悬浮连铸(Magnetic Floating Continuous Casting,MFCC)工艺、金属液磁悬浮连铸近终形余热热轧坯(Magnetic Floating Continuous Casting and Rolling,MFCCR)工艺和金属液磁悬浮连铸连续挤压(Magnetic Floating Continuous Casting and Continuous extruding,MFCCCE)工艺,能较好地实现金属材料生产的节能、减排、降耗、优质和增收效果[1-3].
作者自2004年起开展铜板和锌液磁悬浮研究,并进行了锌液磁悬浮连铸试验,已取得锌液被悬浮的效果(锌液与钢液、铜液均能被电磁感应而悬浮).2013年10月16日“金属液磁悬浮连续铸造近终形余热热轧坯工艺”获国家发明专利授权(授权专利号:ZL200510021740.4).
1MFCC工艺原理
MFCC工艺原理的核心是金属液被电磁感应而悬浮.金属液在炉口被约束成留有材料规格加工余量的断面尺寸,被牵引进入由约10 kHz交变电源与铸坯形状相应的线圈组成的交变磁场(原生磁场).原生磁场与流入的金属液组成无导磁体的空心变压器,线圈为初级,金属液为次级.金属液被电磁感应产生涡流,涡流磁场(次生磁场)方向与原生磁场方向相向,产生相互推斥力,因线圈固定不动,金属液被推斥向上并抵消重力而悬浮.
MFCC是流体力学、电磁学和金属压力加工学等学科合成的先进生产工艺,属于电磁冶金学的电磁铸造.金属液在磁场上面悬浮,故能用于生产.
2MFCC工艺在铜材生产中的应用
铜(含铜合金,下同)液经磁悬浮连铸成约800 ℃近终形余热坯,在线进入轧机或Conform连续挤压机,产出冷加工量最小坯.被轧制成终形板带坯或连续挤压成管、线、型、棒和排材终形坯.这些终形余热坯的后续冷加工量很小,仅需约3道次冷加工即能成材[4-5].
2.1MFCCR工艺在铜板带材生产中的应用
MFCCR工艺的生产线布置如图1所示.
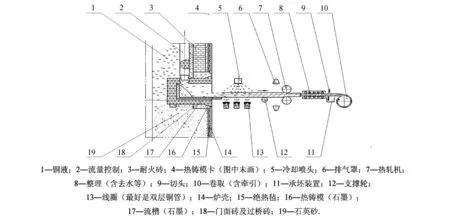
图1 MFCCR工艺生产线布置示意图
由图1可见,实现铜液磁悬浮连铸近终形余热板、带坯的步骤是:从塞棒2流入流槽17的1 160 ℃铜液经凸堆展流成片状,厚度约3 mm,经牵引流入磁悬浮与适度降温结晶区5~12,使金属液适度降温结晶成约800 ℃坯(图中5~12区域功能,相当于现今水冷模结晶器),进入热轧机,热轧成厚约1 mm 带坯.其中,金属液流速、适度冷却强度及轧制速度3项参数须程序控制,自动平衡.如以产量决定流速为基础,则调整、控制另两项参数.MFCCR工艺铜液在磁场(线圈)上面悬浮,铸坯宽度仅受轧机限制,轧制属成熟技术.
2.2MFCCCE工艺在铜管、线、型、棒和排材生产中的应用
铜液经MFCC连铸成约800 ℃四方形坯的生产线布置如图2所示.
图2中的8为马鞍形空腔平面线圈,两鞍部高度与四方形铸坯高度匹配.铜液从炉口经热铸模3定形,立刻进入马鞍形空腔平面线圈8,类似四方形金属液,其底面与图1原理相同,金属液被电磁感应而悬浮.同理,两鞍部产生分别指向移动方向中轴线的电磁侧压力,约束金属液柱不致散塌、偏摆.在连续移动中,经上下左右各面适度冷却降温成
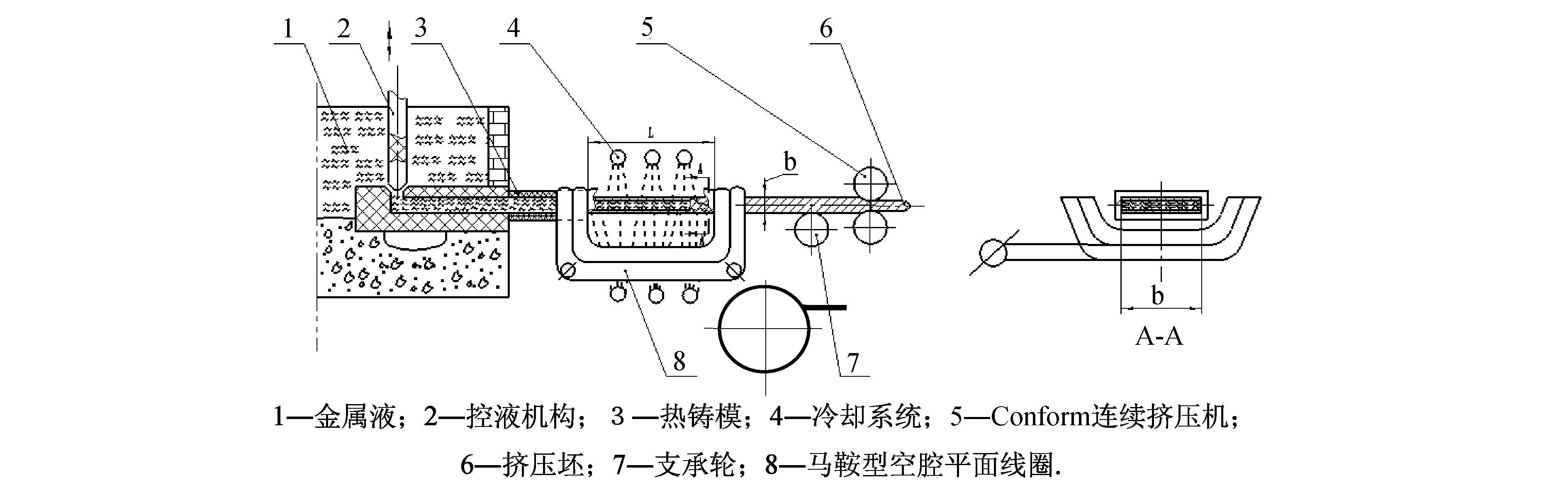
图2 MFCCCE工艺生产线布置示意图
近终形、保留热加工上限温度的余热铸坯,并立刻进入Conform连续挤压机产出冷加工量很小、仅需3道次左右冷加工即能成材的管、型、线材和排材坯.
当今国内外使用的Conform连续挤压机,都使用上引水冷模连铸的室温坯料,以消耗动能为代价,摩擦升温至500 ℃左右,经塑性变形,挤压出冷加工坯.同理,Conform也能对MFCC产出的约800 ℃余热铸坯挤压成冷加工坯.由于铜(如T2)的变形抗力在800 ℃时为σb<20 MPa,500 ℃时为σb≈80 MPa,室温下σb≈300 MPa.用800 ℃的热坯替代500 ℃坯或室温坯,因变形抗力大幅减小,故大幅节能.除可连续挤出多根小规格冷加工量最小坯外,还能挤出异形复杂断面材.
3MFCCR、MFCCCE工艺用于铜材生产效益的初步分析
表1为MFCC工艺与目前常用工艺的电耗对比.现国内外均用连铸或半连铸供厚坯,无论热轧还是冷轧,均是多道次操作,电耗都在GB 21350—2013允许的范围内.由于节电,MFCCR和MFCCCE工艺每吨铜材(带、管、线、型材)产品平均可增收1 500元.

表1 MFCC工艺与传统工艺冷加工的电耗对比
以H65牌号、规格厚0.18 mm×宽10~305 mm软态黄铜带产品生产为例,采用MFCCR工艺的电耗计算见表2,并与传统生产工艺作比较.
由表2可见:
(1) MFCC工艺比传统工艺节电1 969-821=1 148 kW·h·t-1,节电率为1 148÷1 969=58%.
(2) 磁悬浮电耗为净节能的百分比为(21.6÷1 148)÷0.92(成材率)=2%.
(3) MFCC工艺节能,主要在于冷轧和热处理(中间退火)两道工序,即冷轧和中间退火道次减少.
此外,应用MFCC工艺技术还有产品成材率高、质量好、品种齐以及新建生产线投资省等诸多优势.
4结论
(1) 金属液经MFCC技术,利用余热成材具有以下优点:无加热工序,节能;余热坯近终形,生产流程短,物耗少,设备数量和装机容量小;铸坯表面光洁、组织结构为细晶.电磁搅拌使凝固组织细化、铸坯的抗拉强度比普通连铸提高39%.MFCC是钢铁、有色金属材料加工和机械零件制造3大高耗能行业共用的绿色工艺,属《中国制造2025》(五)中余热利用的创新技术.
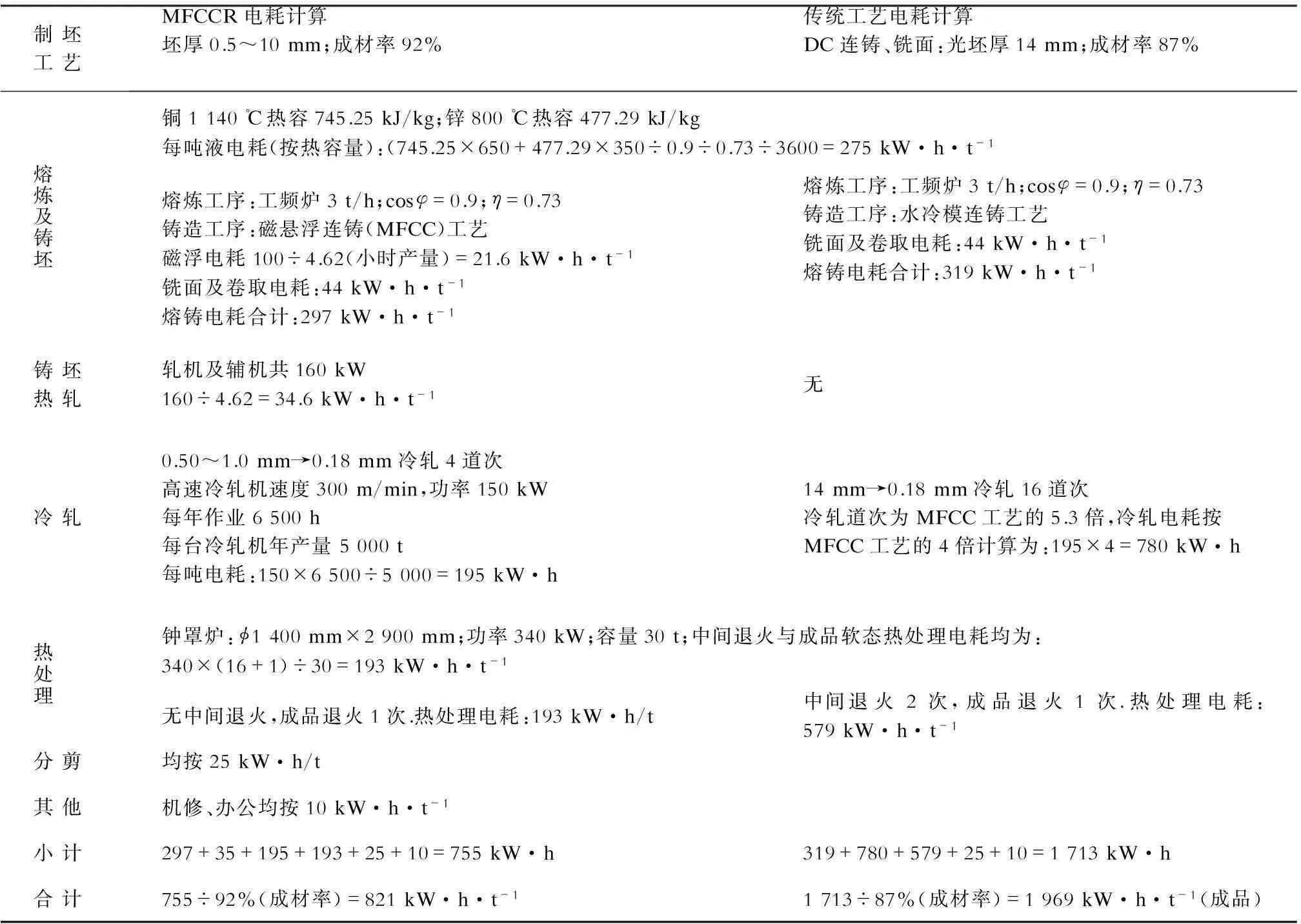
表2 铜带材生产电耗计算表
(2) MFCCR、MFCCCE工艺流程主要包括金属液被约束、牵引、磁悬浮、适度降温、均温和热加工(热轧或Conform连续挤压).除磁悬浮外,其余均为成熟技术.只要能实现金属液磁悬浮,就能实现MFCCR、MFCCCE.
(3) 金属材料加工生产采用MFCC工艺,设备主要增加国产10 kHz交变电源,传统生产线设备可减少2/3.
参考文献:
[1]李伟轩.电磁场在铜连铸中应用的研究[D].上海:上海大学,2009.
[2]邓康.美国USP4678024原理分析[J].日本铁钢协会会誌(国际版),1998:1035-1037.
[3]任忠鸣,周月明,张春源,等.水平电磁连铸中金属磁悬浮行为[J].金属学报,1996,32(6):642-646.
[4]任忠鸣,范江虹.水平悬浮电磁铸造悬浮特性研究[J].大连理工大学学报,1994,34(5):556-560.
[5]吉田政博,高革.电磁铸造法的现状和未来[J].轻合金加工技术,1989(6):26-35.
Magnetic Floating Continuous Casting of Molten Metal and Its Application in Copper Production
LIU Dingping
(Chengdu Copper Factory, Chengdu 610072, China)
Abstract:The principle of magnetic floating continuous casting(MFCC for short) and its application in producing copper plate and strip,copper pipe,copper wire,copper profile,copper rod and bars was briefed and the efficiency of producing copper with magnetic floating continuous casting and rolling(MFCCR for short) and magnetic floating continuous casting and continuous extruding(MFCCCE for short) was analyzed.Power consumption in producing H65 soft brass strip with MFCC showed that magnetic floating continuous casting of molten metal applied in producing copper could obviously save energy and reducing cost and this technology is well worth promoting.
Keywords:magnetic floating; continuous casting; near net shape afterheat processing billet; copper production; application
中图分类号:TF 777
文献标志码:A
作者简介:刘定平(1934—),男,工程师,主要从事冶金工艺技术的研发及应用. E-mail: henghui6638@163.com
收稿日期:2015-12-25
猜你喜欢
小猕猴智力画刊(2022年4期)2022-05-23
阅读(科学探秘)(2021年6期)2021-10-11
小学科学(2021年4期)2021-06-15
东西南北(2018年14期)2018-10-16
创新作文(1-2年级)(2018年11期)2018-04-24
中国科技教育(2016年12期)2017-08-11
考试周刊(2016年76期)2016-10-09
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
