
单搭接结构胶接头连接效率的影响因素分析*
2016-04-12 02:15曾俊伟段利斌
汽车工程 2016年8期
陈 涛,曾俊伟,段利斌,李 卓
(1.湖南大学,汽车车身先进设计制造国家重点实验室,长沙 410082; 2. 汽车噪声振动和安全技术国家重点实验室,重庆 400039)
2016162
单搭接结构胶接头连接效率的影响因素分析*
陈 涛1,2,曾俊伟1,段利斌1,李 卓1
(1.湖南大学,汽车车身先进设计制造国家重点实验室,长沙 410082; 2. 汽车噪声振动和安全技术国家重点实验室,重庆 400039)
对单搭接结构胶接头进行拉伸试验,同时建立其有限元模型进行仿真,对单搭接结构胶接头连接效率的影响因素、接头两端刚度的差异对接头连接效率的影响进行分析。结果表明:对于钢材与铝材之间的结构胶连接,随着母材材料屈服强度的增大,接头连接效率不断提高,但当母材屈服强度增加到一定值后,接头连接效率反而呈现下降的趋势;与钢材相比,接头连接效率对铝材屈服强度更为敏感。接头连接效率也随接头几何尺寸(母材厚度、接头搭接长度和搭接宽度)的增加而提高。而对于两端刚度不同的结构胶连接,接头连接效率随着其两端刚度差异的加大而降低,因此为提高接头的连接效率,应尽量选用屈服极限相近的母材。
结构胶接头;单搭接;连接效率;刚度差异
前言
随着汽车轻量化技术的发展,车身所用材料呈现出多样化的趋势,由于异种材料之间的物理、化学和力学性能方面存在较大差异,因此多材料轻量化车身对连接技术提出了新的挑战,从而使异种材料之间的连接技术成为研究的热点。由于异种材料采用传统连接技术连接时具有很明显的缺点,如传统点焊连接由于技术瓶颈和成本的原因,无法广泛应用于异种材料的连接;而铆接和螺栓连接则在连接处有显著的应力集中[1-2]。结构胶连接作为一种新型连接技术,具有良好的异种材料连接性能,且有利于车身轻量化、提高车辆的碰撞性能和增加车身结构的刚度、强度和耐久性,同时结构胶连接技术也解决了传统连接技术可能产生的应力集中和疲劳强度差等问题[3]。
国内外学者对结构胶连接进行了大量的研究,文献[4]中研究了母材的材料特性、厚度和表面处理对同种材料之间结构胶连接初始强度的影响。试验表明,母材屈服强度和厚度的增加在一定程度上有利于提高接头连接强度,而材料表面镀层对接头连接强度没有影响。文献[5]中对单搭接(single lap joint)接头胶层内部的应力分布进行了研究,结果表明,接头搭接区域两边缘处的胶层表现出显著的应力集中,而在中间区域应力集中则明显降低。文献[6]中采用离散弹簧单元来模拟结构胶,并尝试将其应用到整车碰撞仿真中。文献[7]中建立了三维实体单元来模拟结构胶,并评价弹性模量、胶层厚度和载荷条件对胶层应力分布的影响。文献[8]中研究了温度、应变速率对胶接接头冲击性能的影响,结果表明胶接接头的拉剪强度和能量吸收随温度的升高而减小,随应变率的提高而增大。文献[9]中对车用结构胶的有限元模拟方法进行了研究,从建模和计算效率等方面对比分析了内聚力模型(cohesive zone model)、连续介质力学模型、一维模型和断裂力学模型等4种模拟方法的优缺点。
随着车身所用材料呈现多样化的趋势,结构胶接头更多地表现出刚度不平衡的特性,而在以往的文献中,学者们主要针对刚度对称的结构胶接头进行研究[10],而对两端刚度不同的结构胶接头,尤其是异种材料之间的刚度不同的结构胶接头的研究较少。本文中以钢材与铝材之间的结构胶连接为研究对象,从刚度不同的单搭接结构胶接头出发,以试验与仿真相结合的方法,进而研究母材属性和接头几何参数对单搭接结构胶接头连接效率的影响,为工程实践中异种材料的结构胶连接技术提供一定的理论依据。
1 单搭接结构胶接头拉伸试验
1.1 试验所用结构胶及母材
根据汽车车身常用材料,试验选取牌号为B280VK的钢材,厚度为1.2mm;结构胶型号为ZS-9540,它广泛应用于汽车车身的胶接结构中,其参数如表1所示。
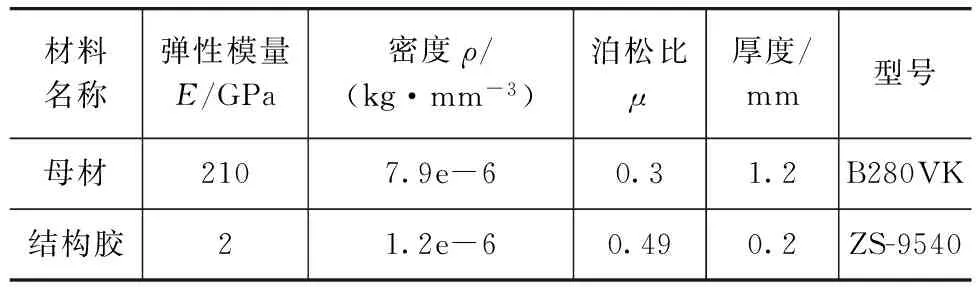
表1 试样材料参数
1.2 试验试样的制作
车身钣金件的连接方式通常为“短搭接”结构,且接头搭接区域的几何形状决定了连接接头的受力形式,因此可以简化为如图1所示的单搭接接头[11]。
根据ASTM D1002标准[12]制作试验试样,其几何尺寸如图2所示。接头搭接区域用砂纸打磨,并用丙酮对母材表面进行清洗。有研究表明,胶接工艺参数如固化温度和固化时间对结构胶接头性能有较大的影响[13],因此根据试验所用结构胶的特性,胶层的固化温度和固化时间分别设定为180℃和30min;同时,为了保证试验结果的可靠性,防止其他因素对试验结果产生影响,所有试验试样的制作均在相同的工艺条件下进行。
1.3 试验方法与试验结果
通过万能拉伸机进行单搭接结构胶接头拉伸试验,保持5mm/min的恒定加载速度,如图3所示。为了排除试验的偶然性,每组试验重复3次,通过测量试样夹持端的力-位移曲线,如图4所示。
一般情况下,接头的失效模式大致可分为以下4种:被粘物(即母材)失效、胶粘剂失效(又称为内聚失效,cohesive failure,CF)、界面失效(adhesive failure,AF)和混合失效[14]。单搭接结构胶接头在进行拉伸试验时,一般认为母材不会发生断裂失效,因此主要研究胶粘剂失效、界面失效和混合失效3种失效模式。
接头的失效模式如图5所示。由图可知,接头的失效模式为混合失效,即同时存在胶粘剂失效和界面失效,从局部放大的图片可清晰地看到胶粘剂失效区域和界面失效区域。
2 单搭接结构胶接头的仿真模拟
2.1 内聚力模型理论
内聚单元(cohesive element)通过内聚力模型(cohesive zone model,CZM)来描述胶层在载荷下的力学响应。内聚力模型定义了内聚力T与裂纹张开量δ之间的关系。最大内聚力或内聚强度T0和临界裂纹张开量δ0可作为胶层的失效参数来预报内聚单元的失效;而内聚力在裂纹张开量上的积分,即内聚单元的能量损耗Γ0,也可作为判断内聚力单元是否失效的参数,即
(1)
现阶段,越来越多的研究开始使用内聚力模型(CZM)模拟结构胶的力学性能,它可以合理地反映出胶层失效界面附近的强度、韧度等物理属性[15]。
有限元软件LS-DYNA[16]所提供的内聚力模型MAT_169(MAT_ARUP_ADHESIVE)可用于结构胶的模拟,根据MAT_169材料模型的本构理论,将胶层简化为一系列的法向和切向弹簧,其本构简化模型如图6所示。
MAT_169材料模型中的材料参数为:(1)定义材料弹塑性力学性能的参数,包括材料密度、弹性模量、泊松比、沿单元厚度方向最大正应力(TENMAX)和沿单元厚度方向最大剪应力(SHRMAX);(2)预报材料失效的参数,包括沿单元厚度方向正应力作用下的能量损耗(GCTEN)以及沿单元厚度方向剪应力作用下的能量损耗(GCSHR)[17]。沿单元厚度方向的拉伸应力和剪切应力(即法向和切向)的应力-位移曲线如图7所示。
2.2 有限元模型的建立与验证
利用前处理软件HYPERMESH建立单搭接结构胶接头的有限元模型,如图8所示。
其中,结构胶胶层采用实体单元模拟,其材料模型为MAT_169(MAT_ARUP_ADHESIVE),结构胶接头两端的母材采用壳单元模拟,其材料模型为MAT_24(*MAT_PIECEWISE_LINEAR_PLASTICITY),实体单元和壳单元的网格尺寸大小均为5mm。实体单元与壳单元之间的连接通过LS-DYNA软件中的固连接触(CONTACT_TIE)模拟,其优点在于母材和胶层之间的连接与其网格划分无关,即壳单元网格尺寸与实体单元网格尺寸之间无须一一对应,它们可以分别采用不同尺寸的单元进行划分。
为了验证有限元模型的准确性,其几何参数、约束条件以及加载条件等均与试验保持一致。图9为仿真的结果与试验数据的对比。由图可知,仿真曲线与试验数据的峰值、变化趋势和变化历程都吻合得较好,因此认为所建立的有限元模型具有较高的准确性,可代替试验进行研究分析。
3 单搭接结构胶接头连接效率影响因素分析
3.1 接头连接效率的定义
结构胶连接的失效机理并未完全揭示,且目前大多数研究集中在对结构胶胶层的应力分布上[5,7],根据胶层的应力分布来判断结构胶连接的失效风险。为了量化评估结构胶的连接作用,根据文献[18]中的研究成果,在本文中引入接头连接效率(joint efficiency)的概念,如图10所示。接头连接效率在考查接头连接强度的同时也考查了母材自身的拉伸强度,其定义为
(2)
3.2 影响因素的确定
对于钢材与铝材之间的结构胶连接,影响接头连接效率的主要因素有母材的材料属性以及接头几何尺寸。本文中采用母材的屈服强度来表征其材料属性,用母材厚度(Tsteel和TAl)、接头的搭接长度和搭接宽度(L和W)来表征接头的几何参数。因此,选取BLD,ST37-2G,B280Vk和DP780 4种不同屈服强度的钢材以及5052-O,5182-O,6063-T6和6061-T6 4种不同屈服强度的铝合金作为仿真试样的母材,其力学性能如表2所示,各影响因素的水平值如表3所示。

表2 母材的力学性能参数
3.3 基于最优拉丁超立方试验设计与结果
由于接头连接效率的影响因素较多,为了充分考虑各影响因素的作用,需要建立具有多影响因素的试验方案。最优拉丁超立方设计使所有的试验点尽量均匀地分布在设计空间,具有非常好的空间填充性和均衡性,该设计方法主要的优点在于可以用相对较小的样本数提取相对较多数量的不确定因素,减少试验的相对次数[19-21]。采用OHSL方法,针对上述6个影响因素共产生60组试验方案,并通过数值仿真计算得到各试验方案的接头连接效率。其中部分试验方案及仿真结果如表4所示。

表3 各影响因素的水平值 mm

表4 部分试验设计方案及仿真结果
3.4 仿真结果分析
通过对仿真数据进行统计分析,可得到各影响因素对接头连接效率的影响曲线,如图11所示。
由图11(a)和图11(b)可知,对于钢材与铝材之间的结构胶连接, 随着母材屈服强度的增加,接头连接效率不断增加,但是当母材屈服强度增加到一定值后,接头连接效率不再提高或反而呈下降的趋势。因此为了提高结构胶接头的连接效率,可适当增加母材屈服强度实现。从图中曲线上升段的斜率可见,铝材屈服强度对接头连接效率的影响更为敏感。
单搭接结构胶接头进行拉伸试验时,由于母材屈服强度较低,其更容易发生弯曲变形,胶层所受的由弯矩引起的应力也更大,从而接头的连接效率会更低;而当母材屈服强度过大时,母材不容易发生塑性变形,导致胶层所受到的力较大,当胶层受力达到一定值后,接头开始发生断裂失效,从而降低接头的连接效率。
由图11(c)和图11(d)可知,接头连接效率随着母材厚度的增加先升高后降低。图中曲线上升段斜率表明,铝材厚度的变化对接头连接效率的影响比钢材更敏感。
母材厚度对接头连接效率的影响与母材屈服强度对接头连接效率的影响原因类似。
由图11(e)和图11(f)可知,接头连接效率大体上随接头搭接长度和宽度的增加而提高,但当接头搭接长度和宽度超过35mm后,接头连接效率增加的趋势趋于平缓,甚至稍有下降。从图中曲线上升段的斜率可知,接头搭接宽度对接头连接效率的影响比长度的影响更敏感。
对于接头搭接长度和宽度而言,随着接头搭接长度和宽度的增加,搭接区域的受力面积也相应增加,在受力相同的情况下,接头搭接区域的边缘处所受平均应力减少,从而胶层失效的可能性就会有所降低,因此接头连接效率会有所增加;但是随着接头搭接长度和宽度的不断增加,接头的主要承载区域(单搭接结构胶接头的主要承载区域为搭接区域的边缘处)并不会随之增大,因此接头连接效率也不会再增加;当接头搭接长度和宽度过大时,搭接区域的边缘处更容易出现应力集中现象,胶层失效的可能性也会大大增加,所以接头连接效率会有所降低。
4 刚度差异对结构胶接头连接效率的影响
由于钢材与铝材力学性能的差异,其连接接头两端表现出刚度不同的特性,从而导致接头受力不平衡,进而影响接头的连接效率,而对于刚度不同的接头,现阶段所面临的主要问题是如何处理接头两端的刚度不同对接头连接效率的影响,本文中用接头两端母材屈服强度的差异来表征接头两端刚度的差异。根据3.4节的研究结果选取结构胶接头的几何参数,如表5所示。接头两端的母材分别选取BLD,ST37-2G,B280Vk和DP780 4种不同屈服强度的钢材以及5052-O,5182-O,6063-T6和6061-T6 4种不同屈服强度的铝合金,其力学性能如表2所示。

表5 结构胶接头的几何参数 mm
同理,采用OHSL方法,共产生16组试验方案,并通过数值仿真计算得到各试验方案的接头连接效率。试验设计方案和仿真结果如表6和表7所示。

表6 试验设计方案

表7 试验设计仿真结果 %
应用上文所建立的结构胶接头拉伸试验有限元模型进行仿真试验,可得到不同试验组合下接头的连接效率,由此可得到钢材屈服强度和铝材屈服强度对接头连接效率的三维响应曲面,如图12所示。
由图12可知,对于钢材与铝材之间的结构胶连接,接头连接效率主要取决于屈服强度相对较弱一端的母材,因此提高相对较弱一端母材的屈服强度可提高接头连接效率,但是当母材屈服强度增加到一定值后,接头连接效率的增加趋势趋于平缓,甚至接头连接效率随着母材屈服强度的不断增加而呈现下降的趋势;同时从图中可知,提高相对较强一端母材的屈服强度对接头连接效率影响不大。
对于两端刚度不同的结构胶连接,由于接头两端刚度的差异造成了结构胶胶层受力的非平衡性,从而增加了结构胶胶层的失效危险,因此为了提高接头连接效率,应尽量减小接头两端刚度的差异。所以在工程实践中,可通过选择屈服极限相近的母材来减小结构胶接头两端的刚度的差异,从而提高接头连接效率。
5 结论
(1)对于钢材与铝材的结构胶连接,随着母材材料属性(母材屈服强度)的增加,接头连接效率不断增加,但是当母材屈服强度增加到一定值后,接头连接效率反而呈现下降的趋势;研究同时表明,铝材屈服强度对接头连接效率的影响更为敏感。接头连接效率随几何尺寸(母材厚度、接头搭接长度和搭接宽度)的变化有类似的趋势。
(2)由于钢材与铝材力学性能的差异,其连接接头两端表现出刚度不同的特性,从而导致接头受力的非平衡性,同时也增加了结构胶胶层的失效危险。研究表明:对于两端刚度不同的结构胶连接,为了提高接头连接效率,应尽量减小接头两端刚度的差异。在工程实践中,可通过选择屈服极限相近的母材来减小结构胶接头两端刚度的差异,从而提高接头连接效率。
[1] 常保华,史耀武,董仕节.胶焊技术及其应用[J].焊接技术,1988(1):9-12.
[2] 岁波, 都东, 常保华,等.轻型车身自冲铆连接技术的发展[J].汽车工程,2006, 28(1).
[3] DE LIMA P, PACCA P, DROSTE A, et al. Innovative solutions for body weight reduction structural adhesives and foams[C]. SAE Paper 2009-36-0163.
[4] DA SLIVA L F M, CARBAS R J C, CRITCHLOW G W, et al. Effect of material geometry surface treatment and environment on the shear strength of single lap joints[J].International Journal of Adhesion & Adhesives, 2009,29: 621-632.
[5] HART-SMITH L J. NASA technical report[R]. 1973, NASA CR112236.
[6] FARUQUE O, HILL J, BONNEN J, et al. Adhesive modeling in crash simulation[C].SAE Paper 2006-01-0955.
[7] DEHOFF PAUL H, ANUSAVICE KENNETH J, WANG Zhixin. Three-dimensional finite element analysis of the shear bond test[J].Journal of Materials Processing Technology, 1995(11):126-131.
[8] 段新杰,赵海燕,蔡志鹏,等.温度、应变速率对胶接接头冲击性能的影响[C].第十六届全国钎焊及特种连接技术交流会论文集.
[9] 李慧敏,朱西产.车用结构胶有限元模型方法的分析与比较[J].汽车工程师,2009(11).
[10] 鲁立.高强钢韧性胶接头强度预测[D].北京:清华大学,2006.
[11] 李龙.车身单搭接粘接接头静强度性能试验及强度预测方法的研究[D].长春:吉林大学,2011.
[12] ASTM D1002-01.Apparent shear strength of single-lap-joint adhesively bonded metal specimens by tension loading (metal-to-metal)[S].American Society for Testing and Materials.
[13] 徐喻琼,游敏, 梅春枝. 环氧结构胶固化工艺对胶接接头性能的影响[J].粘结,2012(12):42-45.
[14] ASTM D5573-99, Standard practice for classifying failure modes in fiber-reinforced plastic (FRP) joints, vol. 15[S]. Annual Book of American Society for Testing Materials, 1999.
[15] FERRACIN T, LANDIS C M, DELANNAY F,et al. On the determination of the cohesive zone properties of an adhesive layer from the analysis of the wedge-peel test[J]. Int J Solids Struct, 2003, 40:2889-2904.
[16] LSTC ed. LS-DYNA keyword user’s manual[M]. Version 971, 2007.
[17] 杨辛.胶焊接头在碰撞载荷下失效的模拟方法研究及其应用[D].北京:清华大学,2010.
[18] BOHR J. A comparative study of joint efficiency for AHSS[R]. A/SP Joining Technologies Team.
[19] FANG K, LIN D, WINKER P, et al. Uniform design: theory and application[J]. Technometrics, 2000, 42: 237-248.
[20] CHEN V C P, TSUI K L, BARTON R R, et al. A review on design, modeling and applications of computer experiments[J]. IIE Transactions, 2006, 38: 273-291.
[21] FANG K T, LI R, SUDJIANTO A. Design and modeling for computer experiments[R]. London New York: Taylor & Francis Group, LLC, 2006.
[22] MALLICK P K, Shardul Bhambure. Analysis of single lap adhesive joints between magnesium and other structural automotive material[C].SAE Paper 2011-01-0076.
[23] 常保华,史耀武,卢良清.胶焊搭接接头的应力分布和疲劳行为研究[J].机械工程学报,2000,36( 2):106.
[24] WU Wenyan, LIU Qiang, ZONG Zhijian, et al. Experimental investigation into transverse crashworthiness of CFRP adhesively bonded joints in vehicle structure[J].Composite Structures, 2013, 106: 581-589.
A Study on the Factors Affecting the Connection Efficiency of Single Lap Structural Adhesive Join
Chen Tao1,2, Zeng Junwei1, Duan Libin1& Li Zhuo1
1.HunanUniversity,StateKeyLaboratoryofAdvancedDesignandManufacturingforVehicleBody,Changsha410082;2.StateKeyLaboratoryofVehicleNVHandSafetyTechnology,Chongqing400039
The tensile test of single lap structural adhesive joint is conducted, meanwhile its finite element model is built with corresponding simulation performed to analyze the factors affecting the connection efficiency of single lap structural adhesive joint, in particular, the effects of stiffness discrepancy in both ends of joint on the connection efficiency of joint. The results show that for structural adhesive joint between steel and aluminum, the connection efficiency of joint rises with the increase of the yield strength of base metals, but when the yield strength of base metals further increase beyond a certain value, the connection efficiency of joint exhibits a trend of decline. Compared with steel, the connection efficiency of joint is more sensitive to the yield strength of aluminum, and the connection efficiency of joint also enhances with the increase of the geometric dimensions of joint (the thickness of base metal and the lap length and width of joint). For structural adhesive joint with different stiffness in both ends, the connection efficiency of joint declines with the increase of stiffness difference in both ends. As a result, for enhancing the connection efficiency of joint, the base metals with as close yield strength as possible should be chosen.
structural adhesive joint; single lap; connection efficiency; stiffness discrepancy
*国家国际科技合作计划(2014DFG71590)、湖南省自然科学基金(14JJ3055)、中国博士后科学基金(2014M552132)、广西科技计划重大专项(桂科重1348003-5)和国汽(北京)汽车轻量化联盟项目(20130303)资助。
原稿收到日期为2015年1月16日,修改稿收到日期为2015年4月10日。
猜你喜欢
焊接学报(2022年7期)2022-09-14
红岩春秋(2022年1期)2022-04-12
中国棉花(2021年4期)2021-12-05
建材发展导向(2021年7期)2021-07-16
理论与创新(2020年11期)2020-07-26
意林(绘英语)(2018年2期)2018-11-29
新高考·高一物理(2016年7期)2017-01-23
新高考·高一物理(2016年7期)2017-01-23
小天使·二年级语数英综合(2015年11期)2015-11-11
