铁路混凝土工程钢筋机械连接的设计及加工工艺控制
2016-04-11 06:32:49钟志强徐先俊
铁道建筑 2016年2期
陈 强,钟志强,谷 牧,徐先俊
( 1.蒙西华中铁路股份有限公司,北京 100073; 2.安徽金星预应力工程技术有限公司,安徽合肥 231135; 3.中国铁道科学研究院铁道建筑研究所,北京 100081)
铁路混凝土工程钢筋机械连接的设计及加工工艺控制
陈强1,钟志强2,谷牧3,徐先俊2
( 1.蒙西华中铁路股份有限公司,北京100073; 2.安徽金星预应力工程技术有限公司,安徽合肥231135; 3.中国铁道科学研究院铁道建筑研究所,北京100081)
摘要:目前铁路混凝土工程大量采用钢筋机械连接,取代了传统的钢筋焊接连接方式。本文依据“等强度连接”设计原则,选取铁路混凝土工程常用的φ16,φ25,φ32钢筋分别代表小、中等及大直径钢筋,采用不同的螺纹间距,开展了钢筋机械连接套筒的优化设计,得出了钢筋机械连接套筒螺纹规格及相应的尺寸,并进行了钢筋机械连接试验组件的加工工艺研究。此外,对连接组件加工过程的常见工艺缺陷给出了处理对策,这对钢筋机械连接的现场应用具有一定的指导意义。静力拉伸、高应力反复拉压、大变形反复拉压试验结果表明,该组连接接头的强度和变形性能均满足等强度连接的要求,可以用于螺纹规格优选及下阶段的疲劳性能试验研究。
关键词:钢筋机械连接工艺控制混凝土工程
现浇混凝土施工中,粗钢筋的连接是最为常见的工艺过程之一。国内外最早都采用传统的绑扎法,该法具有施工简便、对工人的技术熟练程度要求低、不受气候影响等优点,但同时存在浪费钢材、钢筋偏心连接会产生附加剪应力等缺点。为解决上述问题,美国、日本、德国在20世纪70年代中期研制出机械连接技术,如冷挤压连接、锥螺纹连接、直螺纹连接等技术,并制定了相应的国家标准,广泛应用在公路桥梁、地铁、核电站等大跨度抗震结构中。
对粗钢筋而言,机械连接技术已经取代了传统的焊接绑扎工艺,在公路桥梁、水坝以及大型重点建筑工程中得到了广泛应用[1-2]。刘永颐等[3]在钢筋机械连接技术规程编制方面所做出的大量工作引领了中国钢筋机械连接方式的潮流。中国建科院测试了套筒挤压接头的抗疲劳性能与套筒挤压道次的关系,为套筒挤压接头应用到动载结构做出了一定的铺垫[4]。邢怀念等[5]开展了直螺纹套筒连接性能试验研究。对于锥螺纹连接技术,江苏省建科院给出了一系列的螺纹牙距推荐值,并取得了良好的实际效益[6]。在众多国内外学者试验、研究成果的基础上,国内相关部门组织编写了相应的规范(或规定),作为钢筋机械连接技术应用的指导性标准[7-9],促进了连接技术的进一步应用。
已有的研究文献大多以试验性的探索为主,侧重于连接接头工艺改进[10-11],缺乏系统的理论及试验研究。近年来铁路工程大量应用的粗钢筋均需要采用机械连接技术以保证钢筋连接的有效性和经济性。原铁道部组织编写了《铁路混凝土工程钢筋机械连接技术暂行规定》(以下简称《暂规》)[12],开启了相关规范的完善工作,通过设立科研课题系统研究铁路混凝土工程用钢筋机械连接技术。本文基于“等强度连接”原则,开展了连接接头的优化设计及加工工艺研究,并对常见工艺缺陷提出了处理对策,以利钢筋机械连接技术在铁路混凝土工程中的进一步应用。
1铁路混凝土工程钢筋机械连接设计
根据螺纹计算力学理论及直螺纹强度、变形、刚度等相关研究成果,依据“等强度连接”的设计原则,结合铁路混凝土工程用钢筋的常用种类,选择铁路混凝土工程中较为常用的热轧带肋钢筋(以HRB335为例),选取φ16,φ25,φ32这3种直径,作为小直径、中等直径、大直径钢筋的代表,介绍钢筋等强连接的设计计算过程。根据《普通螺纹基本尺寸》( GB /T 196—2003)、《普通螺纹公差》( GB /T 197—2003)中的各种螺距规格,结合混凝土工程钢筋机械连接接头常用螺距的市场调查结果,对每一种直径的钢筋分别选择了3种螺距作对比试验来优选出合理的螺纹规格。φ16的钢筋及连接接头螺距为2. 0,2. 5,3. 0 mm,φ25和φ32的为2. 5,3. 0,3. 5 mm。详细螺纹规格见表1。
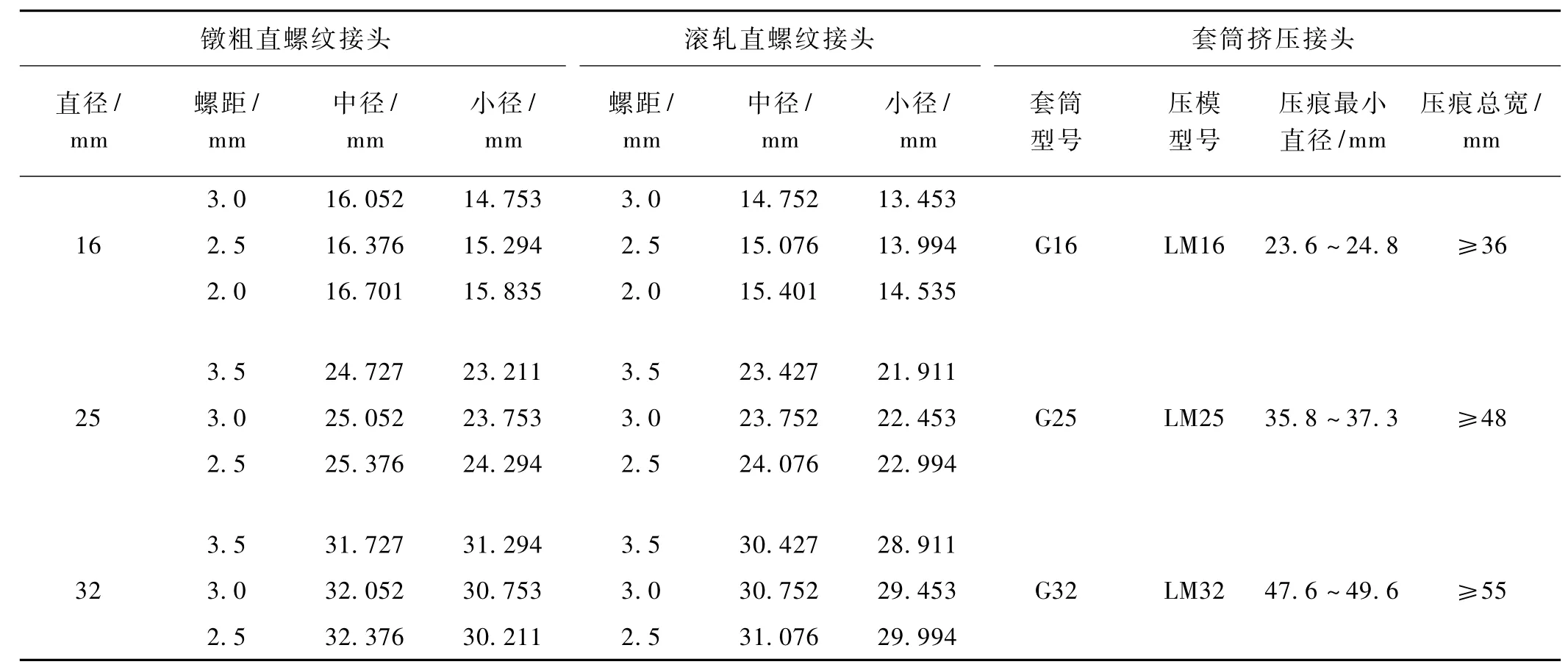
表1钢筋机械连接试验试件规格
根据表1中的钢筋直径种类及螺距规格,依据《暂规》建议的连接接头材料力学指标及相关研究文献,确定螺纹连接接头材料为45#优质碳素结构钢,挤压连接接头材料为Q235(棒料),其力学性能指标满足《暂规》要求。45#钢抗拉强度σgb≥600 MPa,屈服强度σgs≥355 MPa,允许抗剪强度τgf≥178 MPa。HRB335钢筋的抗剪强度τhf取值为抗拉强度σhb的0. 6~0. 8倍。根据螺纹连接接头的等强度设计原则,依次确定螺牙牙高,大、中、小径(基本值及虚拟值),剪切面长度(套筒长度)和连接接头壁厚,最后进行数据的圆整,从而得出同一种直径钢筋适合不同螺距的统一的连接接头尺寸。其中螺牙剪切面长度L应确保剪切面承受的最大剪切荷载大于钢筋的理论破断荷载(剥肋削弱的截面由于冷作硬化产生的强度提高抵消了螺纹加工对截面的削弱作用),即

则

式中:τs为钢筋的剪切屈服强度,τs= 0. 6σs,σs为钢筋的屈服强度。
以钢筋基本大径为连接接头内径(不考虑公差配合偏差),以钢筋加载至屈服荷载时连接接头的应力恰好等于屈服强度为原则计算连接接头壁厚ΔD。

式中: Ds为螺纹虚拟大径; Ag为钢筋公称截面积;σg,σL分别为钢筋、连接接头的屈服强度。
需要说明的是,壁厚是指连接接头加工成型后的壁净厚度,不包括螺牙本身的高度。这意味着连接接头加工时,材料的壁厚=净厚度+螺牙高度。连接接头长度和壁厚确定后,取安全系数2. 0并将数据圆整后得到的连接尺寸见图1、表2、表3。
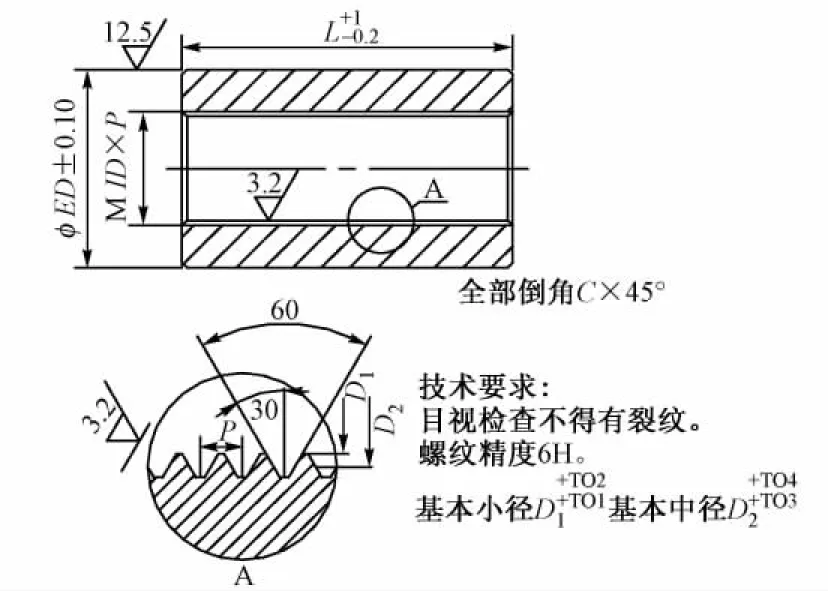
图1连接接头

表2最终的连接接头尺寸规格及详细尺寸(套筒挤压接头)
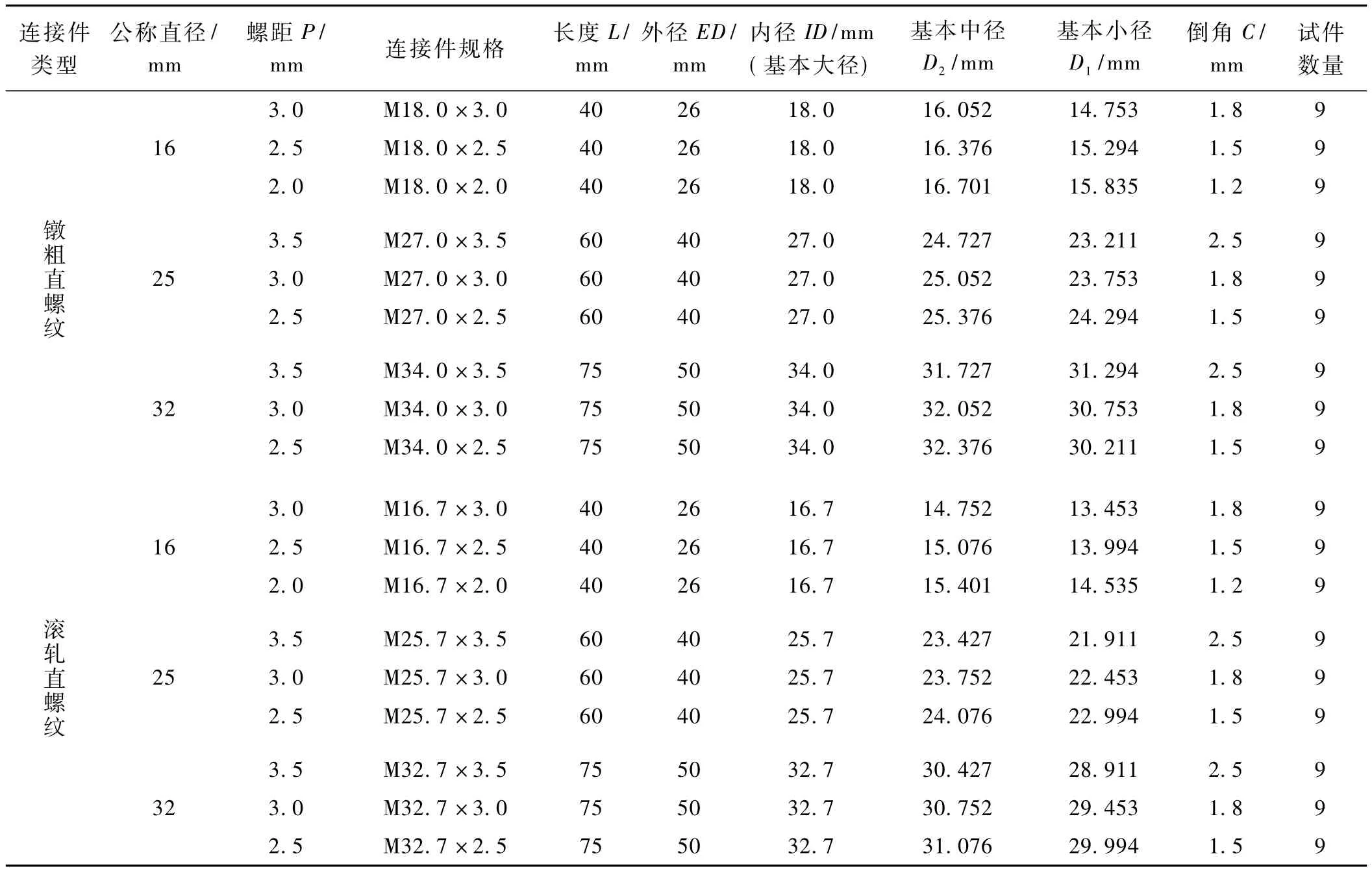
表3最终的连接接头尺寸规格及详细尺寸(镦粗直螺纹及滚轧直螺纹)
2钢筋机械连接接头加工工艺试验及加工质量控制
根据表2、表3中的连接接头设计尺寸,开展了连接接头加工工艺及质量控制试验,并对3种直径的钢筋进行了钢筋—连接接头组件连接试验。其加工试验过程及控制要点分述如下。
2. 1普通带肋钢筋机械连接接头试件加工工艺
2. 1. 1连接接头的加工过程
1)连接接头下料。采用带锯床下料。
2)端面、外圆加工。将下好的毛坯料夹在数控车床卡盘上,按图纸长度与外径尺寸进行车端面以及车外圆加工。
3)螺纹加工。在数控车床上进行接头的内螺纹加工,按图纸螺纹大径、中径、小径及6H精度加工。加工过程中检验人员采用卡尺进行外径及套筒长度测量,用相应规格的专用通止塞规进行检验,保证钢套筒的合格率。
2. 1. 2剥肋滚轧直螺纹连接钢筋接头螺纹加工试验
1)钢筋调直下料。钢筋下料采用带锯床、砂轮机进行,以保证钢筋端面平整且与钢筋的轴线垂直。下料过程中发现钢筋端部有弯曲时,要直接把弯曲部分切断,保证钢筋的平直性。
2)钢筋滚丝。剥肋滚轧直螺纹的螺纹制作主要分为两个工序:钢筋切削剥肋;滚轧螺纹。两道工序在同一台设备(剥肋滚丝机)上一次完成。①切削剥肋工序:将机头前端的切削刀具按钢筋规格与相对应的剥肋光圆尺寸调整到预定位置,用4个锁紧螺母固定,并在加工过程中经常用卡规检查剥肋光圆尺寸,一旦发现超差及时纠正。②螺纹滚轧工序:机头中换上与加工规格(螺距)一致的滚丝轮,松开机盒后端的螺母,调整滚丝轮之间的间距使其达到预定位置,将机盒后端的螺母拧紧,防止在滚轧过程中滚丝轮之间的间距发生变化。剥肋滚轧直螺纹现场质量控制的核心是丝头加工质量的控制。加工丝头检验主要有三个要素:剥肋光圆尺寸(用卡尺进行测绘) ;螺纹牙型、螺纹中径尺寸(用相应规格的专用环通止规进行检验) ;螺纹加工长度(用卡尺测绘,有效螺纹长度为螺纹接头套筒的一半,公差为2P,P为螺距)。
3)丝头保护。用套筒保护盖对加工后的丝头进行保护,防止螺纹被磕碰,导致无法拧入套筒。
4)钢筋接头连接。连接钢筋时,钢筋丝头规格和套筒的规格必须一致,并在连接前用空气压缩设备将钢筋丝头及套筒丝扣用高压气体冲洗干净;将钢筋丝头与钢套筒连接,用管钳工作扳手将连接接头拧紧并用扭矩扳手校核拧紧扭矩值。拧紧扭矩值应符合《暂规》要求。
2. 1. 3镦粗直螺纹连接钢筋接头加工试验
1)钢筋端部镦粗工艺。①将高压油泵与镦粗设备连接,并在钢筋镦粗设备上安装、放置相应规格的镦粗顶杆及挤压模块,开动油泵空载运行2次。②开动油泵,挤压缸前行,挤压模将钢筋加紧进行镦粗,镦粗尺寸靠油压控制。φ16钢筋油压为12 MPa,φ25钢筋为28 MPa,φ32钢筋为35 MPa。同时使用卡尺测量钢筋端部镦粗后的直径,当直径超差时,适当调整油压。
2)丝头加工。《暂规》规定可以采用钢筋套丝机对不同直径的钢筋镦粗段进行螺纹加工。试验过程中当采用套丝机进行镦粗段丝头螺纹加工时,由于钢筋本身横、纵肋的存在,很容易出现丝头螺纹不均匀、不饱满的现象(见图2)。改用滚丝机来加工镦粗段同样存在螺纹不均匀、不饱满现象。经过多次试验,确定采用车床加工镦粗段螺纹。

图2螺牙不饱满、不均匀现象
2. 1. 4挤压套筒连接接头试件加工工艺
1)先把相应规格的挤压模安放在挤压机上,将高压油泵与挤压机相连,并进行试压。

图3钢筋连接丝头加工问题示例
2)连接钢筋(钢筋的下料与调直工艺同前)时,将钢筋端部的锈皮、油污等清理干净,并设定位标志和检查标志。定位标志距钢筋端部的距离为套筒长度的1 /2,检查标志应设置在定位标志外侧,距定位标志15 mm处。
3)将钢筋与挤压套筒进行试套,当钢筋纵肋过高影响插入时,更换其他钢筋进行试套,取都能套入套筒的钢筋进行挤压。
4)套筒表面沿长度方向标有清晰均匀的挤压标志,中部两条的距离应不小于20 mm。
5)开启高压油泵进行挤压。挤压操作时规定钢筋端头离套筒中心线长度不超过10 mm,这是为保证钢筋插入深度的要求,此外可防止第一道压痕超过钢筋端部影响接头质量。
2. 2钢筋机械连接丝头加工过程中常见质量问题及
对策
1)在镦粗φ16钢筋端部过程中容易出现挤扁、挤歪等现象(钢筋的钢度偏弱,见图3( a) )。表面尺寸偏向单边的偏差较大,给车螺纹加工带来了一定的困难。采用改进的挤压头,较好地改善了挤偏现象。
2)φ16钢筋丝头在旋入套筒后,由于钢筋较细,又必须达到规定的扭力值,很容易出现试件存在折角的现象。采用固定架结合虎钳限制连接接头的摆动距离,能够较好地保证连接接头试件的直线度。
3)在滚轧φ16钢筋端部丝头时,由于钢筋较细且固定架与剥肋刀口有20 cm的距离,因此在剥肋滚轧螺纹的过程中,出现丝头的中心与钢筋轴线不在同一直线上的现象。通过在固定架上添加加长型夹紧套,以增加钢筋刚度,能够保证试件丝头与母体的同轴度。
4)用套丝机加工镦粗段直螺纹时,螺纹不均匀、不饱满,尺寸不易控制,套出来的螺纹外径有超差现象,螺纹与套筒不匹配,极难拧入套筒。采用车床加工镦粗段较好地解决了这一问题,但施工现场的操作性较差。
5)在车床上加工镦粗段直螺纹,在夹紧过程中由于钢筋纵横肋的存在,不容易对中,车加工出来的螺纹存在偏心现象。现场应严格控制镦粗段的笔直性和横肋的均匀性,保证镦粗段的质量。
6)在滚轧φ32,3. 5 mm螺距钢筋端部直螺纹时,出现螺纹烂牙现象(图3( b) ),且调试滚丝轮Ⅰ难以根治,因此不推荐此螺距。
7)由于套筒内径尺寸与钢筋外径偏差很大,造成带肋钢筋挤压试件在加工时容易挤偏和弯曲(图3( c) )。采用固定架辅以虎钳限制钢筋接头,确保虎钳与固定架的对中,控制挤压油压,确保连接接头试件的直线度。
8)在滚轧φ16,1. 5和3. 5 mm螺距钢筋端部直螺纹时,螺纹之间交错,均看不到完整的螺纹。试件加工前通过调试滚丝轮,虽有所改善,但是螺牙破坏严重,故不推荐此两种螺距。
9)钢筋直螺纹滚丝机在加工丝头时,尺寸不容易控制,需要频繁调试才能找出合适的尺寸,造成材料浪费严重。建议在现场施工过程中,一种规格的螺纹在调整好滚丝轮、确保螺纹尺寸后不再调整。当滚丝轮磨损严重时,应及时更换并调整尺寸。
10)钢筋直螺纹滚丝机加工的丝头,其钢筋端部有一部分螺纹高出钢筋端面,在旋入套筒后,中间仅靠凸起的一圈接触,影响试件的整体性。可采用磨光机将凸起部分磨平解决此问题。
3钢筋机械连接静力性能试验结果及分析
静力拉伸试验、高应力反复拉压试验、大变形反复拉压试验的结果表明,3种形式的机械连接接头,除镦粗直螺纹连接M34×2. 5的接头不满足《暂规》外,其它规格机械接头的抗拉强度和断后伸长率均能达到预期值,能够达到等强连接。
在非弹性变形指标方面,不同形式的钢筋直螺纹接头存在差别,滚压直螺纹接头的非弹性变形性能明显优于镦粗直螺纹接头,且直螺纹连接的非弹性变形性能优于挤压套筒连接接头。图4—图6为部分试验结果典型曲线。
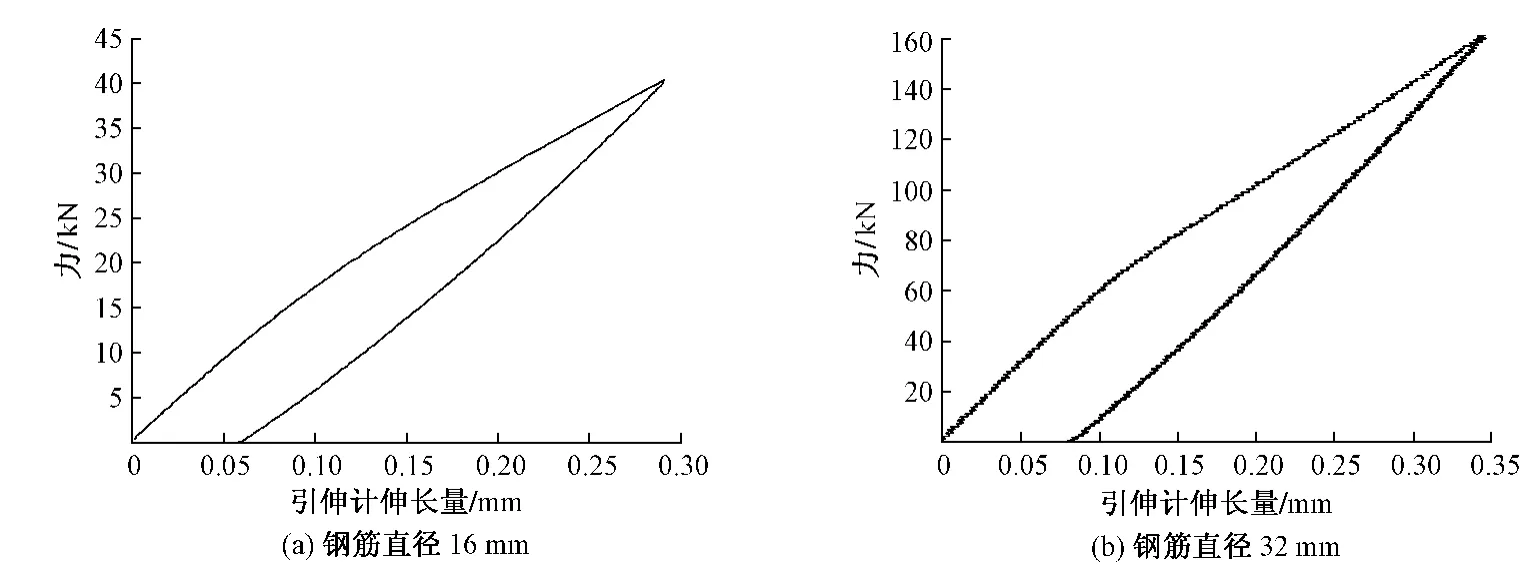
图4挤压套筒连接接头单向拉伸荷载—变形典型曲线
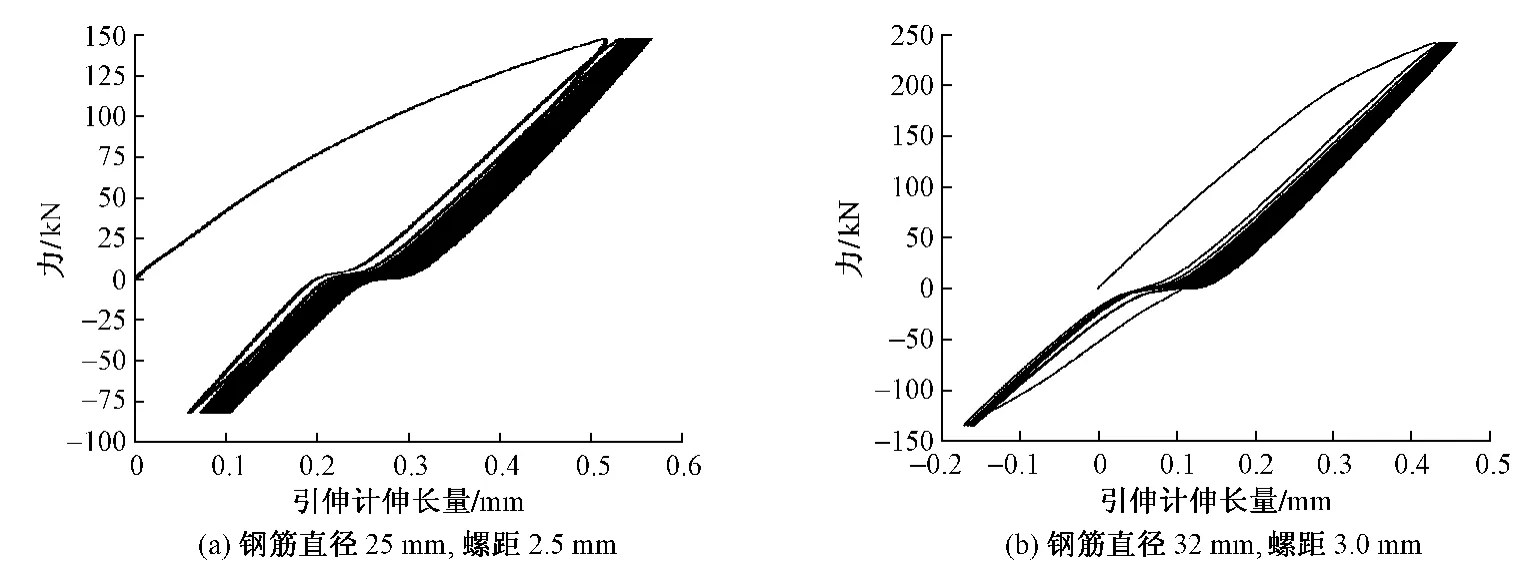
图5镦粗直螺纹连接接头高应力反复荷载—变形典型曲线
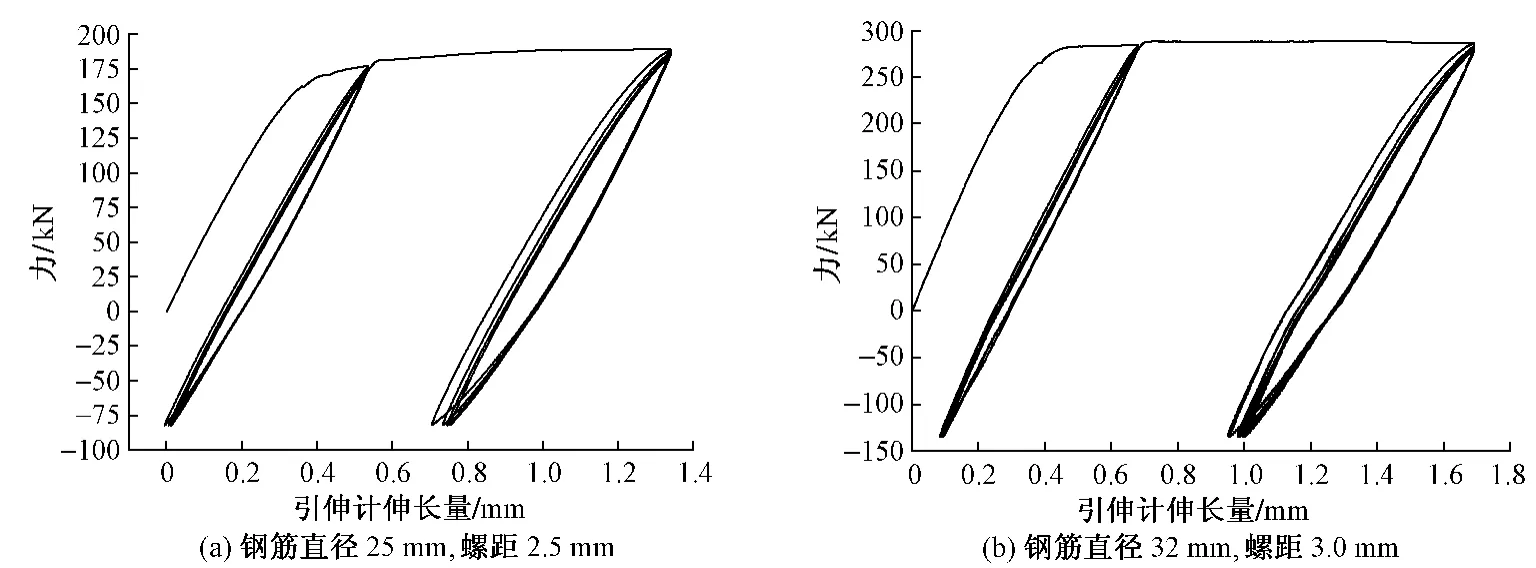
图6滚轧直螺纹连接接头大变形反复荷载—变形典型曲线
4 结论
根据钢筋机械连接的“等强度设计”原则、《暂规》规定的连接接头材料力学性能及调查结果,确定了螺纹连接接头的材料类型,依据等强直螺纹连接接头设计原则和选定的钢筋直径种类,开展了连接接头设计优化研究。静力学型式检验结果表明连接接头规格满足《暂规》技术要求。根据《暂规》中的指导性工艺,开展了连接接头加工及螺纹连接工艺的试验研究,对加工过程中可能的工艺缺陷提出了改进措施,对钢筋机械连接的进一步推广应用具有一定的指导意义。
参考文献
[1]王治群.钢筋直螺纹连接技术在桥梁工程中的应用[J].湖南交通科技,2005( 3) : 59-62.
[2]龚万江,刘维娟.用于土木工程中的钢筋机械连接技术[J].交通科技,2005( 3) : 107-108.
[3]刘永颐,徐有邻.钢筋等强直螺纹连接[J].施工技术,1998 ( 6) : 30-31.
[4]中国建筑科学研究院结构所.带肋钢筋套筒连接挤压接头性能研究[J].施工技术,1994( 6) : 6-8.
[5]邢怀念,张小鹏,刘增利,等.钢筋滚轧直螺纹套筒连接性能试验研究[J].工业建筑,2009,39(增) : 846-849.
[6]陶咏,刘晓章.钢筋锥螺纹连接接头螺纹牙距研究[J].建筑机械化,1999( 1) : 33-34.
[7]中华人民共和国住房和城乡建设部.JGJ 107—2010钢筋机械连接技术规程[S].北京:中国建筑工业出版社,2010.
[8]中华人民共和国建设部.JGJ 108—1996带肋钢筋套筒挤压连接技术规程[S].北京:中国建筑工业出版社,1996.
[9]中华人民共和国建设部.JGJ 109—1996钢筋锥螺纹接头技术规程[S].北京:中国建筑工业出版社,1996.
[10]吴弘,孙广垠.浅析钢筋连接的发展及其在施工中的质量控制[J].科技情报开发与经济,2007( 4) : 262-263.
[11]郑文俊,潘江波,宁英杰,等.钢筋机械连接质量问题原因分析及处理措施[J].交通标准化,2009( 10) : 174-176.
[12]中华人民共和国铁道部.铁建设[2010]41号铁路混凝土工程钢筋机械连接技术暂行规定[S].北京:中国铁道出版社,2010.
(责任审编李付军)
Design and construction technology control of mechanical connection of steel bars in railway concrete engineering
CHEN Qiang1,ZHONG Zhiqiang2,GU Mu3,XU Xianjun2
( 1.Mengxi-Huazhong Railway Co.,Ltd.,Beijing 100073,China; 2.Anhui Jinxing Prestressed Engineering Technology Co.,Ltd.,Hefei Anhui 231135,China; 3.Railway Engineering Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
Abstract:M echanical connection of bars which has replaced conventional welded connection is extensively applied in railway concrete engineering.Based on“equal-strength connection”principle,the optimization design of bar mechanical connection was carried out,and commonly used φ16,φ25 and φ32 bar diameters were selected to represent small,medium and large diameter bars.T hread size and corresponding mechanical connection dimensions were obtained.Construction technical control of mechanical connection of bars was researched and treatment measures of common technological flaws were provided.It should be of great guiding significance to in-situ application.Results of static tensile tests,repeated tensile and compressional tests at high stress level or at large deformational condition proved that static strength and deformation performance of mechanical connection were qualified with codes,and should be used for further thread size optimization and fatigue performance tests.
Key words:Bars; M echanical connection; T echnical control; Concrete engineering
文章编号:1003-1995( 2016) 02-0146-06
作者简介:陈强( 1972—),男,教授级高工,工学博士。
基金项目:南广铁路公司科技研究开发计划(南广合201107号)
收稿日期:2015-10-13;修回日期: 2015-10-29
中图分类号:TU511.3+3
文献标识码:A
DOI:10.3969 /j.issn.1003-1995.2016.02.35
猜你喜欢
结构工程师(2022年2期)2022-07-15 02:25:22
内江科技(2022年3期)2022-03-30 10:24:50
机械工程师(2018年7期)2018-07-30 09:05:26
制造技术与机床(2017年10期)2017-11-28 05:23:55
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
中国卫生标准管理(2015年4期)2016-01-14 05:43:52
中国塑料(2015年9期)2015-10-14 01:12:34
有色金属加工(2014年1期)2014-09-19 10:29:06