成品孔型修改对螺纹钢负差轧制率的提高
2016-04-08 16:49张凯
山东工业技术 2016年7期
摘 要:本文重点对棒材厂螺纹钢轧制生产的工艺流程进行了介绍,然后对修改成品孔型提升螺纹钢负差压制率进行了探讨,希望具有一定的借鉴参考价值。
关键词:成品孔型修改;螺纹钢;负差轧制率;提升
DOI:10.16640/j.cnki.37-1222/t.2016.07.014
在螺纹钢生产过程中,控制负差轧制率可以提高产品精度,缩小产品调整范围,经济效益显著。通常情况下,棒材厂在投产初期轧制的螺纹刚负差情况较差,在轧制时常常会产生正差,影响产品的合格率。为了保证生产的成品尺寸可以达到国家允许最小尺寸的要求,需要提升轧制作业过程中的生产精度,合理的修改螺纹钢成品孔型,实现全负差轧制。
1 案例介绍
某棒材厂选用圆孔型-椭圆型-箱型的生产系统。和生产螺纹钢使用的孔型系统有一定的差异型。对于22mm或者小于22mm的螺纹钢成品前孔型可以使用平底椭圆,而对于25mm或者大于25mm的螺纹刚成本前孔型可以使用凹形弧底椭圆。
2 对螺纹钢负差轧制率造成影响的主要原因以及改进措施
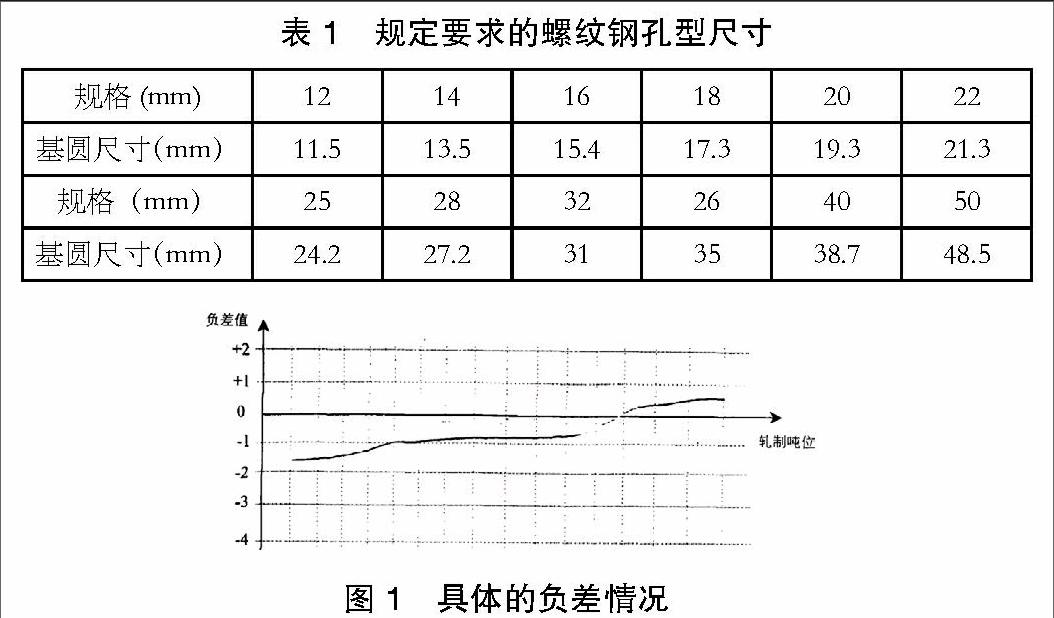
该棒材厂螺纹钢生产工艺是从意大利H公司引入的,按照意大利H公司所提供的孔型系统,各个螺纹刚成品孔型的基圆大小要求见表1。
该棒材厂在实际生产过程中,遇到了成品孔型轧制负差控制难度大,常常出现正差的情况。例如,2015年5月3日在进行HRB335 Ф25mm的螺纹钢的轧制生产时,由于使用的是新轧槽,产生了复差情况,如图1所示。从图中不难发现,利用新轧槽进行Ф25mm螺纹钢的轧制生产时,初期的负差值为1.51,后期轧制生产过程中负差值会随之不断增加,并逐渐接近正差,而当螺纹钢轧制的吨位为64t后,负差值逐渐转变成了正差值。
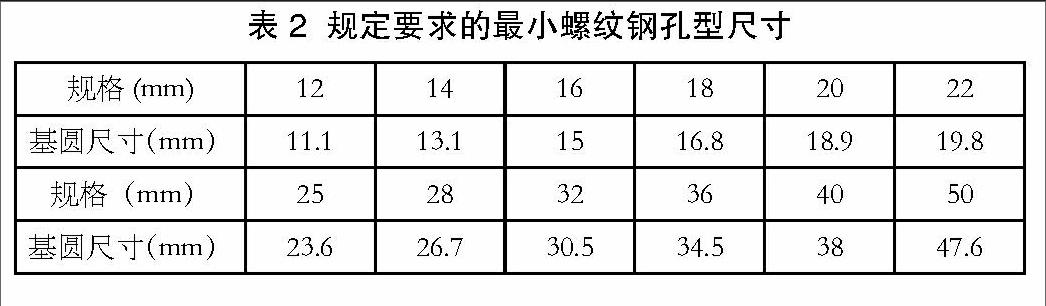
当螺纹钢轧制到80t时,成品调整工开始对轧机进行调整。经过调整,负差值可以达到0.45,很显然这一负差值达不到客户的基本要求。对上述情况进行分析后发现,出现这种情况主要是因为H公司提供的螺纹钢成品孔型基圆的大小稍大,为规定中螺纹钢内径尺寸的中线,按照规定中的相关要求,不同规格下螺纹钢内径允许的尺寸最小值如表2所示:
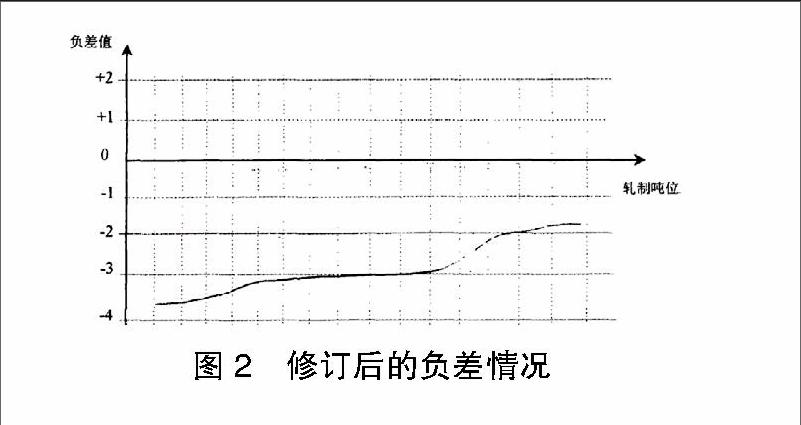
参考表2中不同规格尺寸的要求以及行业其他单位螺纹钢轧制生产的相关经验,重新修订了H公司提供的螺纹钢成品孔型,对原来规定的成品孔型的基圆尺寸进行了调整,满足了规定中允许的最小尺寸值。投入使用新的孔型后,轧制螺纹钢负差情况良好,未再次产生正差的情况,并且达到了客户对负差值的要求,促进了螺纹钢的销售,提高了棒材厂的经济效益。调整后轧制情况见图2。仍然以HRB335 φ25mm螺纹钢举例说明。从图2中不难看出,对成品孔型进行修订后进行生产的过程中,负差值可以保持在-3.53,而在轧制生产80t以后,负差值依然可以保存在-1.77左右。在对对应的其他规格的螺纹钢孔型进行修订和调整后,螺纹钢负差值也得到了控制,可以达到规定中对尺寸的相关要求,达到了客户对大负差的要求值,有效控制了螺纹钢负差轧制率。
参考文献:
[1]罗庆革,李顺奎,李崇,庞通.四切分轧制Ф12mm螺纹钢成品勾头冲出口故障的处理[J].四川冶金,2015(06).
[2]吴科成.提高线棒材定尺率的有效方法[J].安徽冶金科技职业学院学报,2006(01) .
作者简介:张凯(1982-),男,陕西渭南人,本科,工程师,主要从事轧钢工艺管理工作。
猜你喜欢
山西冶金(2021年5期)2022-01-24
昆钢科技(2021年4期)2021-11-06
制造技术与机床(2017年3期)2017-06-23
现代企业文化·理论版(2016年14期)2016-10-21
启迪与智慧·教育版(2016年8期)2016-10-20
启迪与智慧·教育版(2016年8期)2016-10-20
人民论坛(2016年27期)2016-10-14
科学与财富(2016年28期)2016-10-14
成才之路(2016年26期)2016-10-08
中国房地产业(2016年24期)2016-02-16