宝钢4#连铸机扇形段标定及其故障处理方法
2016-04-07 03:29李冬春
重型机械 2016年6期
李冬春
(宝钢工程技术集团有限公司 上海 201999)
宝钢4#连铸机扇形段标定及其故障处理方法
李冬春
(宝钢工程技术集团有限公司 上海 201999)
为了精确控制扇形段的辊缝,本文介绍了宝钢4#连铸机扇形段的结构特点及辊缝控制原理,阐述了该扇形段辊缝标定和计算:采用压力控制方式对四个夹紧油缸施加一定的压力,使扇形段上下框架压紧定距块,利用位移传感器检测油缸位置并通过计算转化为辊缝值,使辊缝偏差控制在0.1 mm内;并总结了扇形段标定故障的处理方法,为现场扇形段辊缝维护和操作提供了依据和参考。
扇形段;标定;故障处理
0 前言
随着市场对钢铁产品质量要求的提高,用于改善铸坯中心疏松和中心偏析的轻压下技术已在国内钢厂广泛应用。而要实现板坯浇铸过程中在线扇形段的轻压下功能,精确的扇形段辊缝标定是基础。正确的扇形段辊缝标定方法不仅可以提高控制精度,减小辊缝调节时的偏差,还能节约标定时间,避免现场的无谓操作,从而提高生产效率[1-5]。本文以宝钢4#连铸机的扇形段为对象,通过分析扇形段的结构特点和辊缝控制原理,结合该扇形段标定、辊缝计算的方法和现场扇形段标定故障处理的经验,提出了在线扇形段标定故障的处理方法,为现场扇形段辊缝维护和生产操作提供了参考和依据。
1 扇形段结构特点及辊缝控制原理
1.1 扇形段结构特点
宝钢4#连铸机的扇形段如图1所示,是典型的三绞点扇形段。
该扇形段上下框架通过具有三个绞点结构的装置连接,其中入口侧有一个绞点,出口侧有两个绞点,出口侧两个绞点通过连板连接。连接出口侧两个绞点的连接板可以随着绞点位置的改变而摆动。该结构可以通过调节入口和出口夹紧液压缸活塞的位移达到改变辊缝大小的目的[6]。

图1 宝钢4#连铸机扇形段简图Fig.1 The segment schematic diagram of Baosteel No.4 caster

图2 扇形段辊缝控制液压原理图(后侧)Fig.2 The hydraulic diagram of segment gap control (back side)
1.2 扇形段辊缝控制液压原理图
如图2所示,扇形段的开闭及轻压下由四个带有位移传感器的夹紧液压缸实现(图示为扇形段后侧夹紧液压缸控制原理图,其前侧与此相同),其无杆腔受同一个比例减压阀31控制,给定一个恒定的扇形段打开压力,而有杆腔分别由四个比例伺服阀30单独控制。当比例伺服阀给定4~12 mA控制信号时P口通B口夹紧,给定12~20 mA控制信号时P口接A口打开。换向阀33用于打开或关闭液控单向阀32、34,控制油路的通断,实现紧急状态下扇形段辊缝的锁定。控制阀台与扇形段油路的连接通过快速接头38、39、40实现[7]。
2 扇形段标定和辊缝计算方法
2.1 扇形段辊缝标定方法
宝钢4#连铸机扇形段辊缝标定采用的方法是:首先,将四个夹紧油缸的控制方式切换为压力控制,在扇形段四只夹紧液压缸上均匀施加一定的压力(具体压下力根据扇形段所处的位置而定)压下,使扇形段上下框架压紧定距块,消除扇形段结构中绞点结构间隙(模拟离线扇形段制作时离线精确测量的工况);再利用离线辊缝精确测量值,通过计算对相应夹紧油缸位移传感器进行标定;之后,夹紧油缸的控制方式切换为位移控制,通过控制液压缸活塞杆的伸缩,带动上框架上下运动,而位移传感器检测油缸位置并通过计算转化为辊缝值,进而达到精确控制辊缝的目的。
2.2 扇形段辊缝标定流程
离线维护好的扇形段更换上线时或在线扇形段更换液压油缸位移传感器后,均需要利用该扇形段离线精确测量的辊缝数据标定其位移传感器零点。宝钢4#连铸机的扇形段标定流程图如图3所示。

图3 扇形段辊缝标定流程图Fig.3 The flow chart of segment calibration
2.3 扇形段辊缝计算方法
根据如图4所示扇形段辊缝示意图,其辊缝计算公式为[7]。
(1)
(2)
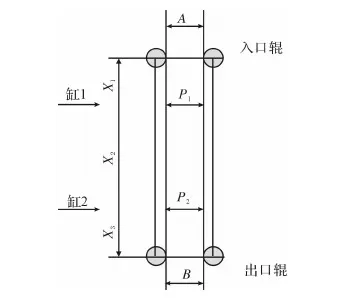
图4 扇形段辊缝示意图Fig.4 The schematic diagram of segment gap
式中,X1为入口到缸1的距离;X2为缸之间的距离;P1为真正的内部辊缝;P2为真正的内部辊缝;X3为出口到缸2的距离;A为扇形段入口辊缝;B为扇形段出口辊缝。
可以看出:扇形段夹紧液压缸位移传感器的标定值准确与否对扇形段的辊缝控制有着至关重要的影响。
3 标定故障处理方法
因连铸机扇形段辊缝对板坯内部质量有着重要影响,是连铸机功能精度的重要参数指标,所以,在每次更换扇形段或液压油缸位移传感器后都必须进行扇形段辊缝标定。而在现场扇形段设备检修维护作业中,涉及到机械、液压和电气多个专业,能介管路和电气插头拆装频繁,导致扇形段辊缝标定故障多发,对正常的生产和检修带来了严重影响。通过总结历年来扇形段辊缝标定故障处理经验,形成了表1所示的故障处理方法[8]。

表1 扇形段辊缝标定故障处理方法
由表1可见:由于扇形段需要周期更换下线维护保养而频繁更换,导致扇形段辊缝标定故障较少发生于在线的液压控制阀台和辊缝控制电控系统,而多发于需要更换上线扇形段的液压装置和检修需要拆装的能介配管和电气插头及电缆等。所以,扇形段离线维护时,需要仔细确认各液压元件性能并在离线试验台上测试正常;而在扇形段检修作业时,需要倍加注意能介配管和电气插头及电缆等的保护和连接确认;此外,因扇形段在现场实际运行过程中,定距块易被腐蚀和垃圾侵入;同时,扇形段拔出导轨和框架导轮也易锈蚀卡阻而影响上框架动作,所以扇形段标定仅限于在扇形段新上线或传感器损坏时使用,且标定时一定要检查确认被压紧定距块平整干净,框架导轮灵活及拔出导轨无卡阻[9]。
4 结束语
本文从宝钢4#连铸机扇形段标定和辊缝计算方法入手,阐述了标定值准确对扇形段辊缝控制至关重要的影响,并结合现场历年来扇形段标定故障处理经验,总结出了现场扇形段标定故障
的处理方法和标定时的现场检查确认要求,为现场扇形段辊缝维护和操作提供了参考和依据。
[1] 潘毓淳主编. 炼钢设备[M]. 北京:冶金工业出版社,1992.
[2] 贺道中主编. 连续铸钢[M]. 北京:冶金工业出版社,2009.
[3] 李伟.扇形段开口度精确性和可靠性的研究[J].中国材料科技与设备,2009(02).
[4] 李思忠,杨作梁.板坯连铸机辊缝及开口度测量技术的应用[J].科技情报开发与应用,2009(30).
[5] 汪洪峰,汪峰,沈国强. 板坯连铸机辊缝控制技术的应用[J].炼钢,2004,10:27-29.
[6] 赵亚勋,鲁军,阎建武,等. 三绞点扇形段的结构特点和标定方法[J].冶金设备,2011,12:40 43.
[7] 王益群,高殿荣.液压工程师技术手册[M].北京:化学工业出版社,2011.
[8] 刘延俊.液压系统使用与维修[M]. 北京:化学工业出版社,2008.
[9] 李德新.液压系统故障诊断与维修[M].北京:中国电力出版社,2009.
Methods of segments calibration and troubleshooting for Baosteel 4# caster
LI Dong-chun
(Baosteel Engineering & Technology Group Co., Ltd., shanghai 201999, China)
In order to precisely control the roll gap of the segments, this paper described the structural characteristics of the segments and the principle of gap control of Baosteel 4# caster, and the segments calibration and the calculation of the roll gap. The pressure control method applied to the four clamping cylinders of a certain pressure make the upper and lower frames to be pressed against the distance block, the use of displacement sensors detected cylinder position and into the roll gap through calculation, so that roll gap deviation was controlled within 0.1 mm, and the troubleshooting methods of segments calibration were summed up. It provided a basis and reference for the maintenance and the operation of the segments gap.
segments;calibration;troubleshooting
2016-07-15;
2016-09-03
李冬春(1976-),女,黑龙江省伊春人,宝钢工程技术集团有限公司工程师。主要从事冶金机械相关应用设计工作。
TH17
A
1001-196X(2016)06-0106-04
猜你喜欢
山东冶金(2022年1期)2022-04-19
宝钢技术(2021年6期)2022-01-19
小学生学习指导(高年级)(2021年11期)2021-11-30
学校教育研究(2021年11期)2021-07-22
重型机械(2019年3期)2019-08-27
———《扇形的认识》教学廖
小学教学设计(数学)(2018年10期)2018-10-20
科技风(2018年35期)2018-05-14
北京航空航天大学学报(2017年5期)2017-11-23
建筑建材装饰(2017年8期)2017-07-06
现代商贸工业(2017年10期)2017-05-19