
小直径铣刀高速铣削淬硬钢圆弧曲面研究
2016-04-06 03:35:16龙卫仁
现代制造技术与装备 2016年12期
龙卫仁
(珠海城市职业技术学院,珠海 519090)
小直径铣刀高速铣削淬硬钢圆弧曲面研究
龙卫仁
(珠海城市职业技术学院,珠海 519090)
本文分析小直径球头铣刀铣削圆弧曲面,研究刀具加工各种斜率斜面情况下加工方式的变化及各种加工参数对切削力的影响程度,指出斜面加工时应该避免的最不利加工情况。
高速切削 小直径球头铣刀 圆弧曲面 斜率
引言
小直径铣刀是模具加工必不可少的刀具,如加工小曲率半径的型面、拐角路径等。球头铣刀是复杂曲面半精加工和精加工的重要加工刀具,研究球头铣刀加工复杂曲面的切削力模型,是研究复杂曲面加工工艺优化的重要手段[1]。小直径铣刀在铣削过程中,特别是加工硬材质材料时,断刀、破损现象尤为严重。切削力是金属切削过程中必不可少的重要考虑因素,其变化规律是高速铣削工艺分析的主要依据之一。国内外许多学者从切削力角度出发,在理论和实验两方面对模具加工工艺、刀具寿命、产品质量等方面进行了大量研究。模具曲面加工中,切削力随曲面斜率及切削方向的变化而变化[2]。文献[3]将局部切削力线性分解成剪切力分量和犁耕力分量,采用卷积法获取平均切削力,推导出轴向切深、刀具半径与平均铣削力的整体剪切力和犁耕力的常数表达式。文献[4]提出了一种采用沿切削边切屑载荷的数值计算,在球头铣刀铣削过程中预测切削力。刀具受切削力的影响而产生变形,从而影响加工件的表面质量。文献[5]研究了不同球头铣刀在切削力下的变形。文献[6]通过实验研究了各种切削参数与切削力、振动及声发射信号的关系,从而优选较优的切削加工参数。,本文从实验角度着手,研究刀具在不同悬伸量下的振动与切削力情况。
本研究采用单因素法,多次重复试验研究了不同切削参数对切削力的影响,从理论上分析各种斜率曲面与切削力、加工方式的变化关系,用实验数据验证了理论分析结果,同时研究了各种加工参数对切削力的影响程度。
1 实验设置
1.1 实验条件
1.1.1 机床、刀具及工件材料
本实验在YCM-V85A型立式加工中心上进行。实验中,所采用刀具为直径2mm的TiAlN涂层整体硬质合金四刃球头铣刀,工件材料是45钢,淬火后硬度为52HRC。
1.1.2 测力、测振系统
本实验测力系统采用大连理工大学研制的YDX-III9702型三向压电石英测力仪,信号经YE5850型电荷放大器放大,通过信号采集卡,配合“通用切削力测试系统”软件,由计算机进行数据采集。
振动信号由三个YD-1型压电式加速度传感器采集,经
KISTLER公司的5134型电荷放大器放大,再由重庆大学的QLV型多功能虚拟仪器对信号进行记录和处理。
1.2 实验方案
实验采用单因素法铣削加工圆弧曲面,参数Ad=0.10,n=6366,F=200,R=4.0,L=19。每次只改变其中一个参数,其他都是基本参数。具体的,实验参数设置如表1所示。

表1 实验参数表
2 曲面斜率对切削力的影响
由图1分析,刀具加工到任意位置时,在∆OTAB中,刀-工接触角θ不变。只是,刀-工接触点随刀具加工曲面的斜率不同而变化,从而引起接触面积的变化。切除材料体积的变化,本质上导致切削力的变化。
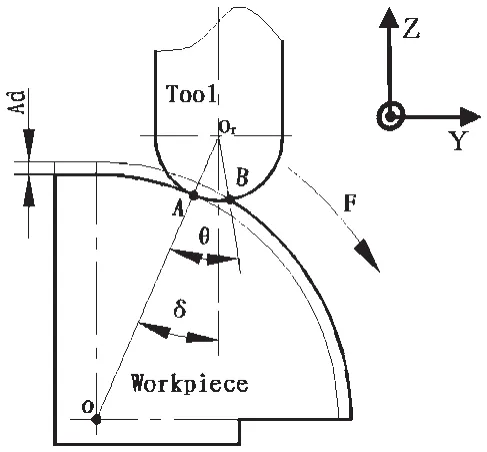
图1 沿曲面加工
计算公式如下:

当R→∞时,由式(2)得:

沿斜面加工时,如图2所示。
计算公式如下:


图2 沿斜面加工
式(5)与式(3)相同,说明曲面的极限形式与斜面加工情况下(如图2所示)相一致,在加工曲面的瞬间角度相当于加工该相同角度的斜面。由于曲面存在弯曲,又与斜面的加工稍有区别,在切削深度很小的情况下影响不大。由于小直径铣刀高速切削加工正是应用小切深、小切削用量、高切削速度的特点,所以小直径铣刀高速加工曲面的情形相当于各种角度的斜面的连续变化加工。
当斜面倾角δ≥θ时,加工刃线在刀具轴心线的左侧,且随δ角的增大,加工刃线上移,如图1所示。当加工前面直线段时,切削刃在刀具的右侧。当0<δ<θ时,切削刃分布在刀具轴心线的两侧。此时,刀具球头底端刀刃在加工。但是,低端刀刃切削速度太低,不利于加工。由于平面倾斜角始终为锐角,所以刀具半径、轴向切深以及斜面倾角应避免成如下关系:

当δ=θ/2时,切削刃均匀分布在刀尖点两边,刀具所有的切削刃同时参与切削,类似于钻削加工。由于左、右切削刃对称,其径向抗力可以相互平衡抵消,钻削过程中产生的钻削抗力主要表现为轴向力Fz与扭矩M[7],且此时切削刃的线速度最低,对加工极为不利。刀具半径、轴向切深以及斜面倾角最为不利的关系为:

文献[8]发现,切削力可由下面经验公式近似求解:

式(8)说明,影响切削力的主要因素有切削刃长度及切削面积。切削刃长度与接触角θ相关,切削面积与斜角δ相关。所以,X、Y方向切削力F与斜角δ的关系可用表达式F=f(θ,δ)表示。
当δ<θ/2时,切削状态可分解成中心钻削(图3中Ⅰ区域)和边刃铣削(图3中Ⅱ区域)。且随δ角增大,Ⅰ区增大,Ⅱ区减小。当δ=θ/2时为瞬时钻削,此时主要为轴向力Fz与扭矩M。

图3 加工区域详解图
当θ/2<δ≤θ时,切削状态同样分解成中心钻削和边刃铣削,但随δ角增大,中心钻削区域减小,边刃铣削区域增大。
当θ≤δ≤π/2时,接触角θ不变,但切削位置点变化,切削线速度增大。
由此,X、Y方向切削力随曲面斜角δ的变化趋势,如图4所示。
实验采集到的切削力情况,如图5所示。

图4 切削力随δ的理论变化趋势
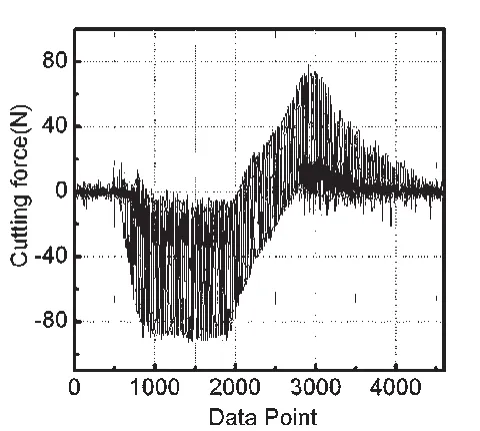
图5 实验切削力 随δ的变化趋势
从图4和图5可以看出,随着斜面角度δ的变化,切削力发生变化。实验结果与理论分析相一致。
以上分析发现,轴向切深Ad、刀具半径r以及斜面角度δ,对切削加工的影响既体现在加工方式的变化上,也体现在瞬时切削体积去除率变化上。
3 结论
通过以上分析,可以得出三个结论:
第一,在小切深的高速加工中,凸曲面、斜面、凹曲面三种情况下,刀具的接触角基本相同;在沿同一曲率的斜面加工时,刀具的接触角始终不变,只是切削刃的位置随平面倾斜度的变化而变化。
第二,在各种斜面加工中,当刀具半径、轴向切深以及斜面倾角三者符合关系时,所有切削刃同时参与切削,类似于钻削加工,且切削线速度很低,对加工极为不利。
第三,对于小直径铣刀加工,在小切深高转速工况下,影响切削力的主要因素是切削刃的位置。
[1]李作丽,赵军,王素玉,等.球头铣削切削力预测模型的解析计算[J].山东科技大学学报:自然科学版,2005,24(1):76-78.
[2]A.Lamikiz,L.N.Lo pez de Lacalle,J.A.Sa nchez,et al.Cutting Force Estimation in Sculptured Surface milling[J].International Journal of Machine Tools & Manufacture,2004,(44):1511-1526.
[3]J.J.J.Wang,C.M.Zheng.Identification of Shearing and Ploughing Cutting Constants from Average Forces in Ball-end Milling[J].International Journal of Machine Tools & Manufacture,2002,(42):695-705.
[4]Yoong-Ho Jung,Jeong-Suk Kim,Sang-Moon Hwang.Chip load Prediction in Ball-end Milling[J].Journal of Materials Processing Technology,2011,(111):250-255.
[5]M.A. Salgado,L.N. Lo ´pez de Lacalle,A. Lamikiz,et al.Evaluation of the Stiffness Chain on the Deflection of End-mills under Cutting Forces[J].International Journal of Machine Tools & Manufacture,2005,(45):727-739.
[6]邓敏和,胡映宁.小直径球头铣刀铣削淬硬钢的试验研究[J].工具技术2004,38(10):25-30.
The Research of Using Micro Ball-end Cutter High-speed Milling ARC Surface
LONG WeiRen
(ZhuHai City Polytechnic,ZhuHai 519090)
This paper researched the changed condition when machining inclined surface with kinds of slop and the cutting parameters’ effects on force through analyzed micro Ball-end milling machining arc surface, pointed out the worst condition we should avoid.
high-speed machining, micro Ball-end milling, arc surface, slope
猜你喜欢
计量学报(2020年7期)2020-08-07 02:55:36
模具制造(2019年10期)2020-01-06 09:13:08
制造技术与机床(2019年9期)2019-09-10 07:36:26
汽车实用技术(2019年7期)2019-04-18 07:55:52
制造技术与机床(2018年10期)2018-10-13 06:36:54
制造技术与机床(2017年3期)2017-06-23 08:11:47
电气化铁道(2016年2期)2016-05-17 03:42:34
金属加工(冷加工)(2014年21期)2014-12-02 01:35:40
哈尔滨师范大学自然科学学报(2014年5期)2014-10-24 10:17:58
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:56
