基于顶盖分拼定位的优化集成设计分析
2016-04-06 03:34张正举张惠立黎志梅
现代制造技术与装备 2016年12期
张正举 潘 敏 汪 红 张惠立 黎志梅
(上汽通用五菱汽车股份有限公司,柳州 545000)
基于顶盖分拼定位的优化集成设计分析
张正举 潘 敏 汪 红 张惠立 黎志梅
(上汽通用五菱汽车股份有限公司,柳州 545000)
汽车前期研发的样车试制阶段,白车身焊接的焊装线与正式生产线有一定区别。综合考虑人员、成本、场地等因数,采用结构合理的软工装夹具,充分利用现有拼台,优化集成设计顶盖分拼夹具,把分拼夹具集成在总拼拼台上面,并沿用总拼夹具对顶盖进行定位和夹紧。使用三坐标测量仪检测和调整,确保夹具定位精度满足公差范围,可以节约成本,同时提升顶盖分拼的焊接效率和焊接精度。
样车试制 白车身焊接 软工装夹具 顶盖分拼 优化集成设计
引言
随着汽车行业竞争越来越激烈,汽车前期研发工作在成本、质量、时间等方面都需要得到有效提升,以加快产品的更新换代,满足市场的需求,增加公司品牌的市场占有率。前期研发的样车试制阶段是整个研发周期的重要环节之一。基于虚拟模型第一次转换为实车的实践,从样车试制的骡子车阶段到软工装阶段,再到OTS阶段,对零件设计、开发制造、焊接装配、整车试验提供有效的数据验证。
公司的快速发展,新车型研发项目也不断增加,同时研发周期也不断加快。对于样车试制的白车身焊接,有很多方面可以进行优化改进,如软工装夹具的设计、焊接工艺的编制、零件开发周期和制造质量、物流配送、焊接装配质量等。这里主要分析以提升顶盖总成分拼焊接效率、焊接精度,降低成本来优化顶盖总成分拼夹具的设计,缩短白车身的制造周期,从而推进后续工序的进度。
1 顶盖总成分拼焊接现状分析
1.1 白车身焊接软工装
样车试制和量产使用的工装定位有很大区别。量产线的焊装线设备齐全、功能完备,而在样车试制阶段,受成本、场地、时间限制,下车体、侧围、总拼都只布置了一个拼台,然后共用一个补焊台,没有布置顶盖分拼工位,软工装线布置方式如图1所示。以总拼拼台为例,把焊接完成的左右侧围总成装配在总拼拼台的左右两边,再用吊具把下车体装配到定位销上,然后采取手动控制气阀总拼,再把顶盖横梁和顶盖放到拼台上进行焊接。这里定位零件的夹具称为软工装,与正式工装的最主要区别是没有气动装置。使用过程中采用手动合闸方式,且装配密集度较高,主要基于一个拼台,完成一个大总成的装配焊接。
1.2 顶盖传统焊接方式
公司以前样车试制项目较少,沿用改制的方法和形式来进行顶盖总成的分拼焊接,主要采用两种方法。一是划线定位法,这种方法使用的工具简单,包括一把直尺或卷尺、一支记号笔、一台二保焊机。第一步在UG里打开顶盖总拼数模,在顶盖上选取一点为基准点,以基准量取到每根顶盖横梁的距离;第二步,焊接时,根据对应的位置距离摆放横梁;第三步,用二保焊点焊固定,最后再用电阻焊焊接。主要影响因素是因顶盖有弧度,测量距离误差大,如图2(a)所示。另一种是限位定位法。第一步,总拼关夹好后,根据侧围上对应的每个横梁的冲压印放置横梁;第二步,用二保焊点焊固定;第三步,用电阻焊点焊,最后再放顶盖进行总拼焊接。影响因素主要是侧围上没有冲压印就不好放置横梁,如图2(b)所示。
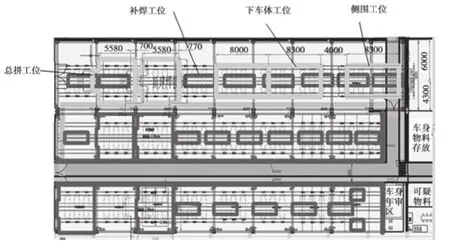
图1 软工装线布置平面图
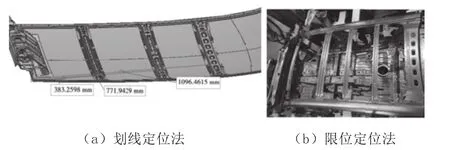
图2 顶盖传统焊接方法
1.3 传统焊接效果
通过焊接过程、焊接效率和焊接精度可以判断,采用上述两种方法焊接的效果不佳。主要表现在以下三方面:
(1)焊接效率低。每台顶盖分拼都需要划线,然后二保焊固定,再进行电阻焊,非增值时间是焊接增值时间的5倍,且员工划线过程中主观因素影响大。
(2)焊接精度差。不能有效利用顶盖横梁的定位销孔,采用横梁的边缘或数模测量距离都存在不精确性,误差大,影响白车身合格率及总装零件的装配。
(3)缺少防错。顶盖横梁左右相似度高,一般有设计放错,横梁上左右定位孔直径不一样,以便装配时能保证横梁左右位置正确,如图3所示。此外,缺少了工装定位时防错,在放置零件时易引起装错情况。

图3 顶盖横梁的设计放错
分析顶盖总成分拼原有的焊接方式,存在诸多缺陷,为提升焊接效率和焊接精度、防止装错,利用现有拼台,优化设计一套顶盖夹具,使顶盖总成分拼焊接规范化、标准化。
2 顶盖总成分拼定位优化集成设计
2.1 顶盖分拼总成结构组成
顶盖分拼是总拼时的一个总成,主要分为非天窗顶盖和天窗顶盖,零件尺寸大,外观弧度大,连接左右侧围,覆盖车身顶部。顶盖上需装配多个内饰件,按配置区别,会增加行李支架等。
以某车型为例,如图4所示,主要由顶盖,顶梁1#、2#、3#构成,不局限于3根横梁。有天窗时,增加天窗加强框。
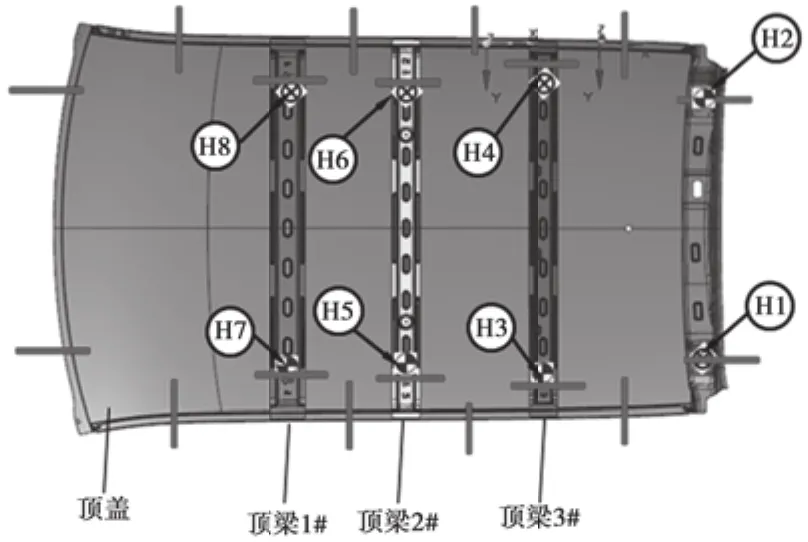
图4 顶盖分拼总成及定位策略示意图
2.2 顶盖基准定位策略(CDLS)
顶盖CDLS如图4所示,顶盖(非天窗)分拼主要考虑顶盖横梁1/2/3的定位和焊接。每根横梁左右各一个定位销,销孔直径大小不一样,左右各1个Z向定位面。其余定位为顶盖外板的定位,尾端有两个定位销,前后各有两个定位夹紧,左右各有四个定位夹紧。
2.3 采用总拼拼台布置定位
基于成本优先和节约场地,直接以总拼拼台为基础拼台。在此拼台上安装顶盖分拼夹具,如图5所示,分析顶盖分拼总成与总拼拼台之间的位置关系。顶盖分拼的定位Z向与立柱支撑Y向垂直,可以考虑用侧围支撑立柱Y向做支撑面定位顶盖总成。
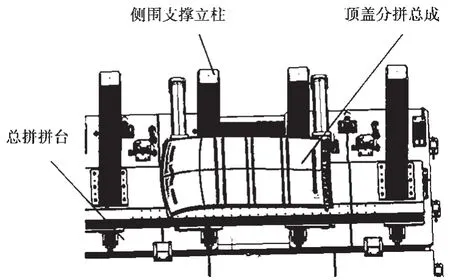
图5 总拼拼台
2.4 顶盖分拼优化集成设计
如图6所示,为顶盖分拼集成定位夹具结构。
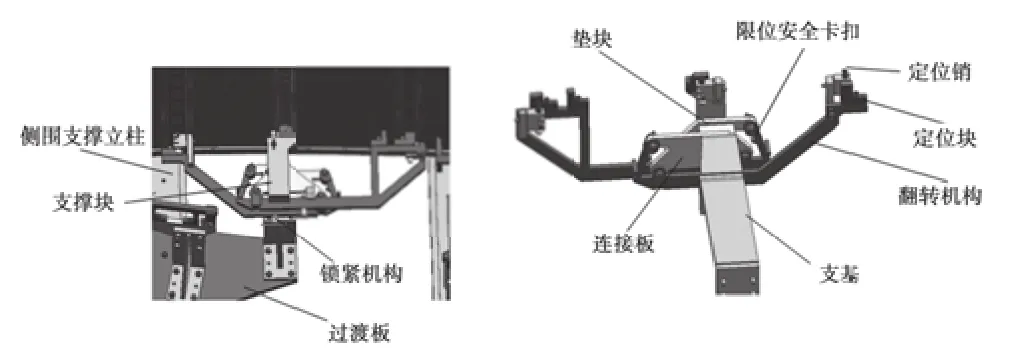
图6 顶盖分拼夹具关夹示意图
合拢总拼拼台,旋转翻转机构,用锁紧机构锁紧,分别把横梁Ⅰ、Ⅱ、Ⅲ放到对应定位销中;再放上顶盖,顶盖Z向夹具夹紧进行焊接。焊接完成后,拧开锁紧机构,旋转翻转机构到适合位置,用限位安全卡扣锁紧。进行天窗顶盖焊接时,操作方式一样,只是定位面不一样,互不干涉。
(1)为能保证用一套夹具可以支撑3跟横梁的定位,同时保证夹具与其他定位不发生干涉,增加过渡板在X向的尺寸,Y向上采用2个支基连接做支撑,以保证定位在X向和Y向的空间都能满足;
(2)翻转机构和限位安全卡扣装配在连接板上面,定位销和定位块固定在翻转机构上。当进行顶盖分拼焊接时,旋转翻转机构到零件装配位置,并用锁紧机构锁紧;焊接完成后,打开锁紧机构,旋转翻转机构到适合位置,并用限位安全卡扣限位固定,防止翻转机构继续运动,同时起到安全保护作用;
(3)3根横梁的定位销Y向坐标不一致,增加垫块和支撑块保证Y向坐标,满足各个定位销和定位块的支撑,且每个翻转机构交错翻转可以满足支撑多个定位销而不发生干涉;
(4)每个翻转机构的结构有差别,可以保证横梁的定位差异性,设计成三角支撑方式;还可以同时满足顶盖(天窗)分拼焊接,定位块定位天窗加强框;各定位块Z向距离不一致,相互不干涉。
(5)定位好横梁后,放上顶盖,顶盖的定位和固定沿用总拼时的夹具,不需再重新设计,以节省空间和成本。焊接时,关夹上顶盖夹具,然后进行焊接。总拼焊接时,关夹顶盖夹具,进行总拼焊接。
2.5 强度校核
从整套夹具支撑和受力情况分析,它主要是支基承受弯曲应力和螺栓受剪切力作用。由UG分析,夹具重量取整40kg,顶盖总成取整20kg。计算时,以如图7所示的悬臂梁形式进行。
(1)支基弯曲强度校核。支基承受Z向作用力G=400+200=600N,主要承受自身重量,梁长度小于1000,现有结构不会引起弯曲变形。
(2)螺栓剪切强度校核。支基与支基、支基与立柱之间采用螺栓连接。这里主要考虑支基与立柱间螺栓所受剪切应力。现使用螺栓(M10),一般选用8.8级的低碳合金钢材料,采用4颗固定,屈服极限σs=640MPa;螺栓承受静载荷,许用应力[τ]=σs/2.5=256MPa,强度条件公式:
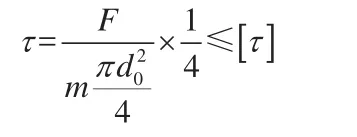
式中,m为接合面数目,取1;受剪切作用力F=G=600N。查表,M10螺栓小径d0=8.376。带入数值,解得τ=3MPa<[τ],满足强度。
3 结论
通过优化集成设计,基于现有总拼拼台合理布置顶盖分拼夹具,满足了顶盖分拼的定位和支撑。支撑方式沿用现有的结构,简单实用、安全可靠。现场验证效果表明,该结构设计合理,操作方便,装配和焊接效率显著提高,并提升了焊接质量和焊接精度。
[1]宋晓琳.汽车车身制造工艺学[M].北京:北京理工大学出版社,2006.
[2]王纯祥.焊接工装夹具设计及应用[M].2版.北京:化学工业出版社,2014.
[3]陈载赋.材料力学简明手册[M].重庆:重庆出版社,1986.
Based on the Top Points to Optimize the Design of the Integrated Analysis of Spell Positioning
ZHANG Zhengju, PAN Min, WANG Hong, ZHANG Huili, LI Zhimei
(Saic gm wuling automobile co., LTD,Liuzhou 545000)
Car early development of a prototype trialmanufacture phase, white body welding welding line and formal production line has a certain difference. Comprehensive consideration of factor such as personnel, cost, space, using soft jig of reasonable structure, make full use of existing spell, and to optimize the design of the integrated roof spell fixture, spell points fixture integration in total spell spell table above, and continue to use the total spell fixture positioning and clamping on the top. Three coordinates measuring instrument were used to detect and adjust to ensure that the fixture positioning precision meet the tolerance range, fixture assembly, designed by adopting this method can save costs, while increasing the top points of welding efficiency and precision.
prototype trial-manufacture, white body welding, soft jig, the top points, optimizing the integration design
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
车主之友(2022年4期)2022-08-27
汽车实用技术(2022年10期)2022-06-09
汽车实用技术(2022年3期)2022-02-24
经济技术协作信息(2020年30期)2020-02-28
劳动保护(2019年7期)2019-08-27
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
凿岩机械气动工具(2017年2期)2017-07-19