ZL50CN装载机动臂无浮动故障诊断及改进
2016-04-05 01:58:18韦国付
现代制造技术与装备 2016年9期
韦国付
(东风柳州汽车有限公司,柳州 545025)
ZL50CN装载机动臂无浮动故障诊断及改进
韦国付
(东风柳州汽车有限公司,柳州 545025)
本文从装载机工作装置液压系统原理入手,并从设计端到制造端逐一对动臂无浮动故障问题进行诊断分析及改进。
装载机 动臂 浮动 故障 诊断 改进
ZL50CN装载机工作液压系统相对简单。用来控制工作液压系统的控制元件操纵系统是推拉软轴操纵系统,通过分配阀来控制动臂上升、保持中位、下降、及浮动。其中,动臂浮动功能主要是利用整个工作装置自身重量,在不施加额外作用力下使动臂下降[1]。
1 装载机工作液压工作原理
装载机工作液压系统是用来控制装载机工作装置中动臂、转斗以及其他附加工作装置动作。目前,装载机工作液压系统主要分为软轴操纵工作液压系统和先导型操纵工作液压系统。
本文介绍的是以ZL50CN为例的软轴操纵工作液压系统——动臂浮动动作原理。软轴操纵工作液压系统通过操纵杆推拉软轴来控制分配阀的阀杆,从而改变分配阀内主油路油液的流动方向,进而控制转斗油缸和动臂油缸的运动方向和动臂、转斗的动作。
动臂阀杆继续前推到头,从油泵来的油经阀杆中立卸荷槽通到回油道流回液压油箱。而油缸小腔的油通过油道C阀杆上的阀孔进入阀杆中心孔,从阀孔流回回油道。经管路回到分配阀动臂油缸大腔油道D,经右侧阀杆中心孔流道与回油道相通,系统内形成无压力空循环,油缸受到工作装置重量和地面作用力的作用快速下降。
2 动臂无浮动或浮动缓慢故障诊断分析改进
2.1 故障描述
ZL50CN动臂在中位正常、提升时间正常、下降时间正常。当操纵手柄推至浮动位的时候,动臂下降缓慢,甚至与在手柄下降位时下降速度一样。而浮动功能是动臂操纵手柄在浮动位时动臂下降比在下降位下降速度明显快。下面纤细探究总是出现动臂无浮动功能的原因。
2.2 从设计源头查找分析原因
2.2.1 查找工作液压系统控制元件
这也是核心部件——分配阀图纸的技术要求。根据图纸可知,如图1所示,浮动位时分配阀杆至中位是32mm。首先判断装配好的操纵系统是否达到了图纸设计的技术要求,即动臂浮动位时距中位距离是否达到技术要求32mm。
故障排除第一步:(1)以分配阀端面为基准面,将操纵手柄拉到至中位,测量阀杆端面至分配阀端面距离L中位=41mm;(2)操纵手柄推至浮动位,测量阀杆端面至分配阀端面距离L浮动为16mm,则浮动位时,分配阀阀杆至中位距离为△=41-16=25mm<32mm。
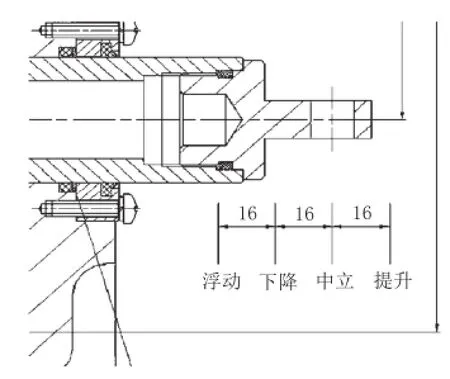
图1 分配阀图纸
通过现场测量验证发现,操纵手柄处于浮动位时,阀杆没有达到浮动位,如图2所示,所以导致动臂无浮动。
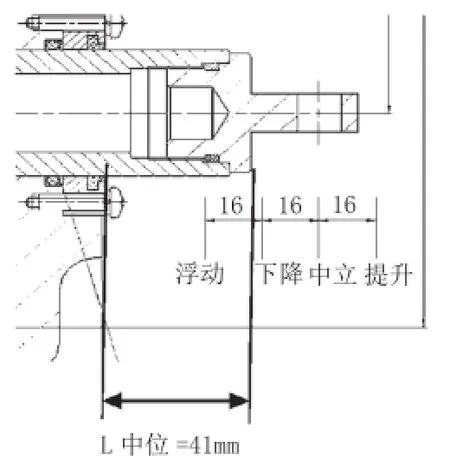
图2 纵手柄处于浮动位时的结果示意图
2.2.2 进一步分析阀杆没达到浮动位原因
(1)拆下阀杆与软轴连接叉销,查看分配阀阀杆自身有没有达到浮动位。拆下软轴连接叉销后,将阀杆向前推,再次测量阀杆至分配阀端面距离L浮动9mm,此时分配阀阀杆至中位距离△=41-9=32mm,刚好符合图纸技术要求。
(2)根据拆检情况和测量结果,排除分配阀阀杆自身没有问题,问题出现在操纵软轴系统上,才导致阀杆没有达到浮动位。
2.2.3 分析操纵软轴系统导致动臂无浮动原因
(1)为使分配阀阀杆达到浮动位,松开分配阀端软轴固定并帽,将软轴向前推,直至分配阀阀杆推至浮动位。上车推动操纵软轴至各档位,看动臂是否有提升、下降、浮动位。经调整分配阀端软轴并帽后,虽有动臂浮动功能,但是操纵手柄与操纵面板上功能指示牌不对齐。分配阀阀杆在中位时,操纵软轴指示在“动臂提升位”。
(2)确认装配工艺。操纵手柄推到最前端时,发现操纵手柄干涉盖板前端。为进一步验证操纵手柄干涉盖板前端,导致动臂无浮动的原因。对设计操纵软轴系进行三维放样分析,操纵手柄从中位推至盖板前端时,软轴行程需大于32mm,才能满足分配阀阀杆从中位到浮动位推动距离为32mm。
分析知:操纵手柄从中位推至盖板前端,刚好与盖板干涉,软轴行程为29.9mm<32mm,无法满足分配阀阀杆从中位到浮动位的距离。这是导致动臂无浮动的真正原因。
2.3 改进方案
根据三维放样,对方案进行分析,增加操纵手柄与软轴连接端至旋转中心长度+缩短盖板与操纵手柄旋转中心的距离的方案,具体改进措施如表1所示。
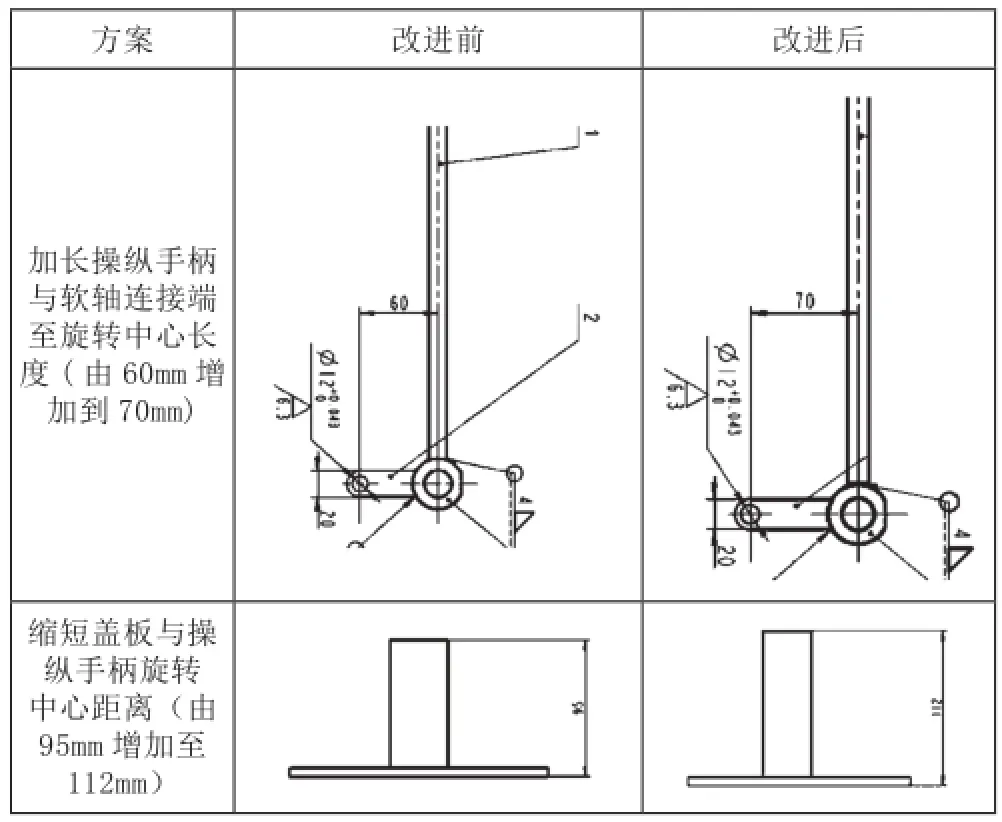
表1 具体改进措施示意
经改进,操纵手柄从中位推至盖板前端时,刚好与盖板干涉时,软轴行程为35.4mm>32mm,满足分配阀阀杆从中位到浮动位的距离。
装配后,将操纵手柄推至浮动位,操纵手柄不再与面板干涉。测量分配阀阀杆端面至分配阀端面距离刚好为9mm,满足分配阀杆中位到浮动位行程(41-9=32mm),问题得以解决。
3 结论
文章对ZL50CN动臂无浮动的故障从设计、装配工艺进行诊断,提出此类故障诊断及解决思路:从设计根源出发,了解其原理,查找影响故障的特性,核查这些特性之间是否有相互关系,特性是否合理,然后通过现场装配工艺的核查验证,排除各零部件的质量问题找到故障的最终根源。
[1]周廷美,蓝悦明.机械零件与系统优化设计建模及应用[M].北京:化学工业出版社,2005.
Non Floating Fault Diagnosis and Improvement of ZL50CN Loader Arm
WEI Guofu
(Dongfeng Liuzhou Automobile Co., Ltd., Liuzhou 545025)
In this paper, starting from the hydraulic system of loader working device, and from the design end to the manufacturing end one by one to carry out the diagnosis analysis and improvement of the movable arm without floating fault.
loader, boom, floating, fault, diagnosis, improvement
猜你喜欢
科学技术创新(2020年32期)2020-11-05 09:51:54
消费导刊(2020年1期)2020-07-12 08:00:34
航空维修与工程(2020年5期)2020-07-01 01:27:38
中国造纸(2019年12期)2019-09-10 07:22:44
铁道机车车辆(2019年3期)2019-07-29 09:47:40
科技创新与应用(2019年8期)2019-06-27 01:48:48
金属加工(热加工)(2018年10期)2018-10-26 08:04:36
郑州铁路职业技术学院学报(2018年1期)2018-04-08 08:18:58
汽车实用技术(2017年5期)2017-04-05 07:58:53
汽车实用技术(2017年5期)2017-04-05 07:58:44