压下率和异速比对异步轧制复合板平直度影响
2016-04-01 08:06马江泽周存龙张校诚
重型机械 2016年3期
马江泽,周存龙,张校诚
(太原科技大学 山西省冶金设备设计理论与技术重点实验室,山西 太原 030024)
·实验研究·
压下率和异速比对异步轧制复合板平直度影响
马江泽,周存龙,张校诚
(太原科技大学 山西省冶金设备设计理论与技术重点实验室,山西 太原 030024)
传统4层对称轧制限于设备能力无法轧制大厚度复合板,直接进行双层轧制实验成本太高。文中用大型商业动力学软件ANSYS/LS-DYNA模拟不锈钢/碳钢复合板异步轧制过程,确定压下率为15%时,异速比为1.08时,平直度可以达到30I以下。最终,根据这个模拟结果,指导不锈钢/碳钢复合板的轧制试验,可以得到不平度较好地轧制结果。用有限元模拟不锈钢/碳钢复合板非对称异步轧制结果,对类似的复合板轧制具有参考作用。
异步轧制;压下率;异速比;平直度
0 前言
根据某化工厂的具体要求,需要厚度70 mm以上的不锈钢复合板,由于厚度过大,限于现有轧机的条件,加热炉能力和轧机能力不足,只能选择两层非对称异步轧制进行制备。
复合板的异步轧制是指通过上下轧辊的不同速转动,实现性能差异较大的金属间的复合和总厚度比较大的金属板的复合[1]。异步轧制复合充分利用了基层与覆层表面上强烈的相对滑动:既为原子扩散界面形成提供了温度 ,又加速了表面氧化层和硬化层的破裂,促使新鲜金属暴露。因此,这种相对滑动增大了轧制变形量,但是却使轧制力降低,这不仅可以提高界面结合强度,而且减小了设备的损耗[2]。利用异步轧制可以生产高强度和高表面质量的复合板,并且节约能源,延长设备使用寿命[3]。异步轧制出的复合板并不平直,而是有规律的向一侧金属弯曲。这是由于不同特性的金属在轧制过程中发生的延伸变形不同,变形抗力较大的一侧金属被压缩,使板出现明显的翘曲[4]。
杜金龙[2]等人在《异步轧制板带变形规律的有限元模拟》中模拟热轧板带钢的三维轧制模型研究异速比对板带的影响,但轧件厚度比较小;庞玉华等[5]人在《轧制304/Q235复合板工艺研究》中通过热轧工艺实验研究组织性能分析,得到轧制工艺。但是他们研究的复合板基材是Q235,而且复合板厚度较小。
为了解决304/Q345大厚度复合板翘曲的问题需要大量的实验,但在实际中通过如此大的不锈钢/碳钢复合轧制试验,板坯制作费用很高。有限元ansys软件有很强的模拟分析功能,使用有限元模拟的方法,可以探知通过试验难以观察到的变形和应力分布情况,以及进行多个不同条件下的大规模仿真试验,可以最大限度的优化出双层非对称轧制不锈钢/碳钢的最佳工艺参数。模拟分为两部分:①异速比确定,优化出最佳道次压下率;②道次压下率相同,选择出最佳异速比,最后用模拟结果指导了轧制试验。
1 有限元模型的建立
1.1 有限元模拟方案与几何模型的确定
实验方案及几何模型参数见表1。

表1 轧制模型几何参数和轧制工艺参数
直接在ansys里按点线面的方式建模,几何模型建立之后,需要进行网格划分如图1所示,即离散几何模型。本模拟计算中,将几何模型划分成四面体单元,单元数量第一组为47100个,第二组49680个。
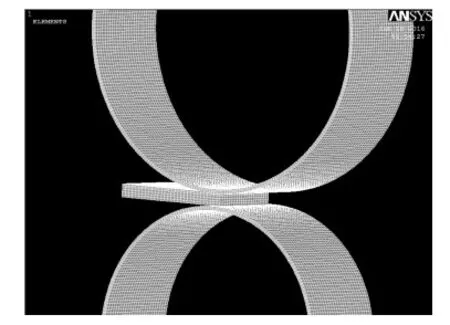
图1 轧制模型的网格划分Fig.1 Meshing of rolling model
1.2 初始条件
不锈钢304热加工塑性温度区间为930~1 280 ℃,Q345R热加工塑性温度区间为930~1 300 ℃。为了更好地是两种金属通过热轧达到原子的相互扩散,冶金结合,本模拟加热温度为1 200 ℃.
1.3 材料力能参数确定
复合板的轧制速度均为0.65 m/s。复合板的基层材料是Q345R,复层材料是不锈钢304,其在1 200 ℃实验条件下物理性能见表2[5-6]。
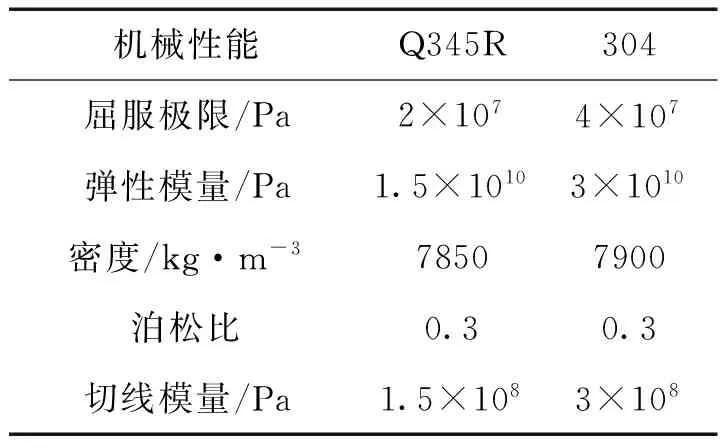
表2 1 200 ℃不锈钢304与碳钢Q345R的性能
2 结果分析
2.1 压下率与异速比对板形的影响
板形随压下率变化曲线如图2a所示,从图中可以看出,压下率在15%时板形基本平直,随着压下率的增大,复合板弯曲程度有变大的趋势。
随着压下率的增大两种材料的延伸率都增大,但因为不锈钢304的变形抗力比Q345R大,所以下层碳钢延伸得比上层不锈钢程度大,但上下层设定始终接触的,这就必然导致复合板向上弯曲。随着压下率的增大,这种上下层的延伸差异会变大,这就是弯曲程度随压下率增大而变大的原因。
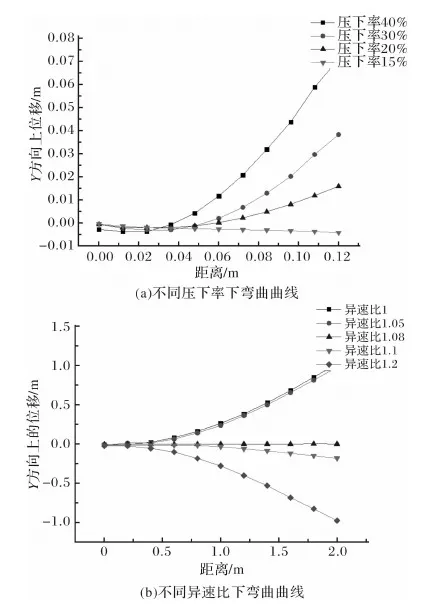
图2 不同压下率和不同异速比的板形弯曲曲线Fig.2 Curves under different pressure rate and speed rate
随异速比变化的弯曲情况如图2b,从图中可以看出异速比为1.08时板形基本平直。整体来看,随着异速比的增大,异步轧制轧件轧后弯曲程度先是减小,等达到1.08时轧件平直,其后随着异速比的增大,轧件发生反弯。
正如上面所述,由于两种材料抗拉强度的差异,在同等单独受力的情况下Q345R要比不锈钢304变形容易,延伸更大。但是当上下辊异速比大于1时,上层不锈钢304受到上辊辊速的影响,延伸则会产生一个增量值。此时,当该增量值小于材料本身的延伸差时,复合板向上弯曲;当该增量值等于材料本身延伸差时,复合板就可以实现轧后平直不弯曲;当该增量值大于材料本身延伸差时,复合板向下弯曲。
2.2 压下率与异速比对剪切应力差值的影响
碳钢与不锈钢在结合界面处接触单元的剪切应力差值随压下率变化如图3a所示。随着压下率的增大,上下层界面处切应力的差值越来越大,这可以理解为界面处上下两层受力不均匀,而压下率越大,不均匀程度就越大,导致复合板弯曲程度越来越大。从剪应力差值也可看出15%压下率时最平直。

图3 复合界面上下金属的剪切应力差值Fig.3 Shear stress difference of upper and lower composite interface
碳钢与不锈钢在结合表面接触界面单元的切应力差值随异速比变化曲线,如图3b所示。随着异速比增大,碳钢侧与不锈钢侧切应力的差值先变小后变大,这是由于异速比增大,加大了原来比较小的上层金属的剪切应力,所以刚开始切应力差值变小。异速比继续增大,上层切应力继续增大,超过了下层的切应力,导致切应力差值随异速比增大而增大。从图中可看出异速比1.08时,切应力差值最小,而此时复合板最平直。
2.3 根据模拟指导现场轧制的结果
根据模拟指导现场选用压下率为15%异速比1.08轧制结果如图4所示。
覆版为304不锈钢,基板为Q345。板坯尺寸:2 000 mm×1 200 mm×(113+20)mm,用临钢中板厂粗轧机进行轧制。上辊直径1 000 mm,下辊直径930 mm,最大轧制力为5 0 MN,轧机功率为5 000 kW×2,轧制温度为 1 200 ℃,轧制速度为1 m/s.从图中可以看出复合板平直,平直度为22 I。

图4 现场轧制复合板Fig.4 Composite plate rolled on-line
3 结论
本文利用有限元软件对不锈钢复合板异步热轧复合过程进行了模拟分析,并经轧制实验。得出:
(1)模拟结果表明在1 200 ℃的轧制温度下,其他条件一定,复合板弯曲度随着压下率的增大而增大,随着异速比的增大先是弯曲度较小,然后反向增大。不锈钢304与碳钢Q235非对称异步轧制的最佳压下率是15%,最佳异速比是1.08。
(2)轧制试验验证了模拟的结果。在1 200 ℃压下率15%异速比1.08的情况下得到了满足平直度要求的复合板平直度达到22I。
[1] 孙蓟泉,戴辉,唐荻.异步轧制技术发展概况及其应用前景[J].鞍钢技术,2015(5):1-6.
[2] 杜金龙,张贵杰.异步轧制板带变形规律的有限元模拟[J].河北联合大学学报(自然科学版),2015,37(4):21-26.
[3] 胡东福.异步轧制技术[J].金属世界,1997(4):15.
[4] 寇祖森.传统工艺概念的突破-异径轧制技术[J].金属世界,1994(3):8.
[5] 庞玉华,张郑,吴成.轧制304/Q235复合板工艺研究[J].重型机械,2004(4):27-30.
[6] 王蕾,白冰,王立军,等.Q345R 钢的热变形特性及组织演化规律研究[J].Hot Working Technology.2013,42(1):8-11.
[7] 董方,郄俊懋,瑞峰.304不锈钢高温力学性能研究[J].Hot Working Technology,2014,43(16):96-101.
[8] 赵正才.全异步轧制过程的理论研究[J]. 重庆大学学报,1984(1):63-77.
[9] 庞玉华,吴成,万宏.不锈钢复合板多道次热轧工艺模拟试验研究[J]. 锻压技术,2006,31(4): 20-23.
[10]容耀,严平,马英,等.N6/Q235复合板热轧工艺研究[J].西安建筑科技大学学报(自然科学版),2007,39(1):145-148.
[11]张清东,常铁柱,戴江波,等.连退线上带钢张应力横向分布的有限元仿真[J].北京科技大学学报,2006,28(16):1162-1165.
[12]张清东,孙向明,白剑.六辊CVC轧机辊系变形的有限元分析[J].中国机械工程,2007,18(7):789-792.
[13]曹利华,刘衍敏.莱钢异径异步轧制薄带技术措施的确定及理论分析[J].山东冶金,2000,22(1):37-39.
The effect of different reduction and speed rate on the flatness of asymmetrical rolling clad plate
MA Jiang-ze,ZHOU Cun-long,ZHANG Xiao-cheng
(Taiyuan University of Science and Technology, Taiyuan 030024,China)
Traditional 4 layer symmetrical rolling can’t rolling big thickness of composite panels limited to its equipment power, while double rolling experiments directly costs too much. In this paper,asymmetrical rolling of stainless steel clad plate was simulated in ANSYS/LS-DYNA. The flatness was detected below 30 when reduction rate was 15% and different speed rate was 1.08. Based on this result,asymmetrical rolling experiment gained better plate flatness. It has reference function for similar rolling.
asymmetrical rolling;reduction rate; different speed rate; flatness
2016-02-21;
2016-03-19
国家自然科学基金项目(U1510131)
马江泽(1989-),男,山西运城人,硕士研究生,主要从事复合材料轧制研究。
TG335.5+1
A
1001-196X(2016)03-0020-04
猜你喜欢
煤气与热力(2021年11期)2021-12-21
煤气与热力(2021年4期)2021-06-09
内燃机与配件(2020年3期)2020-09-10
化工设计(2020年2期)2020-01-12
中国特种设备安全(2019年3期)2019-04-22
山东工业技术(2016年15期)2016-12-01
汽车工程(2016年11期)2016-04-11
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
装备环境工程(2015年4期)2015-02-28
汽车工程(2014年7期)2014-10-11