
航天复合材料产品设计与工艺一体化研制模式
2016-03-29 08:55中国运载火箭技术研究院研究发展中心邓云飞顾春辉李永俊曾亮张晓帆
航天工业管理 2016年2期
◎中国运载火箭技术研究院研究发展中心 邓云飞 顾春辉 李永俊 曾亮 张晓帆
航天复合材料产品设计与工艺一体化研制模式
◎中国运载火箭技术研究院研究发展中心 邓云飞 顾春辉 李永俊 曾亮 张晓帆

航天产品轻质化、小型化、功能化、高可靠性要求的发展趋势,对复合材料产品研制过程中的新技术、新工艺进行研究显得非常重要。近年来,随着计算机和精益管理技术的飞速发展,越来越多的企业将数字化设计与集成产品开发模式运用到复合材料的设计中,如波音公司在787项目中将复合材料设计工艺数字化集成技术应用到设计、制造整个过程,效果非常显著;空客集团的A350、庞巴迪公司C系列飞机均大量应用复合材料数字化产品设计工艺集成研制技术,大幅度提高了研制效率。这些案例表明,借鉴国外已有先进经验,研究航天复合材料产品数字化集成技术并进行探索应用,对构建复合材料全数字化生产线、实现航天器复合材料结构高效高质研制具有重要意义。
一、传统复合材料产品结构设计流程及存在的问题
在航天传统型号复合材料结构设计模式中,设计人员完成接口及尺寸设计,工艺人员完成铺层和工艺设计,工艺人员实际上承担了部分设计工作,如图1所示。
设计人员将三维设计数据结合二维技术文档下发至工艺,工艺人员完成铺层设计、成型工艺仿真分析及工艺作业指导书编制等工作,制造执行阶段主要依靠二维图样并结合三维几何外形数据辅助工艺理解,整个流程呈典型的单一链路模式,并且需要投放模装件进行接口及工艺协调验证。
传统研制模式下,产品研制链路单一、设计与工艺割裂,形成数据信息应用“孤岛”,不能实现设计与工艺资源的深度整合,导致两者协调效率低、设计过程不能完全受控,无法胜任复杂产品构型管理,并且在制造过程中以二维图样为主、三维数据为辅,达不到大幅缩短研制周期的要求。
二、一体化研制模式的总体思路
针对传统设计模式的缺陷,课题组提出的设计与工艺并行协同研制模式的总体技术体系如图2所示。
在基础资源层构建以规范体系为基础的手册模板库和模型库,通过试验、仿真分析及工程应用经验建立完善的复合材料铺层构型库;在关键技术层将一体化设计技术固化,构建以复合材料结构设计规范体系、工艺规范体系为核心的知识资源体系;平台层以全三维在线协同设计平台应用体系为基础,在设计流程体系中集成复合材料结构设计工具和资源,制定基于模型定义(MBD)的复合材料设计、工艺设计规范体系;在流程层,从方案论证到产品图样下厂、制造执行,依据研制进程决定工艺人员不同程度的介入,详细设计阶段依据产品成熟度预发放规则实现设计与工艺并行协同,以三维模型为核心数据实现设计与工艺应用数据传递,完善复合材料结构设计流程、并行协同数据预发放流程、数据状态控制流程及方法等流程体系的制定和优化。
三、一体化研制模式的主要内容
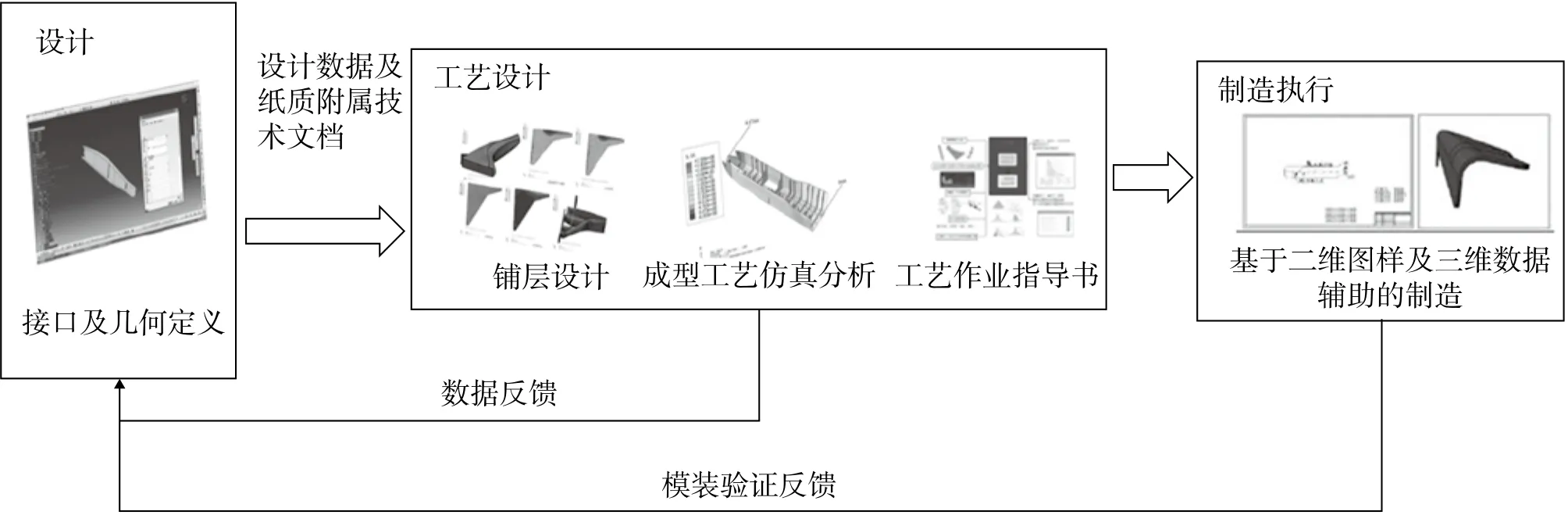
图1 传统复合材料结构产品研制流程
复合材料设计工艺研制包括资源库应用技术、协同设计文件及规范体系建设、MBD设计方法、集成产品开发(IPD)管理模式等方面的研究内容,其中最为核心的内容为MBD的产品定义技术方法和基于IPD的复合材料管理模式。
1.协同设计文件及规范体系建设
为了保证整个设计流程的规范性,课题组初步建立全三维数字化设计的规范体系,覆盖了协同设计数据管理、标准件库管理、环境配置、通用建模方法等信息,包括设计标准、设计模板、材料规范、设计指南手册、集成产品开发团队(IPT)管理手册五大类,对全体研制人员主要作业流程进行全过程规范性操作约定,确保所有产品三维数模建模过程的标准化和精细化,具有高度可换性和参数化驱动特征,解决了传统模式下设计模型在全生命过程中由于设计人员更换导致后期更新更改困难,甚至需要模型重建的难题。
在此基础上进一步从设计全流程范围着手编制三维模型标注规范:几何定义要求、复合材料结构零件建模规范、复合材料结构详细设计指导手册、零件设计技术要求模板、MBD装配设计规范等20余项标准规范及指导手册,进一步确保设计质量,提升设计效率。
2.基础资源库应用技术
随着技术的发展,未来先进飞行器将全面采用全三维设计技术,结构、机构、仪器、电缆、管路安装设计工作量极大,需要调用大量的材料、设备成品件、电接插件、安装支座、紧固件等基础资源。基础资源库的建设作为提高设计效率的重要手段,可将重复建模、重复建材料的工作降低为零,极大地提高资源的共享及其使用效率。在三维CAD协同设计环境中,课题组梳理规划了材料库、紧固件库、仪器设备成品件库、电连接器库、卡箍卡带库、安装支座库共六大类基础资源库;利用基础数模、驱动尺寸和参数表,实现了多系列、多规格快速建模,并向协同设计环境中的所有用户发布;有权限的用户可以检索、调用模型开展结构机构设计;资源库中的模型发生变化时,可以自动更新到所有调用设计模型中。

图2 复合材料结构设计与工艺一体化研制模式总体方案
3.复合材料MBD产品定义技术方法
MBD将设计、制造信息高度集成,是目前制造业普遍认同的前沿数字化制造解决方案。MBD的核心思想是将设计、工艺、管理信息集成到模型中进行统一管理,以三维模型为唯一数据源进行设计制造传递,以数字化制造、检测设备进行几何保证,用“数字化几何”取代二维图理念中的“尺寸几何”概念。
近10年来,MBD在波音777产品研制中取得了巨大的成功,实现了全过程无纸化,进而推广到世界其它先进飞行器研制过程中,国内商飞C919飞机正在进行研究应用。航天企业在三维模型设计过程中也取得了相当的进步,但部分单位没有完全理解MBD的内涵,部分工程技术人员至今仍然纠结于“三维模型标注哪些尺寸”的问题,却不理解波音飞机三维零件数模基本不标尺寸的原因,以至于只是按照传统思路将二维图的信息照搬到三维模型中去。三维标注工作量异常繁重,将三维模型成为“电子图纸”,导致在实际产品制造过程中出现许多不一致、不协调问题,后期更改维护工作量巨大,未能发挥MBD应有的作用。
出现这种现象的主要原因是设计人员没有从模拟量的思维转换到数字化的轨道上来,因为长期的二维图设计使得“尺寸”的印记根深蒂固,殊不知尺寸是检验人员在模线样板制造时代量取两点之间相对长度作为参照这个实践起源。而在MBD数字化研制理念中,构造几何的点、线、面类似于数学中的“方程式”,某个零件的外表面,MBD思想可认为是基于骨架模型建立的坐标系下一个带有复杂位置关系的数学方程,这个方程在设计人员的计算机中,也在制造人员的数字机床中,并同时出现在检验人员的激光测量设备中,而不是与某个模具贴合的孤立曲面。
MBD数据定义是复合材料结构设计与工艺一体化研制模式实现的基础,需提出合理可行的数据定义方案,一方面减少设计工作量,另一方面提高设计信息可理解性,同时还能够适应当前的基础设施条件。

图3 完整的零件MBD 数据集定义示意

复合材料结构零件数据定义包括零件属性、零件注释、零件几何、铺层等信息,图3为完整的零件MBD数据集定义,对于先进碳纤维树脂基复合材料结构没有合金代码、最终热处理等项。
设计完成性能数据定义后,工艺人员依据设计信息在MBD模型基础上完成铺层料片数据定义并同时进行工艺仿真分析,直至获得铺层工艺性良好的料片划分方案,然后进行成型精度仿真分析,用以指导模具工装设计及成型工艺作业指导书编制。
4.基于IPD的复合材料管理模式
在复合材料结构产品研制过程中采用IPD模式有利于整合不同单位的优势资源,将各种不协调问题集中暴露和解决,是当前世界制造业的精益管理解决方案。相对于传统模式,在详细设计及资源设计阶段或环节,IPD模式通过合理评估使设计与工艺流程重叠,即并行协同研制。在三维图样正式发放前,工艺人员便依据三维模型进行工艺设计。审图工作随三维模型不断完善且被分散或弱化到最后全三维MBD图样发放阶段,经电子化流程确认即可。三维MBD模型成为设计与工艺协同的“语言”,简化了整个设计及产品发放流程。
复合材料结构设计与工艺一体化研制模式总体流程体系如图4所示。
设计依据总体输入完成产品性能设计及优化,其中性能设计主要包括零件构型(几何)及接口定义,性能优化主要包括组件布局及零件截面尺寸、构型、铺层等优化。方案设计阶段,工艺人员介入评估工艺可行性论证并进行工艺改进潜力分析,以利于后续设计及工艺方案持续改进。方案初步冻结后开展详细设计,设计完成MBD模型初步定义,包括全部的铺层信息、材料信息、基准及尺寸信息、技术要求等,进行成熟度评估,由设计部门发放用于工艺设计的三维模型,工艺人员依据MBD模型同步开展工艺及其仿真,并向设计人员反馈相关信息,最终设计完成通过一系列设计人员审签的产品定义并发放。制造执行阶段,在数字化设备支持下依据工艺人员生成的铺层数据完成铺层及产品成型。
航天器复合材料的广泛运用是技术发展的必然趋势,研究数字化设计技术在航天器研制过程中的关键技术并进行实践总结,可以为推动航天器复合材料技术跨越提供重要支撑。复合材料设计工艺集成研制将成为今后我国航天企业技术的主要发展方向。▲

图4 复合材料结构设计与工艺一体化研制总体流程

猜你喜欢
建材发展导向(2022年2期)2022-03-08
建材发展导向(2021年14期)2021-08-23
中老年保健(2021年3期)2021-08-22
民用飞机设计与研究(2020年1期)2020-05-21
民用飞机设计与研究(2020年1期)2020-05-21
汽车零部件(2020年2期)2020-03-26
电子制作(2019年7期)2019-04-25
航空发动机(2018年3期)2018-06-23
舰船科学技术(2018年5期)2018-06-01
北京航空航天大学学报(2017年5期)2017-11-23
