高强钢管道在线焊接工艺规程评定关键技术点分析
2016-03-24 08:14姚学军蔡培培刘少柱吴凯旋税碧垣
石油工业技术监督 2016年8期
姚学军,蔡培培,刘少柱,吴凯旋,曹 燕,刘 冰,税碧垣
1.中国石油管道科技研究中心(河北廊坊065000)
2.中国石油管道公司科技处(河北廊坊065000)
3.中国石油管道公司管道处(河北廊坊065000)
4.中国石油管道公司人事处(河北廊坊065000)
高强钢管道在线焊接工艺规程评定关键技术点分析
姚学军1,蔡培培2,刘少柱3,吴凯旋4,曹 燕1,刘 冰1,税碧垣1
1.中国石油管道科技研究中心(河北廊坊065000)
2.中国石油管道公司科技处(河北廊坊065000)
3.中国石油管道公司管道处(河北廊坊065000)
4.中国石油管道公司人事处(河北廊坊065000)
高强钢管道在线焊接对管道抢修质量和安全服役有重要影响。分析了高强钢管道在线焊接存在的烧穿和氢致开裂等问题,梳理了影响高强钢焊接工艺评定的关键技术点,重点研究了环境、碳当量、壁厚、压力、介质流速、焊条选型等9个关键技术点对焊接工艺评定的影响,提出了针对高强钢管道焊接工艺评定的研究建议,为制定高强钢管道焊接工艺评定提供参考。
高强钢管道;在线焊接;焊接工艺评定;关键技术点
高强钢管道在线焊接是在管道处于运行状态或管内存在管输介质情况下的焊接。随着长输管道不断发展,X70、X80等高钢级管道规模逐渐扩大,其大口径、高壁厚、高压力、高强度等特点对在线焊接提出了新的挑战。目前国内外对于X80焊接工艺规程的研究还不够成熟。因此,结合高强钢特点系统分析高强钢管道焊接工艺评定关键技术点对焊接质量的影响,对于高强钢管道焊接工艺规程的评定有重要作用。
1 概述
烧穿和氢致裂纹是在线焊接的两大主要问题。烧穿受管道壁厚影响较大,API 1104指出当管道壁厚超过6.4mm时烧穿基本不会发生[1],现役主要长输管道壁厚基本上均超过了6.4mm。因此烧穿不再是关注的主要问题。
焊接氢致裂纹是由于管输介质流动条件下焊缝冷却速率过快造成焊缝硬度过高和氢聚集而产生,氢致裂纹的主要条件包括3个[1],即焊缝中存在氢、焊缝中形成开裂敏感性微观结构、焊缝中存在拉应力。因此可通过消除3个条件之一以防止氢致裂纹产生。
1)焊缝中氢含量主要受环境因素、焊接工艺、焊条类型影响。
2)敏感性微观结构主要与碳当量、焊缝冷却速度、焊后热处理有关,高碳当量、焊缝冷却速度快容易形成敏感性结构,焊后热处理有助于消除焊接敏感组织。
3)应力包括外加应力及焊接残余应力,外加应力可通过合理的支撑等现场操作降低或消除,焊接残余应力主要与焊接顺序、焊接工艺有关,焊接后热处理也可有效降低或消除焊接残余应力。
通过分析,高强钢管道焊接工艺评定关键技术点如表1所示。
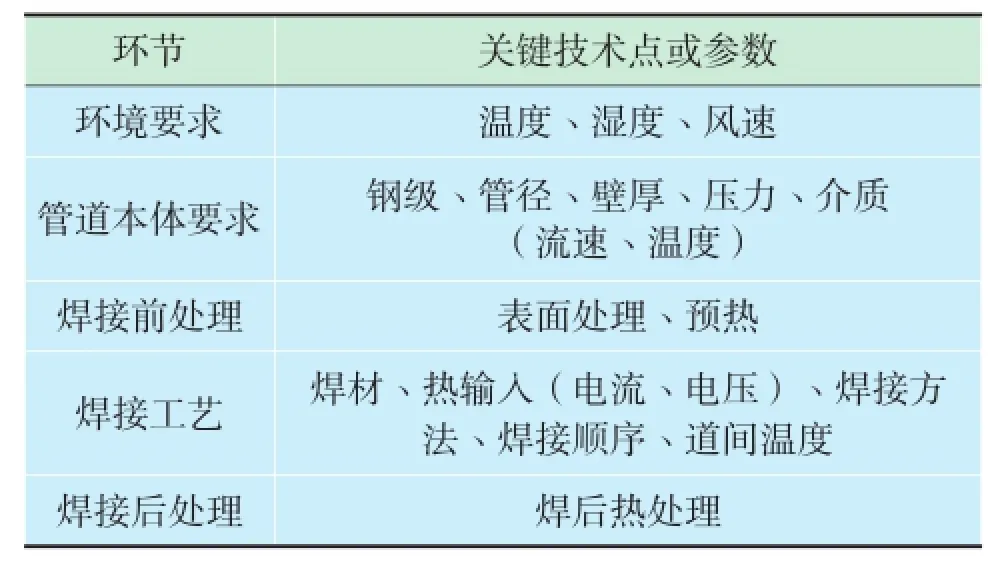
表1 焊接工艺评定关键技术点
2 关键影响因素分析
2.1 环境要求
环境湿度较大易在管道表面凝结成水汽,在焊接过程中产生过多的氢;环境风速较大影响焊接区保护并提高焊缝冷却速度;环境温度较低会提高冷却速率。因此应对允许焊接的环境湿度、风速、温度等条件。实际操作中,可以通过预热、搭建挡风棚、保温等方式进行受控焊接,一定程度上可放宽允许焊接的环境条件。
2.2 碳当量
碳当量(C.E.)不同对裂纹的敏感性也不同。一般认为C.E.≤0.4%焊接性好;C.E.为0.4%~0.6%时焊接性稍差,焊前需适当预热;当C.E.≥0.6%焊接性较差,属难焊材料,需采用较高的预热温度和严格的工艺。随着钢级提高碳当量相应提高,如X65碳当量为0.28%~0.33%,X70碳当量为0.36%~0.39%,X80碳当量为0.40%~0.43%。研究指出随着碳当量的提高,发生裂纹的临界硬度也相应增加,碳当量小于0.35%或大于0.5%时,临界硬度保持不变[2]。因此,X80焊缝检测的临界硬度指标相比X70及以下钢级可以相应提高,或者说相比X70,X80可获得更大的硬度裕量。
2.3 壁厚
高钢级管道由于输送压力较大,壁厚往往也较厚,如X70管道壁厚21mm左右(二级地区),X80管道壁厚26.4mm左右(二级地区)。壁厚的影响主要表现在2个方面:
1)随管道壁厚增加管输介质对焊接冷却速率的影响降低。研究指出管道壁厚小于6.4mm时,流动介质对焊接冷却速率有显著影响;当管道壁厚大于12.7mm时,影响则较小。
2)随管道壁厚增加焊接冷却速率降低或冷却时间增长。研究表明壁厚对管道吸热能力有较大影响,如表2所示[3]。随壁厚增加,冷却速率降低或冷却时间增长,有利于焊缝中的氢充分扩散,降低裂纹敏感性。
随着钢级提高壁厚增加对于在线焊接会产生有利影响。
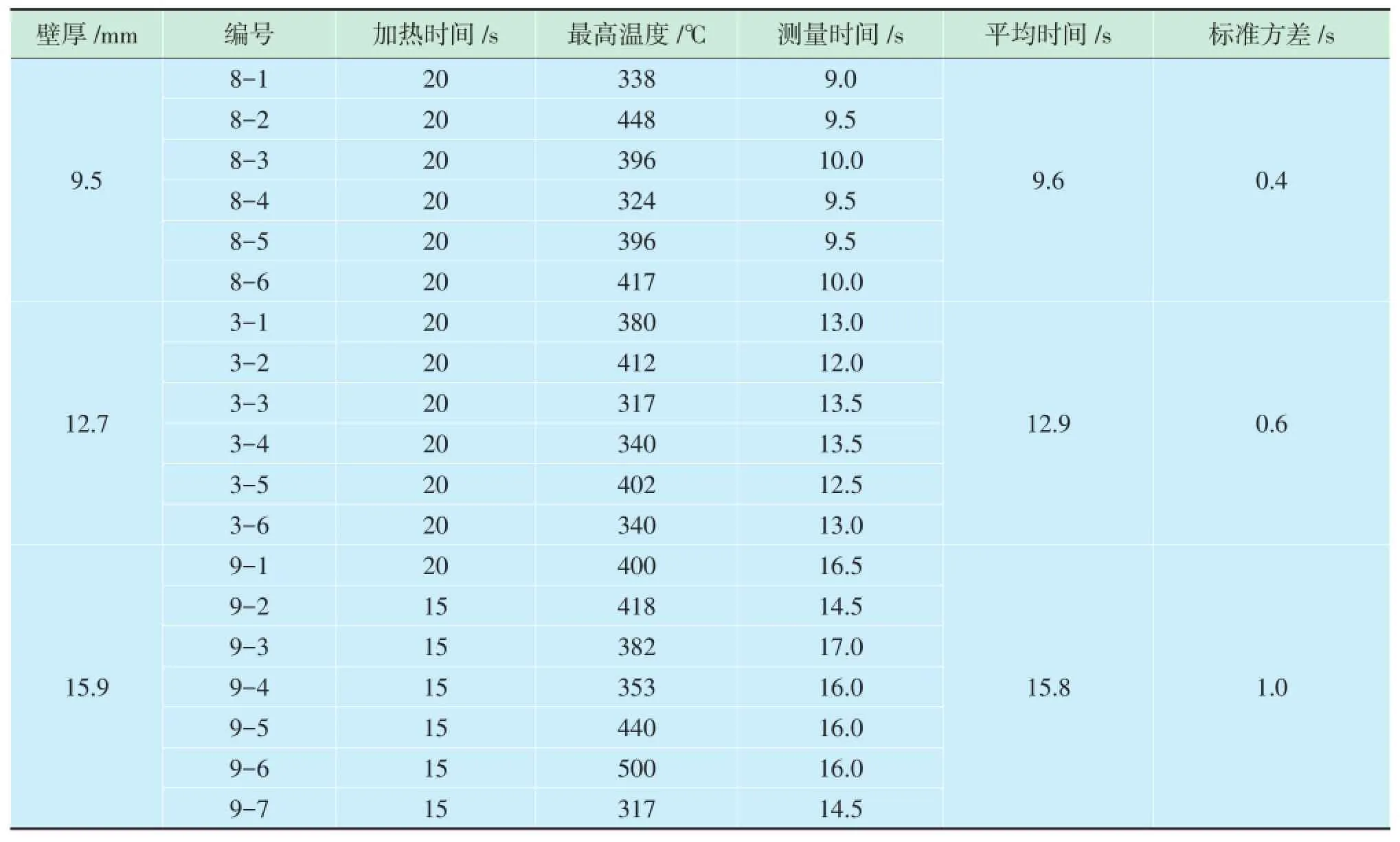
表2 壁厚对管道吸热能力的影响
2.4 压力
管道压力对焊接操作的影响不大,在可能发生烧穿时较高压力会对焊接安全造成影响。因此国内管道企业出于安全考虑一般会进行降压,降压幅度一般按照GB/T 28055-2011的允许带压施焊公式进行计算确定[4]。国外某管道公司关于焊接的规定“壁厚≥6.35mm时,内压可达到100%最大额定屈服强度”。前文指出壁厚超过6.4mm时一般不会发生烧穿。相比之下国内管道企业对于压力限制略显严格。尤其针对高强钢如X80壁厚甚至超过了20mm,烧穿的可能性大大降低。因此合理的降压限值有待于进一步研究确定。
2.5 介质流速
介质流速的影响在于吸收焊接热量提高冷却速率进而造成较高的焊缝硬度,因此在线焊接时需要对介质流速进行限制。国外常通过模拟计算确定合理流速,常用模型为Battelle热分析模型和EWI模型。Battelle热分析模型使用热传导方程模拟焊缝冷却速度。EWI模型是将管道上直径为50mm的区域快速加热到300~325℃,使用数字接触式温度计和秒表记录被加热部分温度从250℃冷却到100℃所需时间,取平均值作为管线散热能力的参考值,依据经验公式来预测焊接冷却速度[5]。
介质流速也可降低烧穿风险进而降低最小可焊壁厚。ASME B31.4规定了不同介质流速下的最小可焊壁厚,如表3所示,可以看出随流速增加发生烧穿的临界壁厚降低[6]。
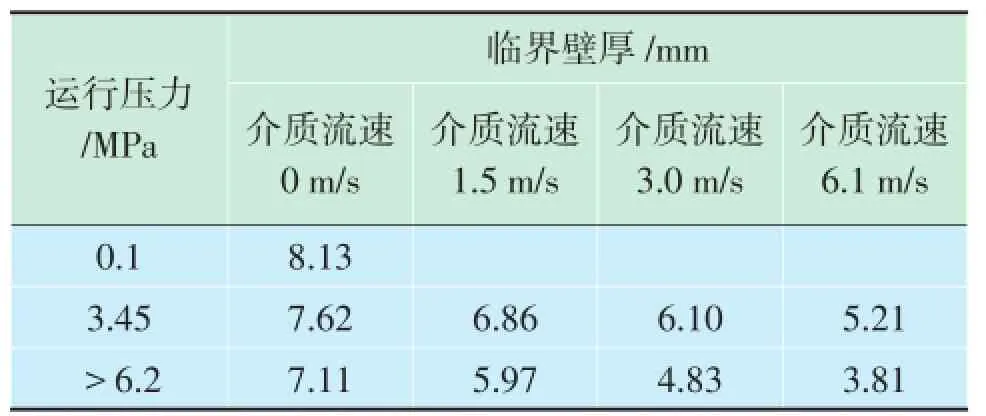
表3 发生烧穿的管壁临界壁厚
因此在考虑介质流速的影响时应综合考虑以确定合理的流速。
2.6 管道表面处理
焊前处理主要包括管道焊接部位表面处理和预热。对于管道焊接部位表面处理主要包括消除磨损、铁锈、渣垢、油脂等,对此国内外管道企业均要求对表面处理至显出金属光泽。
预热对于焊缝质量有重要影响。尽管某些情况下不预热也可获得合格的焊缝,但需要熟练的焊接工艺和技巧及其他条件相配合才能实现。预热则会大大降低焊接难度。预热的主要作用表现为:①可去除表面湿气和其他污染物,尤其是环境温度低于水露点时;②可降低冷却速率,降低HAZ硬度进而降低开裂敏感性;③可降低焊接热输入要求,如EWI的研究表明93℃的预热相当于热输入增加1.6倍。
经过分析,高强钢管道焊前应进行预热,且随钢级提高应提高预热要求[5]。
2.7 焊条选型
高强钢管道在线焊接时一般选用低氢焊条以降低氢致裂纹发生的可能性。氢含量越低开裂敏感性也越低。目前国际上广泛采用AWS E××××系列低氢焊条,AWS A5.1~A5.32系列标准对各种钢材配套焊条进行了全面的规定。国内管道企业在线焊接也多用AWS E××××系列焊条。根据国内管道企业抢修经验,对于X70及以上材质管道进行在线焊接时均采用低氢焊条。
焊条选型时熔结强度应与管道屈服强度相匹配,如E50、E55、E60、E70、E75、E80、E85、E90、E100等焊条熔敷金属强度逐渐提高,可作为不同钢级管道选择焊条的参考依据。国内外管道企业在选择焊条时做法存在一定差异,部分企业采用等强度或高强度匹配,部分企业则采用高强度等级匹配。但从预防开裂角度来说,等韧性匹配更好。因此,对于高强钢管道焊条选型仍需进一步研究。
2.8 焊条直径
给定焊接热输入条件下焊条直接越小允许的最小可焊壁厚越高。研究表明,采用直径为3.2mm的焊条,焊接电流为110A时,管道最小可焊厚度为4.0mm;采用直径为2.4mm的焊条,最小可焊壁厚可达3.2mm。另有研究表明壁厚小于6.4mm管道,根焊应使用2.4mm或更小直径的焊条来限制热输入量,若壁厚不超过12.7mm,随后的焊道焊接应使用3.2mm或更小直径,若壁厚超过12.7mm可使用较大直径的焊条,以提高焊接效率[5]。因此对于高强钢管道确定焊条直径时应考虑管道壁厚、焊道顺序等因素。
2.9 焊接顺序
焊接顺序对于焊接质量有重要影响。API 1104、API 1107、GB/T 28055-2011和SY/T 4103-2006等标准对不同焊接附件的焊接顺序进行了规定,其中SY/T 4103-2006采标自API 1107。通过分析发现对于焊接顺序的确定原则国内外基本一致[7-9]。但这几项标准条款对于X80管道的适用性需要进行工艺评定后确定。
2.10 焊后保温
焊后保温有两个目的:一是消除残余焊接应力;二是促进氢的扩散。一般情况下加热至一定温度如加热至预热温度保温15min对一般壁厚管道而言是较为合理的。更厚的管道或更低的温度,应考虑更长的保温时间。针对高强钢管道具体加热温度和保温时间国内外尚无统一做法,需进行工艺评定后确定[2]。
3 展望
高强钢管道是长输管道发展的趋势,随着X80应用规模的不断扩大,应尽早研究制定配套管道在线焊接工艺规程。鉴于X80壁厚较厚,应重点研究关键技术参数对管道氢致裂纹形成的影响,根据碳当量、壁厚等管道特性,优化安全压力、安全流速、预热温度、焊条匹配性等参数选择,保证抢修焊接的质量和管道安全服役。
[1]American Petroleum Institute.Welding of Pipeline and Relat⁃ed Facilities:API 1104[S].Washington,D.C.:American Pe⁃troleum Institute,2005.
[2]Lee Stewart.Pipeline Repair Manual[R].Houston:Pipeline Research Council International,2006.
[3]William A.Bruce.Refinement of Cooling Rate Prediction Methods for In-Service Welds[R].Houston:Pipeline Re⁃search Council International,2003.
[4]全国锅炉压力容器标准化技术委员会压力管道分技术委员会.钢制管道带压封堵技术规范:GB/T 28055-2011[S].北京:中国标准出版社,2011.
[5]Mark Yunovich,Neil G.Thompson.Evaluation of Preheat Re⁃quirements for In-Service Welding[R].Houston:Pipeline Re⁃search Council International,2005.
[6]The American Society of Mechanical Engineers.Gas Trans⁃mission and Distribution Piping Systems:ASME B31.8[S]. New York:The American Society of Mechanical Engineers, 2012.
[7]石油工业安全专业标准化技术委员会.石油工业带压开孔作业安全规范:SY/T 6554-2003[S].北京:石油工业出版社,2003.
[8]石油工业建设专业标准化委员会.钢质管道焊接及验收;SY/T 4103-2006[S].北京:石油工业出版社,2006.
[9]American Petroleum Institute.Pipeline Maintenance Welding Practices:API 1107[S].Washington,D.C.:American Petro⁃leum Institute,1991.
On line welding of high strength steel pipeline has important influence on the urgent repair quality and security service of pipeline.Problems such as burning through and hydrogen induced cracking in welding process of high strength steel pipeline are ana⁃lyzed.The key factors influencing the welding process evaluation of high strength steel are combed,and the effects of 9 key factors,such as the environment,carbon equivalent,wall thickness,pressure,flow rate of the medium and the type of electrode,on the evaluation of the welding process are studied.Some suggestions for the evaluation of welding process of high strength steel pipeline are put forward, which can provide reference for the evaluation of welding process of high strength steel pipeline.
high strength steel pipeline;online welding;welding procedure evaluation;key factor
路萍
2016-01-15
姚学军(1985-),男,工程师,主要从事管道技术标准研究工作。
猜你喜欢
大众文艺(2020年20期)2020-11-05
酒·饮料技术装备(2018年1期)2018-04-28
中国国家旅游(2016年8期)2016-08-12
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
黄河之声(2016年24期)2016-02-03
焊接(2015年11期)2015-07-18
焊接(2015年2期)2015-07-18
火炸药学报(2014年3期)2014-03-20
断块油气田(2014年5期)2014-03-11