
基于S7-300的物流供应线故障自动判断
2016-03-22 07:38:14朱燕青谢佩宁贺红祥
时代农机 2016年1期
关键词:触发器
朱燕青,谢佩宁,贺红祥
(上海电机学院,上海 201306)
基于S7-300的物流供应线故障自动判断
朱燕青,谢佩宁,贺红祥
(上海电机学院,上海201306)
摘要:运用西门子S7-300PLC的逻辑判断功能、设计并调试了流水线的故障判断程序。实现了流线设备之间的顺序启动、停机、故障诊断。
关键词:流水线故障判断、PLC、逻辑判断、触发器
1 项目的背景
目前,汽车及机电行业的许多企业的生产线逐步向全自动化方向发展,如图1所示为某型号电缆生产自动生产线。生产线分3个工位,工位1剥线机、工位2对位机、工位3压机。生产线的工艺由电缆支架供料,电缆剥线机将电缆按照一定的要求剥去绝缘层,机器人将电缆从剥线机上取出放入对位机上,进行附加零件的安装、压紧等加工。转接机器人将安装好附件的电缆线送入压机中。由压机将附件压成型,整个产品的生产过程采用全自动方式进行。电缆的流动采用机器人供料并完成相应的加工对位工作。

图1 电缆加工生产线流程图
电缆在规定的设备上进行加工,加工后的工件由机器人夹持到后续设备,共经过了3个工位,在3个工位之间启用了2个机器人。使用S7-300PLC作为控制系统,实现了全自动化生产方式。
相对于由人工操作的生产线来说,自动化生产线的故障识别及处理是比较困难的。本文采取了由单个工位、机器人的控制继电器的导通状态作为故障点的判断依据。利用继电器上的常开触点来控制设备的开、停。当加工机床、机器人等设备的控制继电器的常开触点不导通时、该设备停机。控制继电器的常闭触点与S7-300PLC的输入端连接、将该信号输入程序中的SR触发器、输出输入电路的继电器的通断状态就可以形成逻辑判断。
(1)正常启动时:各级工位的设备和机器人电机按电缆的流动方向逆向启动,压机先启动,5秒后转接机器人启动,5秒后对位机启动,5秒后搬运机器人启动,5秒钟后电缆剥线机启动。
(2)正常停止时:多级输送带按电缆的流动方向顺向逐步停机。
(3)发生故障时:故障点的状态关闭当前设备,在故障点的之前的机床设备、机器人等应立即停机并报警,故障点之后的机床设备、机器人可继续运行。此时如果按下停止按钮、故障点之后的机床设备、机器人按零件流动方向逐步停机。
2 项目的实施方案
整个自动生产线的流动由西门子PLC产品S7-300-313C 2DP进行控制,利用置位指令、复位指令、SR触发器及定时器来实现上述工艺过程。最后一级的置位信号由启动按钮驱动、其余的设备与输送带的置位信号由由其后一级的状态信号、启动标志及延时器驱动。第一级的复位信号由停止按钮驱动,其余各设备及输送带的复位信号则由前一级的状态信号、停止标志及延时停机定时器驱动。故障情况下,故障点之前的各级复信号则由故障点的状态驱动,故障点之后的各级的复位信号则由停止标志、前一级的状态信号及延时停机定时器驱动。
3 程序的设计
STEP7作为西门子全集成自动化的软件平台、具有方便、快捷、通用性强的特点。为此,设计了开机程序、关机程序,以及开机后所有设备逆向启动,从最后一台的对位机开始工作,然后逐步向第一台设备压机过渡。这样的优点是保证一旦工件放入后,可以顺利进行工作。关机顺序则安排物流的第一台设备先停、顺序向后逐步停机。图2为继电器接线图,图3 PLC输入输出电路,表1PLC输入输出电路端口地址表。

图2 继电器接线图
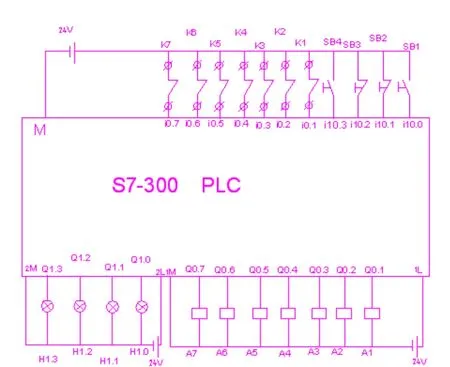
图3 PLC输入输出电路
当开机按钮按下,I1.0信号导通、M20.0开机状态标志导通。通过M1.0触发器使得Q5导通,此时A5线圈得电、该线圈的常开触点启动流水线上的压机工作。时间继电器T3的导通条件是I0.3的信号的输入和M1信号,而此时由于K3处于常闭状态所以T3导通、5秒钟后通过M1.1启动Q4、使得转接机器人的控制继电器线圈A4得电、通过该线圈得常开触点启动转接机器人工作。用这样得方法使得逆向启动得以实现。依次类推通过5个SR触发器使得整个流水线实现了自动的逆向启动。启动时间可以通过调整时间继电器来实现。整个流水线经过T10时间、全部启动成功正常运转。此时某出现故障、该设备比如转接机器人停机、此时K4的常闭触点会将信号送入I0.4、触发器M1.1的R端口得电后便将Q5复位。实现了故障点判断与控制停机过程。

表1 PLC输入输出电路端口地址表
4 结语
本文以PLC作为自动生产线的控制系统、运用西门子S7系列突出的性能设计了有关程序,并在实际自动生产线上进行了调试、取得了良好的效果。当流水线上设备出现故障时可以立即做出判断并输出有关信号、达到了取代流水线上人工监控的目的。
The Automatic Judgment of Pipeline Fault Based on S7-300
ZHU Yan-qing,XIE Pei-ning,HE Hong-xiang
(Shanghai Dianji University,Shanghai 201100,China)
Abstract:This paper uses the logic judgment function of Siemens S7-300PLC to design and test the pipeline fault diagnosis program,and realizes the sequence starting,halt and fault diagnosis between pipeline equipment.
Key Words:pipeline fault diagnosis;PLC;logic judgment;trigger
作者简介:朱燕青,男,教师,高级工程师,主要研究方向:机电一体化技术。
收稿日期:2016-01-06
中图分类号:TP211+.4
文献标识码:A
文章编号:2095-980X(2016)01-0057-02
猜你喜欢
电子世界(2017年22期)2017-12-02 03:03:45
网络安全和信息化(2017年4期)2017-03-08 19:09:03
科技传播(2012年12期)2012-07-05 06:06:22
长春大学学报(2012年6期)2012-02-26 11:46:40
通化师范学院学报(2012年2期)2012-01-11 07:03:06
微型电脑应用(2010年4期)2010-05-08 01:10:36
