一种新型结构的波形挡边输送带二次硫化生产设备
2016-03-20 02:20柳宏伟
橡塑技术与装备 2016年7期
柳宏伟
(青岛橡胶谷生产力促进中心,山东 青岛 266042)
一种新型结构的波形挡边输送带二次硫化生产设备
柳宏伟
(青岛橡胶谷生产力促进中心,山东 青岛 266042)
波形挡边输送带目前已广泛应用在物料输送领域,市场需求量逐年增加,但对波形挡边输送带二次硫化生产国内没有统一标准,老式硫化自动化程度低,人力劳动力大,辅助工装生产时间长,生产效率低,急需解决。文章详细介绍了一种新型二次硫化生产设备结构特点。
波形挡边输送带;二次硫化;新型
波形挡边输送带能使各种散装物料以0~90°作任意倾角连续输送,具有输送倾角大、使用范围广、占地面积小、无转运点、投资少、维护费用低、输送量大等特点,解决了普通输送带或花纹输送带所不能达到的输送角度。目前,已被广泛应用于港口、冶金、矿山、电力、煤炭铸造、建材、粮食、化工等领域的物料输送,市场需求量逐年增加,而且具有较高的附加值和利润率。国内大部分输送带生产企业都有波形挡边输送带一次硫化和二次硫化生产设备,用于波形挡边输送带的生产。但因其结构的特殊性,波形挡边输送带的二次硫化生产设备还没有统一的制造标准,设备装备比较落后,自动化程度低,操作人劳动强度大,生产辅助工装时间较长,生产效率较低。根据多年的设备设计、使用和管理经验,提出了对波形挡边输送带二次硫化生产设备改进的思路,以提高生产线的自动化水平和生产效率。
1 波形挡边输送带的结构
波形挡边输送带由平基带体、波形挡边及横隔板三个部件组成(如图1),平基带体、波形挡边及横隔板分别在不同的硫化机上生产,再通过二次硫化生产设备将其硫化成一个整体,使其成为柔性链斗式结构整体带。对波形挡边及横隔板在平基带体上的黏接面进行二次硫化的主要目的就是提高黏接强度和确保黏拉强度的均匀性,提高耐屈绕性和使用寿命。

图1 波形挡边输送带结构
2 波形挡边输送带二次硫化生产设备现状
图2所示是目前各输送带企业广泛使用挡边输送带二次硫化生产线设备流程,主要由主动导带装置、横隔板二次硫化机、裙边二次硫化机、脚踏平台、托辊组、移动式导开装置及拉紧装置所组成。

图2 挡边带生产线流程图
横隔板二次硫化机及裙边二次硫化机结构如图3所示。主机框板为颚式结构,热板与框板组合在一起,为固定式,环好后的挡边带基带只能从操作侧套在二次硫化机的热板上。裙边规格在240 mm以上的二次硫化机因结构设计所限,操作面都较高,操作人需要站在脚踏平台上才能操作。挡边带的裙边及横隔板硫化好后,需要将脚踏平台逐一移开,再由人工将硫化好的挡边带从侧面移出热板,大规格的挡边带自重较大,需要十几个工人才能拖动,劳动强度非常大。而且,因挡边输送带二次硫化生产线上的托辊组大都采用封闭结构(如图4所示)。在搬运硫化好后的挡边带时需要将生产线中的十几个托辊组全部拆除,才能将挡边带移走。在上新挡边带基带时,还要将托辊组重新安装就位,费时费力,增加了辅助操作时间,严重的影响了挡边带二次硫化的生产效率。因此,为提高挡边输送带二次硫化的生产效率,降低操作工人的劳动强度,需要对二次硫化主机结构及托辊组进行结构性的改造。
3 一种新型结构的挡边带二次硫化生产设备
为提高挡边带二次硫化辅助生产效率,需重点对裙边、横隔板二次硫化机结构及托辊组结构进行改造。新型挡边带二次硫化生产设备流程如图5所示,主要由主动导带装置、横隔板二次硫化机、裙边二次硫化机、下托辊组、固定环、托辊组、移动式张紧装置及拉紧装置所组成。
(1) 新增加了固定环装置(如图6所示)。
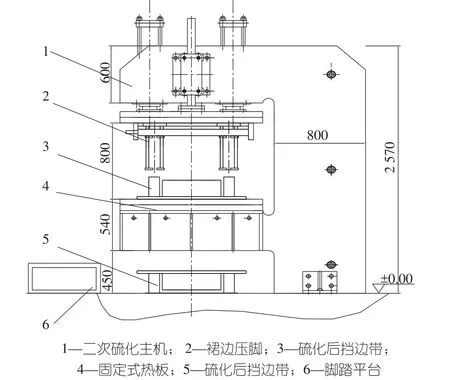
图3 二次硫化机结构
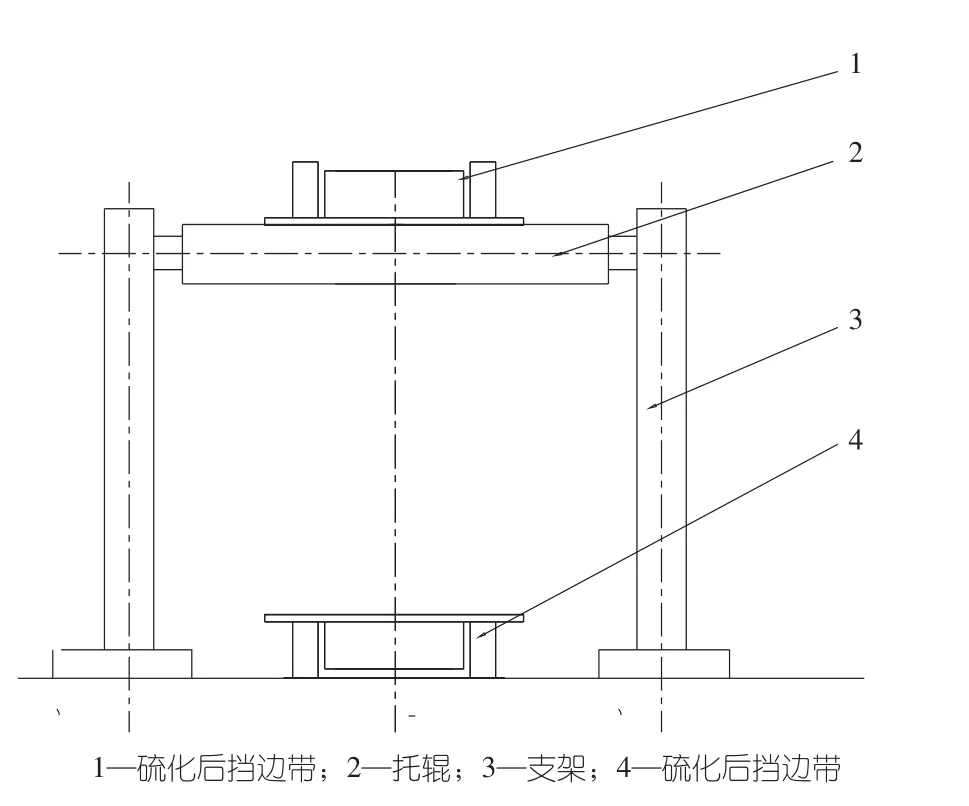
图4 托辊组封闭结构
固定环装置由底座、圆环及固定环所组成。在生产线全长上,均匀预埋安装了固定环装置,根据挡边带环形基带的长度,可任意选择相近的固定环装置,通过手拉葫芦固定移动式张紧装置,方便可靠,而且因固定环装置上平面与地面持平,对移动式张紧装置的移动及硫化后的挡边带的搬运不会产生任何影响。
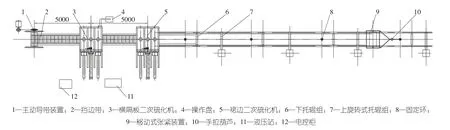
图5 新型挡边带生产线流程图
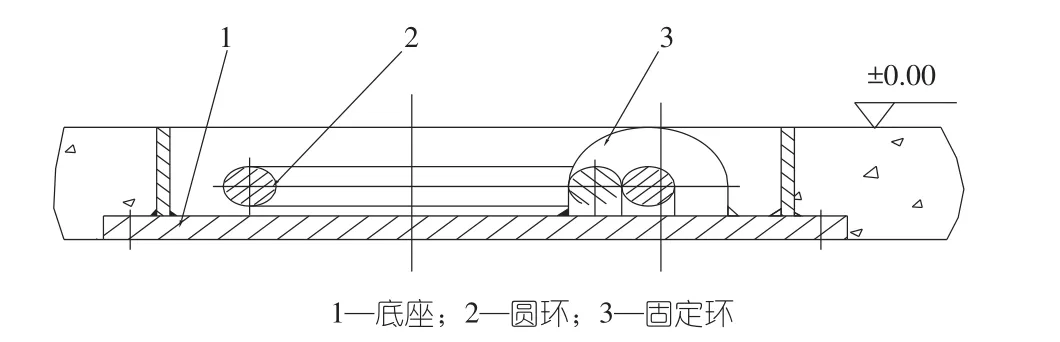
图6 固定环装置
生产线每间隔3 m左右安装有下托辊组,下环形基带或硫化好的挡边带裙边落在下托辊组上,将挡边带与地面的滑动摩擦变成了滚动摩擦,减小了移动硫化好的挡边带的阻力,大大降低了拖动成品挡边带的劳动强度。
(2) 可旋转的托辊组代替封闭结构的托辊组
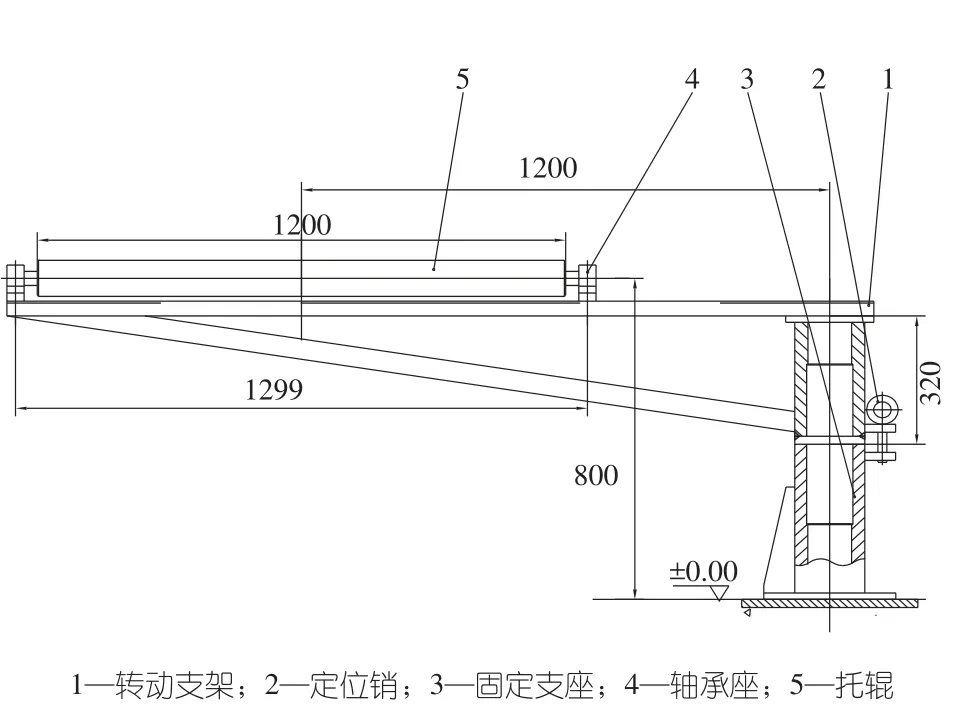
图7 托辊旋转结构
为解决封闭结构的托辊组在装、卸挡边带时的拆卸、安装问题,将托辊组改成托辊可旋转结构(如图7所示),主要由转动支架、定位销、固定支座、轴承座及托辊所组成。托辊安装在转动支架上,可在固定支座上旋转360°,通过定位销与固定支座定位,当新上挡边带基带时,托辊转入与基带成直角,托住上层基带,由定位销将转动支架与固定支座固定在一起,托辊组托着基带及硫化后的挡边带生产。挡边带硫化好后,拔出定位销,将转动支架转动90°或180°,托辊离开挡边带,上层挡边带落到下层挡边带上,可将挡边带整体拖出生产线。操作简便可靠,省时省力。
(3)将二次硫化机热板改造成可移动式
为解决从侧面移动挡边带人工强度大的问题,将裙边、横隔板二次硫化机的热板设计成可移动式(见图8),热板与下托板组合在一起,操作侧由一固定侧板支撑,侧板上有滑动轨道,下托板支撑板安装有支撑滚轮,可支撑热板及下托板的移动。热板与下托板另一侧由油缸及导向轴连接支撑。安装环形基带时,油缸将热板与下托梁推出(见图9),这时,自动锁紧装置开启,油缸的活塞杆及导向轴退回,环形基带可沿生产线中心线直接穿进裙边及横隔板二次硫化机。将环形带上边抬起,油缸的活塞杆及导向轴伸出,到达自动锁紧装置后,自动锁紧装置闭合,将油缸与下托板连为一体,油缸的活塞杆及导向轴退回原位,将热板拉回到硫化工位(见图8),利用移动式张紧装置及手拉葫芦将环形基带张紧,即可以开始裙边及横隔板的二次硫化操作。
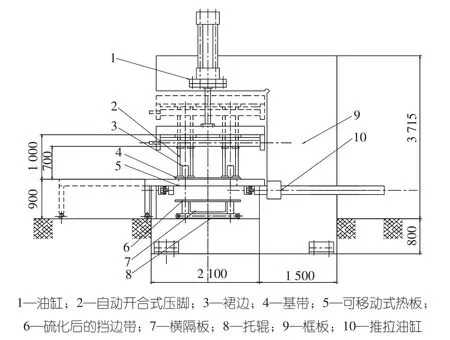
图8 可移动式热板结构
裙边及横隔板二次硫化全部完成及裙边接好头后,松开手拉葫芦,移出主动导带装置及移动式张紧装置辊筒,将可转动托辊转动90°,并伸出油缸的活塞杆及导向轴,将热板推开到如图9所示位置,开启自动锁紧装置,退回油缸活塞杆及导向轴,硫化好的挡边带直接落在一起,落在下托辊上(见图9),这时,即可沿生产线中心线将硫化好的挡边带直接拖出生产线,既可以节省人力,又可以缩短辅助操作时间。

图9 热板推出时结构
(4)控制系统
自动控制系统建议采用西门子S7-PLC系列主机,主要常规元器件采用施奈德产品;操作采用可移动式触摸屏,硫化温度、压力、时间等参数可任意设定和自动显示,生产线各设备可实现手动、自动和全线必要的联动操作。
配置必要的急停开关、安全拉绳、光栅开关等安全设施。
主蒸汽供汽管路采用气动调节阀或电动调节阀控制,温度检测热电偶安装在裙边压脚和横隔板压脚的乏汽管路上,裙边压脚和横隔板压脚最好安装单独的供汽和乏汽管路,每组单独供汽,并设有阀门控制调节进汽量,使得每组裙边及横隔板的压脚温度均匀一致,提高裙边及横隔板二次硫化质量。
通过对波形挡边带二次硫化生产线设备进行控制系统、设备结构方面的改造、改进,提高了自动化程度,大大降低了操作人劳动强度,缩短了生产辅助工装时间,提高了生产效率,可以说是波形挡边带二次硫化生产线设备的一次技术进步。
Secondary curing production equipment for a new type structure of waveform guard conveyor belt
Secondary curing production equipment for a new type structure of waveform guard conveyor belt
Liu Hongwei
(Qingdao rubber valley productivity promotion center, Qingdao 266042,Shandong,China)
Waveform guard conveyor belt has been widely used in the f eld of conveying at present, and the demand of market increases year by year.But there is no unif ed standard of secondary sulf de production in domestic . Problems such as low degree of automation, high human cost, long time of production , low eff ciency that old curing bring about are urgently to be resolved.
waveform guard conveyor belt; secondary curing; a new type
TQ330.67
1009-797X(2016)07-0031-04
B
10.13520/j.cnki.rpte.2016.07.008

柳宏伟,副总工程师,1982年毕业于山东化工学院(现青岛科技大学),先后从事输送带专用机械的设计、管理及建设项目工作至今。
2015-10-11
(R-03)
猜你喜欢
青年文学家(2022年10期)2022-04-25
当代水产(2019年3期)2019-05-14
汽车实用技术(2017年11期)2017-07-18
大陆桥视野·下(2017年2期)2017-03-30
小学生作文选刊·低年级版(2015年7期)2015-09-07
橡胶工业(2015年10期)2015-08-01
橡塑技术与装备(2015年3期)2015-02-24
橡胶工业(2015年4期)2015-02-23
橡胶科技(2015年2期)2015-02-23
科技资讯(2014年25期)2014-12-01