
甲醇制烯烃技术进展及发展建议
2016-03-20 02:18:01徐瑞芳张变玲张亚秦郝西维陈亚妮
天然气化工—C1化学与化工 2016年4期
徐瑞芳,张变玲,张亚秦,刘 弓,郝西维,陈亚妮
(陕西煤化工技术工程中心有限公司,陕西 西安 710075)
专论综述
甲醇制烯烃技术进展及发展建议
徐瑞芳,张变玲,张亚秦,刘 弓,郝西维,陈亚妮
(陕西煤化工技术工程中心有限公司,陕西 西安 710075)
分析了目前甲醇制烯烃技术的最新进展和烯烃及其下游产品的市场。认为新建甲醇制烯烃装置不仅要考虑甲醇制烯烃技术的成熟度与可靠性,同时要结合下游产品市场选择一条抗风险能力强的技术路线。
甲醇;烯烃;乙烯;丙烯;丁烯;MTO;技术;建议
烯烃是国民经济的基础原料,在石化和化学工业发展中占有重要的战略地位。我国石油资源却相对短缺,原油进口不断增长[1-2]。英国BP公司发布的《世界能源展望(2016年版)》预测,到2035年我国石油进口依存度将从2014年的59%增加到76%。从国家能源安全角度考虑,高于50%的原油进口依存度对国民经济的发展存在极大风险。因此,《烯烃工业“十二五”发展规划》中提出,2015年烯烃原料多元化率达到20%以上[3],以缓解我国石油资源日益短缺的现状。根据我国资源禀赋特点,近年来煤化工产业发展迅速,而甲醇作为现代煤化工的重要产品和中间体,由煤/天然气经甲醇制烯烃成为发展现代煤/天然气化工产业的必然选择[4]。在此过程中,甲醇制烯烃技术是核心。
近年来,以甲醇为原料制备烯烃技术获得了国内外众多科研院所及大型企业的广泛重视,并取得了突破性的发展。根据目的烯烃产品的不同,甲醇制烯烃技术分为以乙烯、丙烯产品为主的MTO技术,以丙烯产品为主的MTP技术[5],以丁烯、丙烯产品为主的MTX技术等。针对甲醇制烯烃产业遍地开花的现状,国内新建装置如何选择一条具有市场应用前景的产品路线也是困扰企业的难题。
1 甲醇制烯烃技术进展
1.1 甲醇制乙烯、丙烯(MTO)技术
1.1.1 DMTO及DMTO-II技术
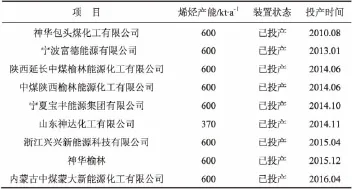
表1 已投产的DMTO装置Table 1 DMTO projects which have been put into operation
为了进一步提高目的产品乙烯和丙烯的收率,2010年5月,由陕西煤化工技术工程中心有限公司、大连化物所、中国石化集团洛阳石油化工工程公司共同完成了甲醇制烯烃DMTO-II万吨级工业化试验。最终甲醇转化率达到99.97%,乙烯+丙烯选择性为 85.68%[7],DMTO-II吨烯烃甲醇消耗由DMTO技术的2.96t降低至2.67t。
DMTO技术是目前世界上投产数量及产量最多的甲醇制烯烃技术,截止2016年4月,已成功投产9套(表1)。2015年2月,蒲城清洁能源化工有限责任公司180万t/a甲醇进料规模的DMTO-II工业示范装置全流程打通。
1.1.2 UOP/Norsk Hydro的MTO技术
美国环球油品公司(UOP)自20世纪80年代开始MTO催化剂的研发工作,1992年UOP与挪威的海德鲁公司开始联合开发MTO工艺,该工艺采用流化床催化裂化工艺,以改性的硅氧磷铝SAPO-34作为催化剂。1995年完成了甲醇加工能力0.75~1.0t/d的中试试验,为了尽快推进该技术的工业化进程,2009年完成了10t/d甲醇进料的工业化试验。采用此技术以最大产能生产乙烯时,乙烯、丙烯和丁烯的产率分别为46%、30%、9%,其余副产物为15%[8]。
截止2016年4月,已投产的UOP/Norsk Hydro的MTO技术见表2。
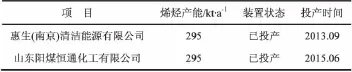
表2 已投产的UOP/Norsk Hydro MTO装置Table 2 MTO projects of UOP/Norsk Hydro which have been put into operation
1.1.3 SMTO技术
沿着HBSP传输数据包能够减少端到端传输时延,并且防止数据包到达空洞边界,缓解了局部最小问题。然而,如果所有数据包沿着HBSP传输,则增加了边界网络区域的负载,如图1(b)所示。
中国石化于2000年开始组织中国石化上海石油化工研究院、中国石化工程建设有限公司和中国石化北京燕山分公司联合研究甲醇制烯烃技术,成功开发了SMTO技术。SMTO技术采用流化床工艺,选用新型催化剂SAPO-34。该分子筛催化剂以乙胺和氟化物为复合模板剂,具有合成成本低、分子筛晶粒小且结晶度高的优点。试验结果显示:甲醇转化率高达99%,乙烯+丙烯选择性达78.24%[9]。
2011年10月首套采用该技术的20万t/a烯烃产能的甲醇制烯烃装置在中原石化开车成功[10]。
1.1.4 XMTO技术
西南化工研究设计院有限公司与青岛三力本诺化学有限公司合作,在其自主研发、生产的甲醇制烯烃催化剂和C4+烃类裂解专用催化剂上,于2015年7月1日完成了XMTO甲醇制烯烃技术的千吨级试验考核验收[11]。现场72h连续运行考核数据表明:甲醇转化率≥99.5%,乙烯+丙烯单程选择性为 66%~69%,C2~C4烯烃碳基总选择性为~79%,通过裂解回炼(CTP)后的乙烯+丙烯碳基选择性为84%~87%。
1.2 甲醇制丙烯(MTP)技术
1.2.1 Lurgi的MTP技术
德国鲁奇(Lurgi)公司在20世纪90年代开发研究MTP技术,该工艺以甲醇为原料,目的产品为丙烯,甲醇先在预反应器内经过催化脱水生成二甲醚[12],反应过程中生成的乙烯、丁烯产品返回反应器内进行歧化反应以最大程度增产丙烯。该工艺采用固定床绝热反应器,正常情况下三台并联的MTP反应器中有两台反应器用于反应,一台反应器用于再生。为了避免反应器中生成焦炭,在反应同时向MTP反应器内注入蒸汽。该工艺所用催化剂为Lurgi公司与德国南方化学公司合作开发的改性ZSM-5催化剂,催化剂每操作600~700h,需进行烧焦再生[13]。主要技术指标为:甲醇转化率大于99%,丙烯收率为65%。
截止2016年4月,已投产的Lurgi的MTP技术见表3。
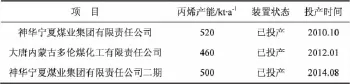
表3 已投产的Lurgi的MTP装置Table 3 MTP projects of Lurgi which have been put into operation
1.2.2 清华大学的FMTP技术
FMTP技术是由清华大学开发出的甲醇制丙烯技术。清华大学在其研制出的SAPO-18/SAPO-34分子筛交相混合的催化剂上,采用两个循环流化床反应器,将甲醇制烯烃反应 (在MTO反应器中)与乙烯、丁烯制丙烯反应(在EBTP反应器中)进行结合以最大程度生产丙烯。此工艺最大的特点是反应生成的乙烯、丁烯及戊烯组分均送回EBTP反应器,主产品为丙烯,也可根据需要生产乙烯和丙烯。
2009年9月,清华大学、中国化学工程集团公司、安徽淮化集团三方合作,完成了甲醇转化能力为3万t/a的FMTP工业化试验。72h标定主要技术指标为:甲醇转化率达到99.5%,丙烯总收率为67.3%[14]。目前FMTP技术还未见工业化应用报道。
1.3 甲醇制丁烯联产丙烯(CMTX)技术
甲醇制丁烯联产丙烯(CMTX)技术以甲醇为原料,目的产品为丁烯和丙烯。2015年7月,陕西煤业化工技术研究院有限责任公司、上海碧科清洁能源技术有限公司、上海河图石化工程有限公司在陕西华县完成了CMTX万吨级工业化试验运行。该技术在ZSM-5专有催化剂上,采用循环流化床反应器,以差异化产品方案为主要特点,该工艺具有空速高、水醇比低、装置处理能力强、投资省、能耗低的特点,同时最大程度生产丁烯和丙烯产品。
2 主要烯烃产品及下游市场分析
2.1 乙烯
我国是世界第二大乙烯生产国[15]。虽然过去几年,中国乙烯产能呈现增长趋势,但我国仍是乙烯的净进口国,进口量较稳定,占年表观消费量的10%左右。2010~2014年我国乙烯产能、产量、进出口及表观消费情况见表4[16]。

表4 2010~2014年中国乙烯生产和消费情况Table 4 2010-2014 ethylene production and consumption in China
乙烯作为重要的基础化工原料,其主要下游产品需求强劲。以占乙烯总消费量约52%的聚乙烯(PE)为例,我国PE产能由2005年的588万t/a增加到2014年的1490万t/a,但与此对应的表观消费量数值由1023.5万t增加至2140.7万t,预计2016年我国PE仍需进口约800万t[17]。乙二醇作为我国第二大乙烯衍生物,占乙烯总消费量的19.4%,但其自给率仅为30%,每年仍需大量进口乙二醇。
2.2 丙烯
丙烯产能近几年来增速越来越快。2015年,中国大陆丙烯总产能为2829万t/a左右,但2015年丙烯表观消费量为2266万t,供应过剩的情况已经出现。
聚丙烯作为是丙烯最主要的下游产品,其对于丙烯消耗总占比高达71%。2014年中国大陆聚丙烯产量和表观消费量分别为1225万t和1837万t[18],过去3年平均增长率分别为12%和9%,聚丙烯产能增速已高于消费增速。装置平均开工率逐年下降。同时近年来丙烷脱氢制聚丙烯、煤制聚丙烯装置扩能计划不断涌现,所以国内聚丙烯装置供大于求、开工率逐年下降的大趋势仍难以逆转。
2.3 丁烯
丁烯主要来自于液化石油气(LPG),国内LPG供应量自2011年以来呈增长趋势,但增速较缓。初步统计,2014年国内LPG产量约为2540万t,消费量约为3100万t,自给率从2011年的90%左右已回落至2014年的82%。预计未来一段时间,由于石油路线乙烯产能增长也将十分缓慢,副产LPG量增长十分有限,国内LPG供应面仍将保持比较紧张局势。
LPG下游主要包括民用和化工两大主要方向。从2010年到2014年,化工利用在LPG下游消费中占比由13%增长至39%。液化气直接或间接下游化工利用路线包括生成烷基化油,丁烯与乙烯歧化制丙烯、LPG催化裂解制丙烯等技术的大力发展使得LPG及其中丁烯资源越来越紧张。
3 甲醇制烯烃技术发展建议
甲醇制烯烃技术作为煤化工和石油化工技术的重要结合点,近年来保持了良好的发展势头。但新建装置不仅要考察系列甲醇制烯烃技术的成熟度与可靠性,同时也要根据烯烃及其下游产品的市场选择一条抗风险能力强的产品路线。根据对乙烯、丙烯及丁烯产品的市场分析认为,针对丙烯及其下游产品过剩的现状,甲醇制烯烃催化剂的开发应重点以乙烯、丁烯产品为主,在乙烯下游产品的选择方向上,更应重视产品差异化及降低生产成本等因素。
[1]袁学民,孙世谦,张蒙,等.国内甲醇制烯烃技术最新进展[J].现代化工,2012,32(12):29-31.
[2]韩宝庆.甲醇制低碳烯烃技术现状及前景分析[J].天津化工,2013,27(4):10-12.
[3]李建新,孙宝文,陈伟.甲醇制烯烃技术进展及产业化动态[J].石油化工技术与经济,2013,29(4):57-62.
[4]朱伟平,李飞,薛云鹏,等.甲醇制烯烃工艺技术研究进展[J].天然气化工·C1化学与化工,2013,38(4):90-94.
[5]南海明,文尧顺,吴秀章,等.甲醇制烯烃技术最新进展[J].现代化工,2014,34(7):41-46.
[6]郝西维,张军民,刘弓.甲醇制烯烃技术研究进展及应用前景分析[J].洁净煤技术,2011,17(3):48-51.
[7]刘媛,何祚云.煤基甲醇制烯烃技术进展及经济性分析[J].现代化工,2013,33(1):13-18.
[8]白尔铮,金国林.甲醇制烯烃(MTO)和MTP工艺[J].化学世界,2003,(12):674-676.
[9]王茜,李增喜,王蕾,等.甲醇制低碳烯烃技术研究进展[J].工程研究—跨学科视野中的工程,2010,2(3):191-199.
[10]李丽英,田广华.煤基甲醇制烯烃技术及产业发展现状[J].合成树脂及塑料,2013,30(4):75-79.
[11]XMTO甲醇制烯烃技术中试完成现场考核验收 [J].天然气化工·C1化学与化工,2015,40(1):23.
[12]王庚,唐煜,薛振欣.甲醇制烯烃技术最新进展[J].辽宁化工,2011,40(7):735-738.
[13]张香兰,许宏.煤制烯烃工艺技术分析[J].煤炭加工与综合利用,2013,(2):53-57.
[14]刘中民,齐越.甲醇制取低碳烯烃(DMTO)技术的研究开发及工业性试验[J].成果与项目,2006,21(5):406-408.
[15]杨挺,封凯.石脑油与甲醇制烯烃的竞争力分析[J].中国石油和化工经济分析,2014,(8):59-61.
[16]安超.2014中国乙烯市场分析与前景展望 [J].中国石油和化工经济分析,2015,(7):55-57.
[17]常敏.2014中国聚丙烯市场分析与前景展望 [J].中国石油和化工经济分析,2015,(8):47-50.
[18]杨波.2014中国聚丙烯市场分析与前景展望 [J].中国石油和化工经济分析,2015,(8):51-54.
Technology progress and development suggestion for methanol to olefins
XU Rui-fang,ZHANG Bian-ling,ZHANG Ya-qin,LIU Gong,HAO Xi-wei,CHEN Ya-ni
(Shaanxi Coal Chemical Technology Engineering Center Co.,Ltd.,Xi'an 710075,China)
The latest development of methanol to olefins(MTO)technology and the market of olefins and their downstream products are analyzed.It suggests that building a new MTO plant should not only consider the maturity and reliability of technology, but also select the technical route with better anti-risk capability by combining with the market of downstream products.
methanol;olefins;ethylene;propylene;butylene;MTO;technology;suggestion
TQ221.21
:A
:1001-9219(2016)04-81-04
2016-05-15;
:徐瑞芳(1984-),女,硕士研究生,技术负责人,工程师,现从事煤化工领域技术开发工作,电话 15829885625,电邮xurf@sxccec.com。
猜你喜欢
扬子江诗刊(2023年3期)2023-05-06 10:40:14
大众文艺(2022年16期)2022-09-07 03:08:04
云南化工(2021年8期)2021-12-21 06:37:38
中国石油石化(2021年9期)2021-07-17 09:24:10
农药科学与管理(2019年5期)2019-08-13 00:48:02
石油炼制与化工(2017年2期)2017-04-07 08:40:11
中国塑料(2016年6期)2016-06-27 06:34:04
当代化工研究(2016年7期)2016-03-20 16:21:55
当代化工研究(2016年2期)2016-03-20 16:21:18
物理化学学报(2015年5期)2015-02-28 17:34:59
