
磨料回收系统智能控制研究
2016-03-18 10:17王嘉容吕莉华
造船技术 2016年1期
韩 荃, 董 浩, 王嘉容, 吕莉华
(上海船舶工艺研究所, 上海 200032)
磨料回收系统智能控制研究
韩荃, 董浩, 王嘉容, 吕莉华
(上海船舶工艺研究所, 上海 200032)
摘要在现阶段我国大型造船厂广泛使用的涂装工场中,磨料回收系统是必不可少的组成部分。磨料回收系统一般由局部除尘器、局部除尘风机、皮带输送机、斗式提升机、磨料清理机和螺旋输送机组成,其设备的启动与停机需遵循一套启停程序,以保证系统内不会淤积磨料。如果磨料回收系统存在磨料淤积,设备启动荷载极易超出额定负荷,从而导致设备无法正常运行或损坏。
本项目“磨料回收系统智能控制研究”就是针对磨料回收系统的实际工作状态,通过智能控制设备的运行状态,精确控制磨料回收系统内部各个设备的开机与关机时机,合理分配能源,最大化地减少磨料回收系统的空载时间,从而达到既能满足原有的生产负荷,又能节约能耗降低设备损耗的目的,为涂装工厂节能减排、降本增效提供了技术支持。
关键词磨料回收系统智能控制减少淤积节能减排
Intelligent Control Research on Abrasive Recovery System
HAN Quan, DONG Hao, WANG Jia-rong, LV Li-hua
(Shanghai Shipbuilding Technology Research Institute, Shanghai 200032, China)
AbstractCoating workshop for large shipyards, widely used in China at the present stage of abrasive recovery system is a part of less than not.Abrasive recovery system in general by the local dust collector and local dust removal fan, belt conveyor, bucket elevator, abrasive blasting machine and screw conveyor.The equipment start and stop to follow a set of start-stop standards,to ensure that the system will not fill abrasive, otherwise once recovery system for abrasive debris to a certain extent. The equipment can't normal boot or damage to the equipment of the serious consequences.
The project "abrasive recovery system intelligent control research" is aimed at abrasive recovery system of the actual working condition, through intelligent control equipment running status, precise control of abrasive recovery system inside the boot and shutdown time of the equipment, reasonable distribution of energy, minimize the abrasive recovery system of idle time, so as to achieve both can satisfy the original production load, and can reduce equipment loss for the purpose of saving energy consumption, energy conservation and emissions reduction for group company, the authors advocate efficiency provides the technical support.
KeywordsAbrasive recovery systemIntelligent control researchDecrease depositionEnergy conservation
0引言
在我国现阶段的大型涂装工场中,磨料回收系统是必不可少的组成部分,其主要负担的功能是将喷砂系统喷出的砂丸及时地回收到磨料存储单元中,使其可以循环反复使用。
在现阶段的涂装工场生产中,以广州中船龙穴造船有限公司为例,一间喷砂车间拥有4套集中回收磨料地坑,理论上4套磨料回收系统回收全部磨料的时间只需要3~5 h,但由于考虑到综合经济成本,每个喷砂车间一般只配置1~2台山猫推砂车,无法满足4套回收区域同时回砂的最高效率要求,且船用分段在预验收以后,还需要局部的补焊和补喷,这样在集中回收的时间段外,磨料回收系统还需要再次开机回收,回收的时间长短完全取决于现场施工工人的进度。综合以上情况,磨料回收系统一天的工作运行时间一般都在10~12 h左右,其中满负荷运行时间却一般不超过5 h,设备运行的大部分时间都处于空载运行,这样即损耗电能又增加设备损耗。而磨料回收系统在涂装工场中虽然不是最大耗电量的系统,但是由于每天开机时间长、系统负荷量大,如果可以在满足生产能力的要求下,合理减少系统的运行时间,就可以达到既能满足原有的生产负荷,又能节约能耗、降低设备损耗的目的。因此开发磨料回收系统的智能控制系统来满足上述要求是十分必要的。
1系统功能简述
磨料回收系统的智能控制系统其目标是为了解决现阶段造船厂大型涂装工场由于实际生产工艺等原因产生多个回收区域的回砂量不平均,设备空载运行所造成的电能浪费、设备损耗增加等问题。磨料回收智能控制系统采用高效的计算核心、准确而稳定的信号采集模块,实现磨料回收系统的智能化,降低了磨料回收系统空载运行时间。
一套完整磨料回收系统一般是由地坑集砂斗、皮带输送机、斗式提升机、磨料清理机及储料桶组成。磨料回收地坑集砂斗中磨料数量的多少是可以实时反映磨料回收系统中磨料回收的情况。以广州中船龙穴造船有限公司为例,根据现场调研,当磨料回收集砂斗装满磨料后,磨料回收系统需要30 min的时间将集砂斗中的磨料回收完毕,因此当磨料回收集砂斗中的磨料全部回收到磨料回收系统储料桶中后,若没有新的待回收磨料被再次加入集砂斗中时,磨料回收智能控制系统将根据安装在地坑集砂斗上的磨料检测传感器传回的信号,智能判断是否可以停机进入到待机状态,以节约能源及降低设备损耗。而当新的待回收磨料被再次加入地坑集砂斗后,智能控制系统将再次对磨料数量进行判断,自行选择开机回收时机,如此循环反复,可以将磨料回收地坑集砂斗作为回收磨料缓冲区的利用率最大化,避免了设备空载运行和设备频繁启动停止等问题。
2系统设计
2.1磨料检测系统设计
磨料检测系统是磨料回收智能控制系统的主要功能。考虑到造船厂磨料回收系统工作环境恶劣,在满足功能需求的前提下,检测传感器选择了动作可靠、性能稳定、响应频率高、使用寿命长、抗干扰能力强、具有防水及防尘功能的全封闭电感式接近开关,如图1所示。

图1 电感式接近开关
因为电感式接近开关的有效检测距离均较小,该型号接近开关有效检测距离只有10 mm,且为了避免接近开关检测头直接接触被检测物体磨料所造成的磨损,在接近开关与磨料之间需采用有机玻璃面板进行隔离。为了避免检测窗口发生积砂情况,再综合考虑有效检测距离,且使有机玻璃隔板的磨损降至最低,最终将有机玻璃隔板制作为凸台凹型结构,如图2所示。其凹面中心点距电感式接近开关检测头只有5 mm,既可保证检测距离在电感式接近开关的检测范围内,又可保证不会发生当地坑集砂斗从料满到料空后检测面有磨料堆积的问题。
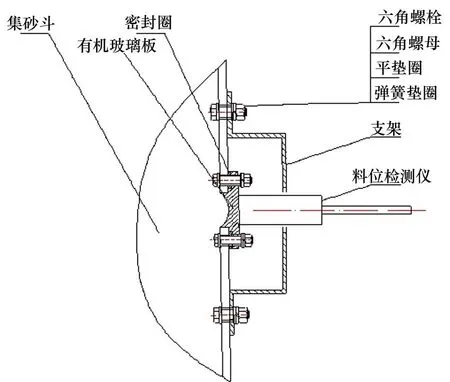
图2 凸台凹型有机玻璃安装示意图
在检测装置安装位置较充裕的情况下,还可以采用一般的平板有机玻璃隔板,如图3所示。对比凸台凹型有机玻璃隔板,该种方案的优点是降低了有机玻璃隔板的加工难度,不需要将有机玻璃隔板处理成凸台凹形结构,且由于有机玻璃面板面积增大,又增加了接近开关的检测位调节幅度。但不足之处是会降低地坑集砂斗的机械强度及增大安装的难度。这两种安装方案,都可以达到对磨料检测的要求,并且具有良好的稳定性和实用性。具体选用何种安装方式,可以根据不同磨料回收系统的现场实际情况进行综合判断。

图3 平面有机玻璃安装示意图
2.2智能控制部件设计
智能控制部件是磨料回收系统智能控制系统的核心部件。磨料回收系统要智能化,势必要有信号收集、信号分析处理、系统反馈响应等一系列功能,而智能控制部件对信息的处理分析就是其中最关键的一步,其作用就相当于人的大脑,控制着整个磨料回收系统的运行。
系统流程图如图4所示。

图4 系统流程图
首次开机通电后,系统自检初始化进入待机状态,控制部件不断地检测回收地坑集砂斗上的下部接近开关是否有信号输入。如果没有,则一直保持待机状态,如果有信号输出,则再检测回收地坑集砂斗上的上部接近开关是否有信号,如果没有信号,则保持待机状态,等待集砂斗中加砂,当上部接近开关发出信号时,控制部件则发出开机信号使系统正常开机运行,开始进行回收工作。当正常运行过程中,如果上部接近开关信号消失,则再检查下部接近开关的信号,如果有信号则保持开机状态不变,如果下部接近开关信号也消失,则进入延时关机状态,待系统内的磨料全部回收到储料桶以后,控制部件发出关机信号,系统再次进入待机状态,如此循环反复,系统的使用效率将会显著提高,节约了不必要的电能消耗,降低设备磨损率。
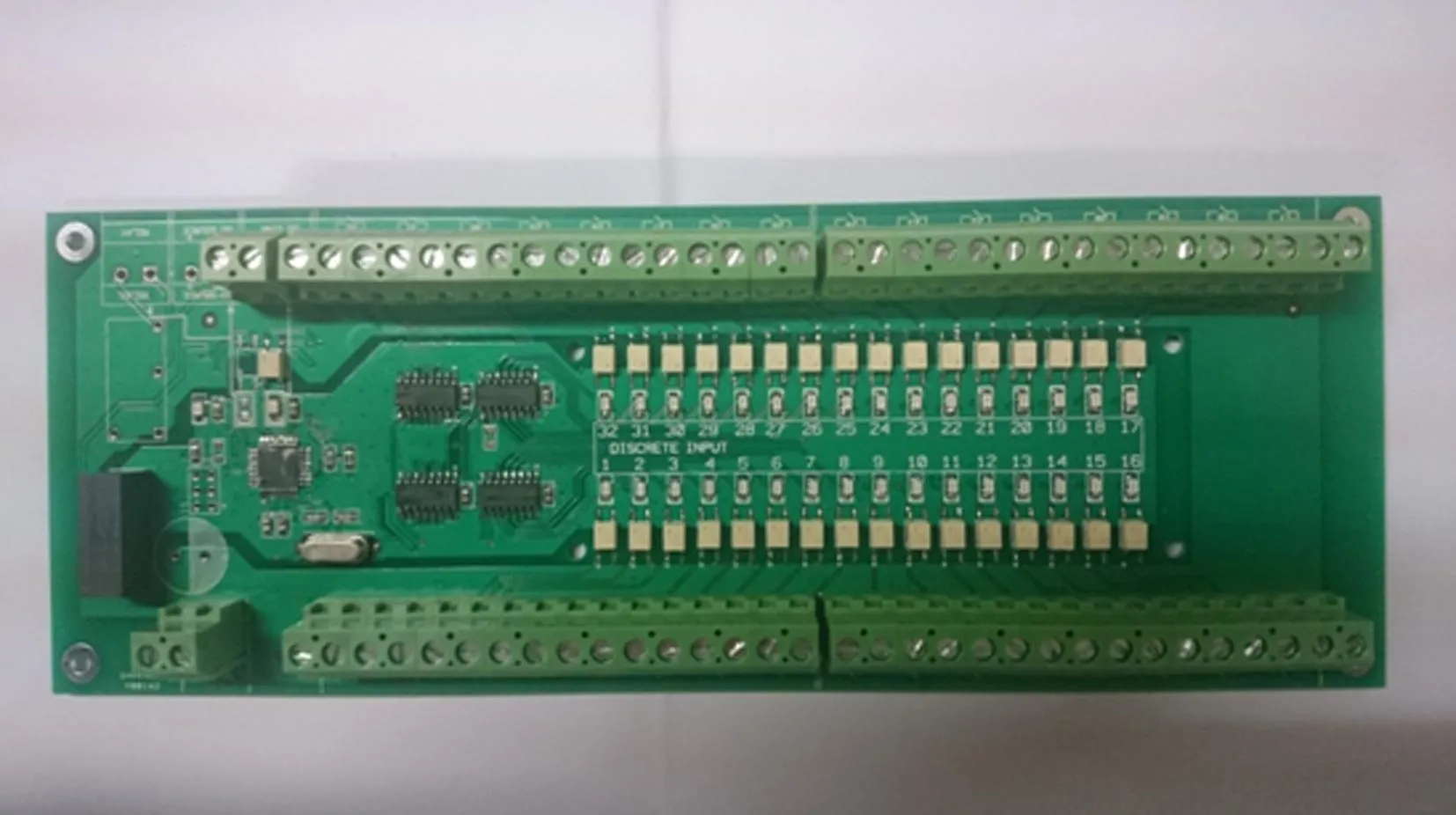
图5 智能控制部件

图6 智能控制部件PCB图
磨料回收系统智能控制部件如图5、图6所示。智能控制部件采用AVR系统开发,主控器选用ATMEL公司的ATMEGA48单片机。AVR系列单片机是ATMEL公司推出的第一款具有真正意义上的RISC结构8位单片机,具有先进的指令集及单时钟周期指令执行时间,数据吞吐率可高达1 MIPS,其性能明显优于其他类型的8位单片机。系统设计中,为了智能控制部件可以适应不同涂装工场的磨料控制系统,控制部件的信号采集端口设计为32个,可同时接受和处理现场最多32个信号发生器所发来的信号,如果现场信号源超过32个时,还可以采用多块智能控制部件级联的方式进行扩展,从而真正满足未来涂装工场对模块适应性和扩展性的要求。考虑到现场恶劣的电磁环境,系统采用隔离电源,所有的输入输出采用光电隔离,所用的光耦可以承受3 000 V以上的电压,保证主控电路不被损坏。同时,所有的端口都设计有保护器件,以确保智能控制部件主板的可靠性,不会被浪涌、脉冲群和静电冲刺所损坏。该智能控制部件具有体积小、扩展性好、安装方便、运算速度快、抗干扰能力强等优点。
3试验及结果
磨料回收系统智能控制装置经过分系统调试和整机联调后,系统各部分功能已运行正常,具备了实际生产能力。为了验证智能控制系统的实际节能效果,将用实验对设备的运行效果进行测试。
实验过程为期3个月,在XX造船厂涂装工场正常运行的过程中,项目组收集了安装在实验组和对比组涂装工场磨料回收控制柜的8组电能检测箱中的检测数据和相对应的涂装工场的产量记录,具体的数据如表1所示。

表1 磨料回收系统智能控制研究节能数据分析表
根据公式:平均面积能耗=总消耗电能/总处理面积。
节约能耗=(B间平均面积能耗-A间平均面积能耗)/B间平均面积能耗。
由上式可计算得出:A间实验间比B间对比间节约能耗42.2%,结果如表2所示。
由表2的实测结果可知,磨料回收系统智能控制装置的节能效果非常好,整套系统装置安装到现有磨料回收系统中后,其带来的节能效果已经达到了42.2%。

表2 A、B车间回收能耗对照表
4小结
由于磨料回收系统智能控制装置具有结构紧凑、安装方便、控制准确、性能稳定、价格低廉等特点,在现有的涂装工场的磨料回收系统中安装后,相对于未改造的磨料回收系统,改装后的磨料回收系统其能效显著提高,降低了回收设备的维护保养工时,工作效率得到了提升。
由于该套装置具有显著降低磨料回收系统能耗与减少设备维护保养工时的能力,因此将极大地提高我国现阶段分段涂装工场的使用效率,节约能耗、降低排放,在国内的广大造船企业推广使用后,将有利于提高我国造船业的生产效率和产品质量,增强我国造船企业在国际造船企业中的综合竞争力。
参考文献
[1]周兴华.AVR单片机C语言高级编程设计[M].北京:中国电力出版社,2011.
[2]高雪飞,安永丽,李涧.Altium Designer10原理图与PCB设计教程[M].北京:北京希望电子出版社,2014.
[3]中华人民共和国化工部.GB50058-92爆炸和火灾危险环境电力装置设计规范[M].北京:中国计划出版社,2004.
[4]中华人民共和国能源部.GB50150-91电气装置安装工程电气设备交接试验标准[M].北京:中国计划出版社,2005.
[5]中华人民共和国电力工业部.GB50254-96电气装置安装工程低压电器施工及验收规范[M].北京:中国计划出版社,2002.
[6]机械设计手册编委会.机械设计手册第1卷(新版)[M].北京:机械工业出版社,2007.
[上接第28页]
表4展示了全船模型在四种工况下的应力值,表5展示了全船板单元和梁单元的最大应力值。由计算结果可知,在各种工况下本船船体结构中的各种板梁结构的各种应力分量均满足《内规》规定的强度标准[9],全船强度满足规范要求。各种工况下,本船船体结构各种构件上的骨材、加强筋及面板、支柱、桁架等梁式构件的轴向应力均小于相应的许用应力,它们的强度满足规范要求。
5结论
(1) 本船的应力与变形计算结果表明船体各结构的最大应力均在材料屈服应力以内是满足强度要求的。同时船体的位移变形值比较小,相对船舶主尺度可忽略不计,刚度满足要求。
(2) 比较满载波浪中垂(工况1)、半载波浪中拱(工况2)、半载波浪中垂(工况3)以及空载波浪中拱(工况4)等典型工况。在半载波浪中垂(工况3)下船体板单元和梁单元结构应力水平不高,安全系数较高;在满载波浪中垂(工况1)和空载波浪中拱(工况4)下船体结构中的应力水平较高,在平台侧板垂直桁处与顶棚甲板处有应力集中现象。
(3) 通过全船结构屈服强度有限元直接计算结果表明:1 500 dwt散装水泥趸船规范设计结果安全,设计合理。在各计算工况下,本船船体结构所有板单元形心处中面应力符合相应衡准要求。所有梁单元轴向应力符合相应衡准要求。
(4) 通过本船的改造设计研究,为内河其他同样类型船舶的改造再利用提供了参考和有益的借鉴。
[1]帕利O M,巴依佐夫T B. 船舶结构力学手册[M]. 北京:国防工业出版社,2002.
[2]王从晶,夏利娟. 全船有限元结构分析的若干关键技术[J]. 上海交通大学学报,2010,44(6):768-773.
[3]张少雄,杨永谦. 船舶结构强度直接计算中惯性释放的运用[J]. 中国舰船研究,2006,1(1):58-61.
[4]张少雄,陈有芳,李雪良. 船舶结构强度直接计算中板单元应力的取法[J]. 船舶工程,2004(3):28-35.
[5]陈庆强,朱胜昌. 船体结构强度直接计算中外载荷节点化方法[J].船舶工程,1996(4):7-10.
[6]Ting yao Zhu, Toshiyuki Shigemi. Practical estimation of the design loads for primary structural members of bulk carrier [J]. Marine Structures, 2003(16):489-515.
[7]中国船级社.船体结构强度直接计算指南[M].北京:人民交通出版社,2001.
[8]陈有芳,徐立. 船舶结构强度直接计算分析中应力的选取[J]. 武汉理工大学学报,2004,28(2):174-177.
[9]中国船级社. 钢质内河船舶建造规范[M]. 北京:人民交通出版社,2012.
中图分类号TP277
文献标志码A
作者简介:韩荃(1982-),男,工程师,从事工业设备智能化控制研究。
猜你喜欢
流体机械(2022年8期)2022-10-13
煤气与热力(2022年4期)2022-05-23
防爆电机(2021年5期)2021-11-04
舰船科学技术(2021年12期)2021-03-29
考试与评价·高一版(2020年6期)2020-11-02
铁道通信信号(2020年1期)2020-09-21
中国生殖健康(2019年3期)2019-02-01
制造技术与机床(2018年9期)2018-09-19
凿岩机械气动工具(2016年3期)2016-03-01
筑路机械与施工机械化(2014年7期)2014-03-01
