换热器高等级管头紧密度的胀接压力分析
2016-03-16 08:51:15陈孙艺
化肥设计 2016年1期
陈孙艺
(茂名重力石化机械制造有限公司,广东 茂名 525024)
换热器高等级管头紧密度的胀接压力分析
陈孙艺
(茂名重力石化机械制造有限公司,广东 茂名525024)
摘要:对用于换热器管头胀接的进口和国产液压胀管机操作手册所提出的胀接压力进行了对比分析,结果表明,国内外关于管头胀接压力及其因素的阐述存在多方面明显的差异,主要包括管头结构尺寸参数、压力高低及其可实现性、技术原理、压力概念内涵等4个方面。有的进口胀管机胀接压力的计算以管头密封需求为基础,而国内胀管机胀接压力的计算以管头密封能力为基础。
关键词:密封;紧密度;液压胀接;胀接压力;管头;换热器
列管式换热器换热管与管板组成的管头,其连接强度及密封的可靠性是保证产品运行质量的关键,研究发现,文献[1]中列出了管头胀接压力式,其计算结果非常大,甚至无法实现,国内外标准和资料中对管头胀接压力相关概念的表述存在明显差异性,对这些因素认识不清会影响设备制造中的产品质量。为了在业内引起关注,这里分别以国内外液压胀管机操作手册的内容为基础,对胀接压力的各种概念进行分析比较,并以常见换热器高等级管头组合材料为案例对其紧密度的胀接压力进行计算分析。
1液体胀接压力
1.1某进口胀管机胀接压力基本概念
文献[1]中列出了如下液体胀接的3个基本压力及其2条计算式,但是未指出公式的出处,经溯源,计算式由H. Krips和M. Podhorsky在上世纪70年代研发液压胀管机时提出,后来在由供应商BALCKE-DÜRR提供的某胀管机操作手册中作了介绍。
(1)

(2)
式中,po为界限压力(limit pressure),指撇去胀接液压后使管板的弹性恢复等于管子弹性恢复的液压膨胀压力,此时不存在残余贴合压力,即pH=0。
pi为最大液压压力(maximum expansion pressure),指液压胀接的最大压力,为了使胀接后有残余贴合压力pH存在,即pi>po。但大多少则取决于胀接紧密程度和拉脱力的大小。这里,笔者以pit表示贴胀最大液压压力,piq表示强度胀最大液压压力。
pH为贴合压力(adhesion pressure),是管子与管板之间的残余贴合压力。按文献[1],通常贴胀时pH=20 MPa(g);强度胀时pH=700 MPa(g);紧密胀时pH=200~700 MPa(g)。具体取值应考虑工况变化的影响。作者据此绘制图1,经国内外案例计算和比较分析,认为文献[1]提供的参数有错误,强度胀压力宜修正贴合压力为pH=70 MPa(g),紧密胀压力宜修正贴合压力为pH=20~70 MPa(g)。
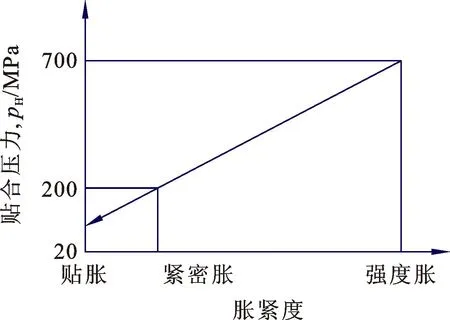
图1 贴合压力取值范围
β为减薄系数,取决于管板的有关几何尺寸,笔者根据文献[1]中的图6回归得:
β=0.071 4UP+0.730 1
(3)
式中,Up为管板半径比,Up=(2S-D)/D;
S为管板孔中心距,mm;
D为管板孔径,mm;
do为管子外径,mm;
di为管子内径,mm;
UR为管子径比,UR=do/di;
ν为波松比;
σt为管子材料屈服时的应力,MPa(g);
Ep为管板材料弹性模量,MPa(g);
ER为管子材料弹性模量,MPa(g)。
1.2某国产胀管机胀接压力基本概念
根据浙江台州大洋液压胀管设备制造有限公司提供的《超高液压胀管新技术》,有如下液体胀接的3个基本压力概念及其计算式[2]。
po为换热管全(壁厚)屈服压力,为换热管外壁刚发生塑性变形时胀管压力,此时只有换热管变形,管板不受力,称为换热管预胀阶段。
pmin为最小胀接压力,是指当换热管外壁与管孔已经接触,但是管板处于弹性变形状态,仅管孔壁有局部塑性变形,两者之间开始产生残余应力,但是其径向残余应力为零时的胀管压力。
pmax为最大胀接压力,为管板孔壁开始产生塑性变形时的胀管压力。
在考虑管板厚度非胀接区的应力线性衰减影响,以及换热管周围管桥的胀接压力放大影响后,有关压力计算式为[2]:

(4)
(5)
(6)
式中,RteL为管子材料的屈服强度,MPa(g);RseL为管板材料的屈服强度,MPa(g);
径比:
(7)
对于管孔正三角形排列[2]:
(8)
对于管孔正方形排列[2]:
(9)
系数[2]:
(10)
(11)
L为管板厚度中间局部胀管区域,mm;ri为换热管全屈服时的内半径,mm;rc为换热管全屈服时的外半径,mm;其他符号的含义同前。
1.3典型管头结构参数
针对常见换热器,表1列出了常见3种管头结构尺寸的计算参数。

表1 结构尺寸计算参数
根据上述计算式(1)和(2)所需要的材料性能参数,表2列出了常见3种材料组合的计算参数。胀接在常温进行,表中管子屈服时的应力取GB 150.2或相应标准中换热管材料≤20 ℃时的许用应力,这除根据溯源理解外,还出于以下理由:第一,这里包含适当的安全系数,可从设计的角度预防过胀致换热管开裂;第二,工程中虽然可以以换热管材料的实际性能检测值作为屈服应力的依据,但是也只能作为参考,因为换热管的性能检测以轴向拉伸为标准,而胀接时起决定作用的是换热管的周向力学性能,且周向力学性能往往低于轴向力学性能;第三,即便这样,其胀接压力计算结果也明显高于国产胀管机的计算结果,如果按习惯取屈服极限值,则国内外胀管机胀接压力的计算结果差异更加显著。

表2 材料性能计算参数
2进口胀管机胀接压力计算
2.1由φ19×2.0换热管组合管头的胀接压力
对于常用的φ19×2.0规格的换热管,把表1中的有关参数分别代入式(1)和(2),简化为:
(1-1)
(2-1)
(1) 对于10换热管和16Mn管板组合的管头,由式(1-1)得界限压力:
po=(0.307 871 472 2×1.0+0.302 264 445)245
≈149.49 MPa(g)
由式(2-1)得贴胀最大液压压力:
pit=20(1.185 255 423+1.822 437 598×1.0)+149.49
≈209.64 MPa(g)
以及修正贴合压力前后计算强度胀最大液压压力:
piq=700(1.185 255 423+1.822 437 598×1.0)+149.49
≈2 254.87 MPa(g)
piq=70(1.185 255 423+1.822 437 598×1.0)+149.49
(2) 对于10换热管和中铬钼钢管板组合的贴胀管头,由式(1-1)得界限压力:
po=(0.307 871 472 2×1.045+0.302 264 445)245
≈152.88 MPa(g)
由式(2-1)得贴胀最大液压压力:
pit=20(1.185 255 423+1.822 437 598×1.045)+152.88
≈214.67 MPa(g)
以及修正贴合压力前后计算强度胀最大液压压力:
piq=700(1.185 255 423+1.822 437 598×1.045)+152.88
≈2 315.67 MPa(g)
因此,利用红色文化推动新时代中国特色社会主义建设,必须重视红色文化的价值功能,使人民群众在红色文化中找到归属感,从而推动人民群众对马克思主义理论的当代认知并从情感取向上倾向于马克思主义,将其转化为他们自己的行为和实践指导规范。
piq=70(1.185 255 423+1.822 437 598×1.045)+152.88
≈369.16 MPa(g)
(3) 对于0Cr18Ni9(S30408)或0Cr17Ni12Mo2(S31608)换热管和16Mn管板组合的贴胀管头,由式(1-1)得界限压力:
po=137(0.307 871 472 2×1.031+0.302 264 445)
≈84.90 MPa(g)
由式(2-1)得贴胀最大液压压力:
pit=20(1.185 255 423+1.822 437 598×1.031)+84.95
≈146.24 MPa(g)
以及修正贴合压力前后计算强度胀最大液压压力:
piq=700(1.185 255 423+1.822 437 598×1.031)+84.95
≈2 229.88 MPa(g)
piq=70(1.185 255 423+1.822 437 598×1.031)+84.95
≈299.44 MPa(g)
(4) 对于S304或S316换热管和中铬钼钢管板组合的贴胀管头,由式(1-1)得界限压力:
po=137(0.307 871 472 2×1.077+0.302 264 445)
≈86.84 MPa(g)
由式(2-1)得贴胀最大液压压力:
pit=20(1.185 255 423+1.822 437 598×1.077)+86.84
≈149.80 MPa(g)
以及修正贴合压力前后计算强度胀最大液压压力:
piq=700(1.185 255 423+1.822 437 598×1.077)+86.84
≈2 290.45 MPa(g)
piq=70(1.185 255 423+1.822 437 598×1.077)+86.84
≈307.20 MPa(g)
上述液压胀接压力数据列于表3。比较可知,修正贴合压力前的强度胀最大液压压力计算值巨大,是不合理的,也是无法实现的,修正贴合压力后的强度胀最大液压压力计算值则是可以接受的,也是业内有能力实现的,再结合与文献[1]同一单位的作者同类报道文献[3]中所提供的信息,确认这里对强度胀最大液压压力计算的修正是必要的。

表3 胀接压力数据表
2.2由φ25×2.5换热管组合管头的胀接压力
对于常用的φ25×2.5规格的换热管,式(1) 和(2)同理简化为:
(1-2)
(2-2)
把表2中的有关材料性能计算参数分别代入式(1-2)、式(2-2)进行同样的计算,所得结果列于表3。
(1)对于10换热管和16Mn管板组合的管头,分别得:
po=(0.295 724 000 8×1.0+0.281 25)245
≈141.34MPa(g)
pit=20(1.191 469 081+1.815 448 57×1.0)+141.34
≈201.48MPa(g)
piq=700(1.191 469 081+1.815 448 57×1.0)+141.34
≈2 246.18MPa(g)
piq=70(1.191 469 081+1.815 448 57×1.0)+141.34
≈351.82MPa(g)
(2) 对于10换热管和中铬钼钢管板组合的贴胀管头,分别得:
po=(0.295 724 000 8×1.045+0.281 25)245
≈144.62MPa(g)
pit=20(1.191 469 081+1.815 448 57×1.045)+144.60
≈206.37MPa(g)
piq=700(1.191 469 081+1.815 448 57×1.045)+144.60
≈2 306.63MPa(g)
piq=70(1.191 469 081+1.815 448 57×1.045)+144.60
≈360.80MPa(g)
(3) 对于S304或S316换热管和16Mn管板组合的贴胀管头,分别得:
po=(0.295 724 000 8×1.031+0.281 25)×137
≈80.30 MPa(g)
pit=20(1.191 469 081+1.815 448 57×1.031)+80.30
≈141.57 MPa(g)
piq=700(1.191 469 081+1.815 448 57×1.031)+80.30
≈2 224.54 MPa(g)
piq=70(1.191 469 081+1.815 448 57×1.031)+80.30
≈294.72 MPa(g)
(4) 对于S304或S316换热管和中铬钼钢管板组合的贴胀管头,分别得:
po=(0.295 724 000 8×1.077+0.281 25)×137
≈82.17 MPa(g)
pit=20(1.191 469 081+1.815 448 57×1.077)+82.17
≈145.10 MPa(g)
piq=700(1.191 469 081+1.815 448 57×1.077)+82.17
≈2 284.86 MPa(g)
piq=70(1.191 469 081+1.815 448 57×1.077)+82.17
≈302.44 MPa(g)
2.3由φ32×3.5换热管组合管头的胀接压力
对于常用的φ32×3.5规格的换热管,式(1)和(2) 同理简化为:

(1-3)
(2-3)
同理,把表2中的有关材料性能计算参数分别代入式(1-3)、(2-3) 进行同样的计算,所得结果列于表3。
(1)对于10换热管和16Mn管板组合的管头,分别得:
po=(0.263 009 372 2×1.0+0.319 2)245
≈142.64 MPa(g)
pit=20(1.197 604 79+1.516 557 25×1.0)+142.62
≈196.91 MPa(g)
piq=700(1.197 604 79+1.516 557 25×1.0)+142.62
≈2 042.54 MPa(g)
piq=70(1.197 604 79+1.516 557 25×1.0)+142.62
≈332.61 MPa(g)
(2)对于10换热管和中铬钼钢管板组合的贴胀管头,分别得:
po=(0.263 009 372 2×1.045+0.319 2)245
≈145.54 MPa(g)
pit=20(1.197 604 79+1.516 557 25×1.045)+145.53
≈201.18 MPa(g)
piq=700(1.197 604 79+1.516 557 25×1.045)+145.53
≈2 093.21 MPa(g)
piq=70(1.197 604 79+1.516 557 25×1.045)+145.53
≈340.30 MPa(g)
(3)对于S304或S316换热管和16Mn管板组合的贴胀管头,分别得:
po=(0.263 009 372 2×1.031+0.319 2)137
≈80.88 MPa(g)
pit=20(1.197 604 79+1.516 557 25×1.031)+80.88
≈136.10 MPa(g)
piq=700(1.197 604 79+1.516 557 25×1.031)+80.88
≈2013.70 MPa(g)
piq=70(1.197 604 79+1.516 557 25×1.031)+80.88
≈274.16 MPa(g)
(4)对于S304或S316换热管和中铬钼钢管板组合的贴胀管头,分别得:
po=(0.263 009 372 2×1.077+0.319 2)137
≈82.54 MPa(g)
pit=20(1.197 604 79+1.516 557 25×1.077)+82.54
≈139.16 MPa(g)
piq=700(1.197 604 79+1.516 557 25×1.077)+82.54
≈2 064.19 MPa(g)
piq=70(1.197 604 79+1.516 557 25×1.077)+82.54
≈280.71 MPa(g)
3国产胀管机胀接压力计算
以φ19×2.0换热管组合管头为例,为了免除换热管全屈服时的内外半径的计算麻烦,以换热管胀接前的尺寸计算径比:
把有关数据代入式(7)和(8),整理后分别得:
对于管孔正三角形排列
对于管孔正方形排列
把有关数据代入式(9)和(10),整理后分别得:

(9-1)

(10-1)
由此可见,随着厚管板中胀接长度的增加,两个影响系数均减小,胀接长达300mm时,其影响程度分别只有2.4%、1.7%。取正三角形排列的10换热管与16Mn锻件管板,管孔胀接长度L=100 mm,把有关数据代入式(3)、(4)和(5),整理后分别得:
≈0.292 878×205=60.04 MPa(g)
≈0.825 558 867×205=169.24 MPa(g)
≈60.04+295×0.64
=248.84 MPa(g)
上述计算式中10换热管材料的屈服强度按GB 6479—2000取205 MPa(g)。pmin=169.24 MPa(g)与表3中pit=209.64 MPa(g)相比低约19.3%,pmax=248.82 MPa(g)与表3中piq=359.98 MPa(g)相比,低约30.9%。
4结语
相同的或不同的换热器管头胀接工程案例很可能具有不同的技术背景,因而其可比性具有条件性,甚至于无法比较,要引起制造技术人员的注意。国内外各种胀管机操作手册所依据的技术原理有明显区别,在制定换热器制造工艺时要对此有清醒的认识,从上述分析可以得出如下几点。
(1)从换热管结构参数上对比,进口胀管机压力计算中只用到胀接前的尺寸,大洋胀管机压力计算中除用到胀接前的尺寸,还用到换热管全屈服时的尺寸以及胀接长度;从管头材料性能上对比,进口胀管机压力计算中只用到换热管的屈服应力,大洋胀管机压力计算中除用到换热管的屈服应力,还用到管板的屈服应力。
(2)从数值上对比,根据进口胀管机操作手册计算得几种典型管头结构的贴胀最大液压压力pit是136.10~214.67 MPa(g),略小于大洋胀管机操作手册提出的最小胀接压力pmin;根据进口胀管机操作手册计算得的强度胀最大液压压力piq是2 013.70~2 315.67 MPa(g),不合理地大于大洋胀管机操作手册提出的最大胀接压力pmax,目前国产的胀管机无法满足piq的要求。但是经修正贴合压力后,根据进口胀管机操作手册计算得的强度胀最大液压压力piq是274.16~335.58 MPa(g),虽然也明显大于大洋胀管机操作手册提出的最大胀接压力pmax,但是在可接受的工程范围内,单纯依靠液压是可以实现强度胀的。
(3)从技术上分析,该进口胀管机的贴胀贴合压力取20 MPa(g)、强度胀贴合压力修正后取70 MPa(g),紧密胀贴合压力修正后取20~70 MPa(g),是通常的参照值,由此计算得的最大液压压力pi是基于胀接紧密程度和拉脱力的大小而言,侧重于密封的需求,除了反映制造中管头材料组合对胀接工艺的影响,也反映了换热器工况变化的影响。
大洋胀管机操作手册提出的最小胀接压力pmin和最大胀接压力pmax是基于胀接原理及其胀紧的最佳效果而言,侧重于管头的密封能力,只反映制造中管头材料组合所适宜的胀接压力范围,未包含换热器工况对胀接效果的需求。
(4)从概念上分析,GB/T 151—2014《热交换器》仍沿用了胀度(胀接率或胀紧度)的概念,对不同换热管材料的强度胀提出具体的胀度要求,所提出的胀度计算式只包含管头的几何尺寸。进口胀管机操作手册中强度胀的含义不一定与GB/T 151标准中强度胀的含义相等。标准中把胀接分为贴胀和强度胀两种级别的概念,其实现的判断方法有待实践深化。基于换热器工况对管头贴合的需求,再结合管头材料组合所能提供的贴合效果来设计管头,以紧密度来综合反映制造中管头的胀接效果,显然更加合理。
参考文献:
[1] 林伟忠. 管壳式换热器中管子和管板的胀接[J].化肥设计,1998,36(4):53-57.
[2] 孙幸龙,陈建俊. 液压胀管的最佳胀管压力探讨[J].压力容器,2000,28(5):39-43.
[3] 张义辉. 换热器管液压胀接[J].大氮肥,1997,20(1):16-19.
Expansion Pressure Analysis about Tightness of High Grade Tube Joint for Heat Exchanger
CHEN Sun-yi
(MaomingChallengePetrochemicalMachineryManufacturingCo.,Ltd.,MaomingGuangdong525024China)
Abstract:Comparative analysis of expansion pressure on tube joint of heat exchanger is made according to the operation manuals of domestic and imported hydraulic tube expansion machines. The results show that the calculation of expansion pressure is based on the seal demand of tube joint for the imported machine, but it is based on the seal ability of tube joint for the domestic machine. There are 4 clear differences about the expansion pressure and its factors on tube joint between imported machine and domestic machine, which include size of tube joint, pressure and its realizability, technical principle, and fundamental meaning of pressure concept.
Keywords:seal; tightness; hydraulic expansion; expansion pressure; tube joint; exchanger
收稿日期:2015-10-20
作者简介:陈孙艺(1965年-),男,广东化州人,2006年毕业于华东理工大学化工过程机械专业,博士,教授级高级工程师,现主要从事承压设备设计开发、制造工艺、失效分析及技术管理工作。
中图分类号:TK 172
文献标识码:A
文章编号:1004-8901(2016)01-0011-06
doi:10.3969/j.issn.1004-8901.2016.01.003 10.3969/j.issn.1004-8901.2016.01.003
猜你喜欢
能源工程(2021年3期)2021-08-05 07:26:14
江苏农业学报(2021年2期)2021-06-30 04:54:35
制冷(2019年2期)2019-12-09 08:10:36
课程教育研究·学法教法研究(2019年16期)2019-09-17 06:46:34
经济技术协作信息(2018年15期)2019-01-23 07:05:26
经济技术协作信息(2018年20期)2019-01-19 02:56:40
当代经济管理(2017年5期)2017-05-26 18:38:52
设备管理与维修(2016年6期)2016-03-16 02:22:09
商(2016年2期)2016-03-01 08:52:18
焊接(2016年10期)2016-02-27 13:05:35