
PHC静压桩在道路软基中的应用
2016-03-11 16:40李陶
中国高新技术企业 2016年7期
摘要:静力压桩施工是通过静压机自重及桩架上的配重反力,将PHC桩压入土中的沉桩工艺。文章结合工程实际,对PHC静压桩工艺原理、施工工艺、质量验收等内容进行了介绍,并说明了该项技术在道路软基处理中具有良好的效果,值得应用推广。
关键词:PHC静压桩;道路软基;施工工艺;静压机自重;桩架配重;沉桩工艺 文献标识码:A
中图分类号:U215 文章编号:1009-2374(2016)07-0038-03 DOI:10.13535/j.cnki.11-4406/n.2016.07.020
1 概述
静力压桩施工是通过静压机自重及桩架上的配重反力,将PHC桩压入土中的沉桩工艺。桩段从压桩孔处压入地基土中,提高桩与加桩区域地基的整体承载力,达到阻止或减少沉降的目的。合肥市路桥公司在铜陵市京福高铁站前路及广场路工程中使用了该项技术,相比传统锤桩具有施工振动小、无噪声影响、对周边环境干扰小等特性。
2 工程概况
铜陵市京福高铁站前路二期,路线全长7.4km,城市Ⅰ级主干道;广场路二期,起点站前路终点横十路,全长约1.2km,城市次干道。工程拟建场地均为居民区及农田耕作地,其中软弱路基采用PHC静压桩施工处理,压桩总长约35万m。
3 工艺原理
PHC桩静压原理:通过含配重的静压桩机自重为反力,克服桩周摩擦力及桩尖的承载力,将PHC桩压入到设计的深度,在规定的面积压入设计的桩数,挤密软土,通过压入桩与挤密土共同分担上部载荷,从而提高软基路段整体承载力的目的。
4 施工工艺
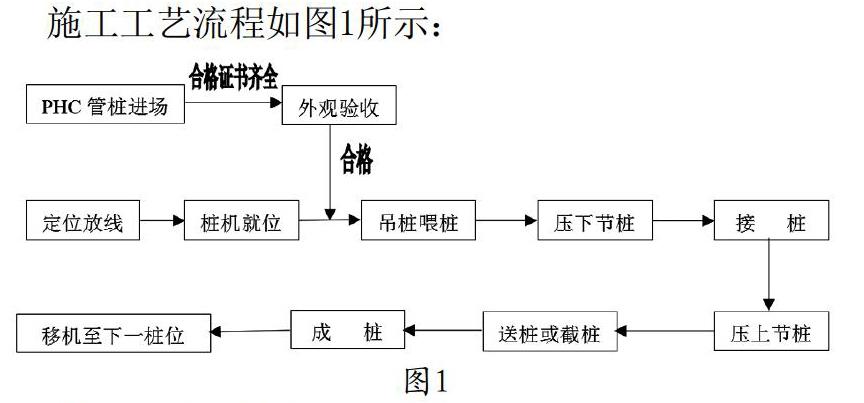
4.1 施工工艺流程
4.2 施工工艺操作要点
4.2.1 施工准备。
第一,技术准备:设计施工图、设计说明及其他设计文件已经会审;施工方案审核、批准已完成;施工技术书面交底已签认完成;测量放线已完成。
第二,机具设备准备:静力压桩机、吊车、电焊机、送桩器、锯桩器、全站仪、水准仪、经纬仪等准备齐全并处于良好状态。
第三,材料准备:选择合适生产能力、规模及相应资质的生产厂家;PHC预应力管桩桩段的设计,报管桩加工生产计划;加工、成品出厂。
第四,作业条件准备:对所有参与施工作业人员进行施工要点的培训;对施工作业场地进行整平,机械设备机具到场就位。
4.2.2 PHC桩进场与验收。
第一,PHC桩出厂运送至施工场地后,按照设计及施工规定对PHC桩进行尺寸型号核实,对表面平整密实、裂缝及缺陷等情况检查。按规定厂家提供的相关证书、添加剂试验、桩受力情况报告等应合格有效。
第二,材料验收人员与监理人员共同对进场PHC桩实施验收,合格品可用于工程中,不合格品标记后不得用于工程中。
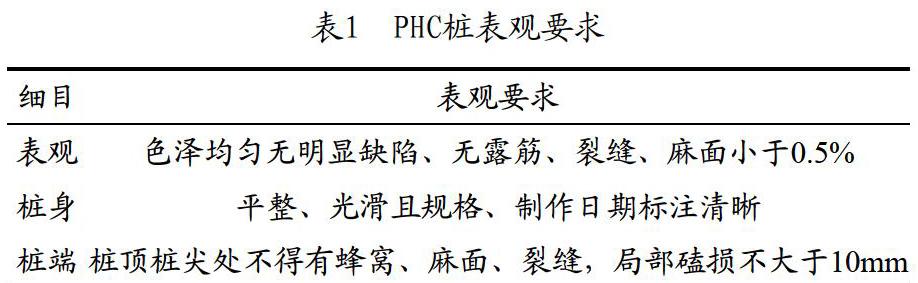
第三,产品合格证齐全情况下,再进行外观、桩径、长度、壁厚、桩端头板的平整度、桩身弯曲度及桩身强度等检查,外观质量要求见表1:
第四,PHC桩存放时,应将存放场地予以整平,用方木作为垫脚,分别垫于两头距桩端1/4处,尽量保持水平。堆放层数不超过三层,不同型号、规格应分类堆放以方便吊运。
4.2.3 调试机械设备。全面检查所有压桩机设备、配件、备件是否齐全,在桩机进场组装完成后,必须全面调试,检查其行走机构、起重机起升变幅机构、液压机构以及全部油路、电路等,然后试车。
试运转是否良好,发现问题及时处理,保证机况处于良好状态;检查压桩机操作人员是否对所有开始程序均已清楚。在专职设备安全员检验,合格签证后方可进行压桩施工。
4.2.4 试桩。通过试桩确定全面施工时不均匀地质情况下的施工长度,收桩验收标准,收集每米入土深度与对应的压应力,确定压桩力及压入速度,实际单桩承载力的等相关参数。
4.2.5 桩位测设。
第一,测量控制点的布设。按照设计提供的导线点、水准点,在既方便测设又不影响压桩的通视地段,布设临时导线点和水准点,经联测闭合差满足规定,形成成果表报监理工程师复核确认后,用以测设桩位及控制桩尖标高。
第二,桩位测设。按施工图及压桩方案测设桩位,在测设的桩位处用小木桩或用石灰十字线做标识,经测量监理工程师验收合格后方可进入压桩工序。静压机到位后,测量人员对桩位进行二次校正,校正偏差小于10mm。
4.2.6 静压机就位。清除压桩路段内的块石、树根、杂物等,探明地表下可能存在的障碍物并予以清除,避免引起桩偏斜。局部薄弱段落可铺钢板、垫枕木或换填好土,以满足静压机能顺利完成移机就位和正常压桩等动作。静压机就位后,再次检查确认各传动机构、齿轮箱、防护罩、起重机起升变幅机构、电缆、润滑油、液压油等是否满足安全操作规程的规定,人员是否交底,安全教育是否到位。一切正常,按压桩方案,静压机对正桩位、水平调整、竖直调整。
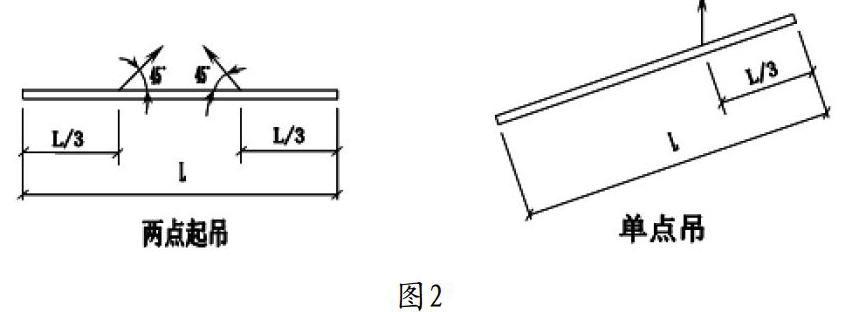
4.2.7 吊桩喂桩。PHC桩场内二次移动适用两点起吊,喂桩时适用单点吊,吊点均设置在距桩端L/3(L为PHC预制桩节长度)处,示意图如下:
第一步:配套吊车或静压机自带的起重机采用两点起吊,将待压桩节缓慢运送至静压机旁,越近越好,将桩节平行置于垫块上。
第二步:适当放松钢丝绳,并通过人工配合将一端的吊点解除,改两点吊为单点吊。
第三步:缓慢垂直起钩,并人工辅以绳索控制解除端的方向,使桩节稳定。
第四步:解除辅助绳索,起重机将桩节平稳的移至夹持器中。
第五步:在喂桩的同时,以适当滑动、旋转静压机导架的方式,调整待压桩的姿态,使其位置与垂直度能满足验收要求。
吊桩、喂桩、场内二次移动时,均应按操作规程操作确保安全。
4.2.8 压桩。
第一,根据现场地形地貌、设计桩长及工期要求确定压桩方案明确压桩的先后顺序,并按设定的方案组织实施。
第二,在每节桩上用记号笔标出每米的刻度,当桩每压入土中1m时对应记录压力值,通过原地面高程与成桩桩顶标高及桩入土记录加送桩器送入土中的相对长度配合,控制桩尖达到设计深度。
第三,在初始压桩时,先放缓压入速度,压入速度的选择应与勘察报告中土质类别相匹配,控制在2m/min左右。第一节桩桩尖压入土中3m的过程是调整机架、桩身垂直度的关键,垂直度偏差值控制在0.5%桩长以内。桩静力压入土中时应记录桩身倾斜、移位情况以及每压入1m所对应的压力值。
4.2.9 接桩。
第一,分段预制的桩节通过端板焊接成整桩。施焊前去除桩结合面处预埋铁件的锈污。若接合面存在2mm以上间隙,可用铁片予以填实并焊接牢固。施焊时,先从对称点焊四点初步固定,再同步对称施焊,焊缝饱满连续厚度符合要求。手工焊应分层施焊,首先打底用Φ3.2mm的焊条,确保焊透根部;再用Φ5mm的焊条施焊,适用的焊条牌号为J422或J426。
第二,桩接头处坡口的焊接根据情况分多次对称同步环焊,适当降低变形。施焊时严格控制电流的大小及施焊速度的快慢,焊缝厚保持匀称,前一层的焊渣需彻底清除后才可焊下一层。满焊面应比坡口高1mm且每层焊缝查验无气孔、夹渣等缺陷,符合《钢结构工程施工及验收规范》(GB50205-07)的规定。
第三,桩接时间尽可能缩短。压桩停歇过长,桩侧土体二次固结使桩的压入受其影响。接缝焊完,及时通知现场监理验收,合格后待焊接部位适当降温再继续压桩。为保证接桩部位的质量,禁止焊完立即压桩或浇水冷却实施压桩。
4.2.10 如设计为多节段桩,重复压桩及接桩施工过程。
4.2.11 截桩、送桩。到达设计标高的PHC桩部分外露于原地表或因其他原因使桩无法压至设计位置外露,需要将外露部分予以截除。桩截除使用专用的截桩器,禁止使用横向锤击或冲撞的方式予以截除。
当原地表高程比压到位的桩顶高程高一些时,最后一节段的桩压入后需辅助将其送达设计位置。常用的做法是用一节桩段作为送桩的工具,其刚度、强度、形状及轴线等均能满足送桩的要求。根据原地表高程与桩尖设计高程的差值,减去累计压入土中的桩长,即为所要送桩的长度,在送桩的桩段上自下而上量取“所要送桩的长度”并标一横线,当静压机将桩压至横线处时,说明桩尖达到了设计的位置,记载详细的压桩记录。
4.2.12 移机至下一桩位。一根桩全部压完并截送桩完成后,将静压机迁移至下一根桩压桩点重复“就位静压机-吊桩、喂桩-压桩-接桩-重复接桩、压桩-截送桩-移机”的工作。
5 质量检查
5.1 检测桩身承载力、完整性
PHC桩压入土内后应采用小应变动力或超声波检测桩的完整性及单桩竖向极限承载力。
5.2 检测桩偏位
PHC桩静压施工完一批后,应对每根桩的桩位进行复测,桩位偏差值要求满足设计且符合验收规程的规定值。
6 结语
静压PHC桩相较传统沉桩施工,具有节约混凝土、钢筋的用量,施工中无噪音、无振动、无污染,施工速度快,对周围环境的干扰小,施工应力小桩顶不易破坏,不易产生偏心沉桩等优点,既节省了施工时间,又节约了施工成本。道路软基路段经处理后,整体承载能力提高明显,因而在道路软基处理中具有较好的适用性与推广价值。
参考文献
[1] 王月利.津秦客专PHC管桩试桩施工工艺及质量控制措施探讨[J].科技信息,2009,(21).
[2] 吴存富,徐锦峰,颜传国,等.增强型预应力混凝土离心桩施工技术[J].浙江建筑,2010,(27).
作者简介:李陶(1972-),男,合肥市公路桥梁工程有限责任公司工程师,国家注册一级建造师,研究方向:道路与桥梁。
(责任编辑:蒋建华)
猜你喜欢
工程技术研究(2021年14期)2021-10-26
装备维修技术(2021年41期)2021-02-17
三门峡职业技术学院学报(2020年1期)2020-05-20
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
建材与装饰(2018年21期)2018-05-23
汽车实用技术(2016年1期)2016-12-24
河南建材(2016年1期)2016-03-11
安徽建筑(2015年5期)2015-11-27
