
基于组态软件和DS18B20的电弧炉电源温度监测系统
2016-03-10 02:41同朴超生斌孙栋刘俊王盛交罗文忠任源
中国设备工程 2016年17期
同朴超,生斌,孙栋,刘俊,王盛交,罗文忠,任源
(西部超导材料科技股份有限公司,陕西 西安 710018)
基于组态软件和DS18B20的电弧炉电源温度监测系统
同朴超,生斌,孙栋,刘俊,王盛交,罗文忠,任源
(西部超导材料科技股份有限公司,陕西 西安 710018)
本文介绍了以力控组态软件Force control6.1为上位机平台和数字温度传感器DS18B20为现场检测器件的电弧炉电源温度监测系统。对系统方案设计、元器件选型、硬件结构和软件设计等内容进行了详细说明。在ALD 8t电弧炉上使用证明系统的可靠性和抗干扰性等满足实际要求。
电弧炉电源;组态软件;DS18B20;温度监测
0 引言
目前钛合金熔炼广泛使用的德国进口ALD电弧炉整流电源采用金属双簧片串联作为温度感应器件来检测整流元件温度,其缺点在于只能提供关断信号而不能提供准确的温度数值,不能提前预警。所以通过直观监测各整流元件及馈电系统的冷却水温度是一种最直接和有效的监测方法。
本文提出采用由数字温度传感器DS18B20 进行整流器件和馈电系统温度进行检测,并由分布在现场的温度采集模块通过Modbus总线传送至监控计算机,利用力控Force control 6.1组态软件为上位机平台,对收集的温度进行在线分析处理,实现对电弧炉整流电源和电流馈送装置的温度监测和超温预警,有效地预防因整流电源故障造成损失。
1 系统硬件设计
文中对西部超导材料科技股份有限公司一台ALD 8t 真空自耗电弧炉的两台整流电源和电流馈电系统进行设计和实验,设置1个主机和5个分布在不同位置现场采集模块共34个温度采集点,按需要对整流电源里面晶闸管、二极管、降压变压器及馈电系统的柔性水冷电缆冷却水、电极杆冷却水等进行检测。
系统由DS18B20温度传感器、温度采集模块、RS485转USB模块、PCI DI/DO板卡、监控计算机、报警装置组成。DS18B20 数字式传感器读取到温度信号就近通过温度采集模块读取后通过总线传输,经接口芯片FT232RL 的作用将RS-485接口转为USB接口,将数据传输给计算机,通过力控组态软件编写的上位机进行数据转换、软件滤波、温度显示。图1为电弧炉电源温度监测系统结构示意图。

图1 系统结构图
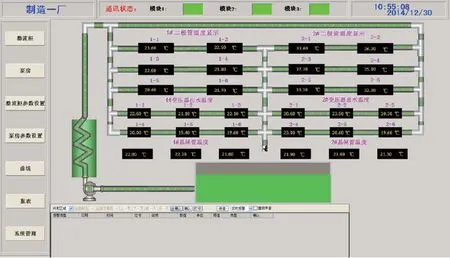
图2 整流柜实时界面
1.1 DS18B20数字温度传感器
DS18B20 温度传感器是美国DALLAS 公司生产的一种数字温度传感器,其具有传输距离远、体积小、接口简单等特点。温度测量区间为-55~125℃,精度±0.5℃; 其使用的单总线结构,仅需要一个接口就可以实现数据传输,无需外部A/D转换,同时总线上一个传感器发生故障不影响其它其它正常工作;可以在最大750 ms 以内将温度转换为数字值。
1.2 温度采集模块
选用阿尔泰DAM-3601数字温度采集模块,其特点是支持8通道温度采集(每通道最多支持16个DS18B20传感器),采用工业24V供电、标准U型导轨安装,通讯采用基于RS-485的带光隔离的modbus协议,可以单独设定模块地址,通讯波特率从1200~19200kbps可调。
1.3 PCI板卡及RS485-USB
报警信号输出和电源运行状态信号的采集使用凌华7230PCI扩增卡,其提供16路光隔离数字量共阴输入,16路光隔离数字量共阴输出,采用达林顿输出,开关频率可达到20K,每通道可以达到200ma驱动能力,以驱动报警蜂鸣器和指示灯。
系统使用基于RS-485接口的Modbus通讯协议,为方便与计算机连接需将RS-485转化为USB接口,为此选取FT232RL主控芯片,其优点是驱动具有高兼容性可在大多数操作系统上虚拟成传统的COM 端口,可使原来使用COM端口的应用,便捷的使用USB接口。相较于PL2303芯片具有工业应用传输稳定性高、高速、宽温区等特点。
1.4 抗干扰
由于整流柜工作时最大40KA的直流电会产生强电磁场环境同时晶闸管整流时会产生谐波扰动,温度采集模块和传感器会受到很大的干扰,因此必须进行相应的抗干扰设计。首先对于温度传感器采用金属外壳封装,通讯线采用屏蔽线并可靠接地,以保证传感器工作正常和传输信号不受干扰。其次采用就近安装采集模块,缩短传感器到模块接线距离,防止传感器受到电压扰动,并将采集模块放置在接地良好的金属容器内。另外各模块接线时避免星形接线应采用总线方式,并在两端并联120欧电阻。
2 系统软件设计
力控Force control6.1是一个基于windows环境下的、能对现场生产数据进行采集、监测、处理和控制的专用软件,以灵活多样的“组态方式”提供良好的用户开发界面和工程实现方法,同时可以可靠的和国内各工业控制厂家的产品进行网络通信。
2.1 通讯配置
使用力控的I/O manger进行通讯配置,模式选择莫迪康的Modbus RTU,波特率为和地址选取与模块相同即可。利用DB manager组态各温度模拟量和数字量量的数据库,通过Modbus 03H功能码建立每个点与温度模块通道的链接,即可完成配置。
2.2 人机交互界面
包括实时系统显示、报警参数设定、趋势曲线、报表、系统管理等界面。
2.2.1 实时状态显示
系统在主界面上模拟再现了实际电源结构,并且通过采集电源运行信号动画显示模拟水流,可以实时的监测所有温度采集点数据。整流柜界面如图2所示。
2.2.2 报警参数设置
由于每个温度监控点的报警温度值要求不同,系统可以对每个温度监控点进行上限报警和偏差报警进行设置。报警结果在每一界面的下部显示,同时通过 PCI板卡输出到外部蜂鸣器发出声光报警。每个采集模块通讯状态使用力控软件所独有的I/O状态监视功能进行监控,通过颜色变化在界面上进行显示。
2.2.3 趋势曲线
结合力控的曲线控件,动态的显示每个温度点的实时变化,可以通过观察实时曲线和历史曲线每个数据的值以及某时间间隔的数据变化曲线,利用此功能可以分析长期温度随时间变化的规律,如图3所示。
2.2.4 报表
利用力控的专家报表功能,调取存储在数据库中的温度数据以类excel格式的表格的形式显示出来,支持按日期时间进行查询,报表保存一年的历史数据,并且可以导出Excel和txt格式文件用于数据分析。
2.2.5 系统管理
系统管理可以切换用户登录账户,不同的账户具有不同的权限如修改报警设置,导出数据等。
2.3 脚本程序
力控的脚本程序是一种基于对象和事件的编程语言,语法采用类BASIC的结构,通过对变量和函数操作,实现温度采集处理、报警和报表查询导出处理。
2.3.1 温度采集及显示
使用力控的周期循环控件,当系统运行时每隔1000ms执行一次,程序如下:
if yunxing.PV==1 then //开始熔炼显示温度赋给报表温度
BBWD101.PV=XSWD101.PV;//1#整流柜
BBWD201.PV=XSWD201.PV;//2#整流柜
BBWD301.PV=XSWD301.PV;//大电流馈电系统
else
baojing1.PV=0;
baojing2.PV=0;//停止熔炼指示灯灭
end if
if IO2alarm==1 //通讯故障报警时温度清0;
then
XSWD301.PV=0;
else
XSWD301.PV=DS301.PV*0.1;
end if
2.3.2 报表查询
报表查询主要执行历史数据的提取,以下按时间间隔进行查询历史数据库存储的脚本程序:
If Time<>””then
#HisReport.SetTimeEx(LongTime(Time));
Time=””
end if
if Hour then
#HisReport.OffHour(Hour);
Hour=0;
end if
if days then
#HisReport.OffDay(days);
Day=0;
end if

图3 历史曲线显示

表1 1#整流柜二极管温度

表2 阴极水冷电缆冷却水温度
if minute then
#HisReport.OffMinute(minute);
minute=0;
end if
3 实验及结果
为验证本系统的测量准确性和运行可靠性,在本公司的进口ALD8t电弧炉上进行了安装。在整流电源直流输出从0上升到30KA的时间内,分别选取二极管和阴极水冷电缆冷却水两个典型温度点,和红外测温枪和原有双金属温度表的数值进行比对,实验结果见表1、2。实验表明基于组态软件的电弧炉电源温度监控系统,温度测量准确同时在强电磁干扰环境下可正常运行。
4 结语
经过1年左右的运行表明,系统可实时采集和显示电弧炉整流电源和馈电系统的多个温度信号,温度超温或偏差时可及时报警,同时在电弧炉直流电源产生的强磁场下具备良好的工作稳定性和抗干扰性,对保证生产正常进行和设备的安全有着积极作用。
[1]李宏,薛涛.浅谈真空熔炼电弧炉用直流电源的发展[J].电源技术应用,2010,13(2):1~5.
[2]黄慧,殷兴辉.基于DS18B20 的高分辨率温度数据采集[J].电子测量技术,2009,32( 6) :131~133.
[3]吴永贵.力控组态软件应用实践[M].化工工业出版社,2013.

图8 改进后的税花皮带输送装置示意图
3 结束语
YB517型盒外透明纸包装机税花皮带改造后,能够实现运行平稳,性能稳定,使用效果良好,有效解决了税花皮带磨损过快,更换频繁的问题。现车间7台ZB47包装机组全部进行安装使用,取得了良好的社会和经济效益。
参考文献:
[1]薛荣强,施忠兵,马万杰.YB517 型盒外透明纸包装机卷筒架心轴结构的改进[J].机械工程师,2013(1):133~132.
[2]ZB47 型硬盒硬条包装机组编审委员会.ZB47型硬盒硬条包装机组培训教材[G].上海:上海烟草机械有限责任公司,2008.
[3]上海烟草有限责任公司技术开发部.YB47 型硬盒包装机备件图册[G].上海:上海烟草机械有限责任公司,2007.
[4]《机械设计手册》编委会.机械设计手册[M].北京:机械工业出版社,2006.
TM412
B
1671-0711(2016)12(上)-0063-04
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
山东冶金(2022年2期)2022-08-08
工业加热(2021年5期)2021-06-22
舰船科学技术(2021年12期)2021-03-29
山东煤炭科技(2021年1期)2021-02-07
上海计量测试(2020年6期)2021-01-15
通信技术(2020年9期)2020-09-27
钛工业进展(2020年5期)2020-01-08
电子制作(2019年12期)2019-07-16
电子制作(2018年12期)2018-08-01
