
斜轧管机后台改进型长导辊的探讨与实践
2016-03-03 02:03韩宇丁军
钢管 2016年6期
韩宇,丁军
(中冶京诚工程技术有限公司,北京100176)
斜轧管机后台改进型长导辊的探讨与实践
韩宇,丁军
(中冶京诚工程技术有限公司,北京100176)
针对国内某Accu Roll轧管机存在的问题,借鉴Assel轧管机后台设备结构,提出了一种改进型长导辊装置。分析了荒管在不同斜轧管机后台设备结构中的受力情况,详细介绍了改进型长导辊装置的性能特点。分析认为:改进型长导辊装置的两个压辊与两个长导辊共同形成了4个“导向辊”合围的导位,使得荒管不易被甩离轧线,解决了Accu Roll斜轧管机轧制过程中荒管扭转和甩动对其表面产生的划伤等问题,提升了轧制速度,提高了生产节奏和产量。
斜轧管机;荒管;后台;长导辊;改进型
斜轧管机主要有Accu Roll轧管机及Assel轧管机,前者是配带两导盘的两辊斜轧,后者是呈品字布置的三辊斜轧[1]。因斜轧甩动,轧机出口后台均配备荒管导向装置。Accu Roll轧管机是由左右布置的两个锥形辊和上下布置的导盘构成[2-4],Accu Roll轧管结构如图1所示。Assel轧管机是3个轧辊呈品字120°布置的斜轧机型,没有导板或导盘,完全由3个轧辊形成孔型[5-7],Assel轧管结构如图2所示。
由于轧管机的斜轧变形特性和与轧管机配套的辅助输送设备配置的不完全匹配[8-10],如轧机前台芯棒支撑装置结构、入/出口导套以及轧管机后台输送装置等,使轧机出口荒管甩动幅度大,往往对轧管机采用较高的出口轧制速度产生制约,使得钢管外表面出现划伤等缺陷;另外,较低的轧制速度,使纯轧时间增长,钢管头尾温差加大,甚至产生钢管扭转变形、壁厚超差等,从而限制了轧机产能和产品质量的提高[11-14]。
国内某厂Φ219 mm Accu Roll轧管机组自投产以来,只能在很小的轧制速度下生产,机组产量比较低。改造前该机组存在的问题有:①轧机后台荒管甩动问题比较严重;②钢管表面质量不好,内折和外表面划伤现象比较突出;③头尾壁厚超差,成材率较低;④轧管速度低(实际≤0.4m/s),轧机小时产量小,轧管效率低。此斜轧管机组存在的问题,已经比较严重地影响到轧机的生产效率和产品质量的提高以及生产成本的控制;因此,有必要对该Φ219 mm Accu Roll轧管机配套设备进行研究,并找出对策,以达到提高轧制速度、减少钢管甩动、改善产品质量的目的。
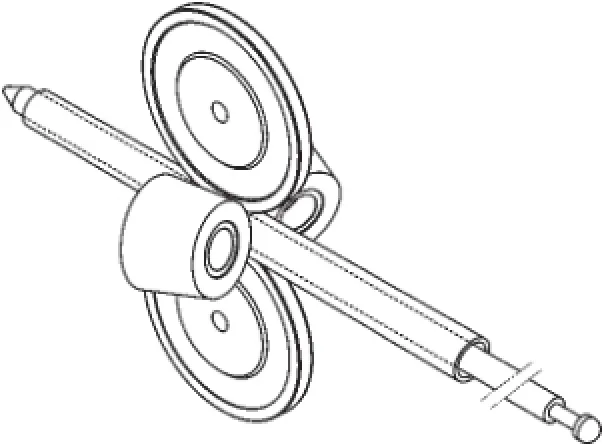
图1 Accu Roll轧管结构示意
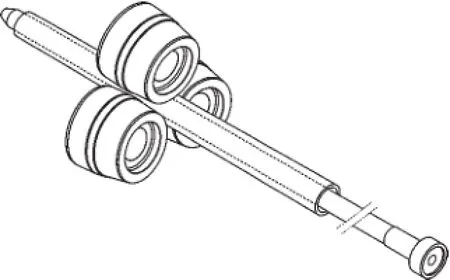
图2 Assel轧管结构示意

图3 Accu Roll轧管机后台设备初始结构示意
1 斜轧管机后台设备结构
Accu Roll轧管机后台设备初始结构如图3所示,主要由上/下导板、左/右导梁及升降输送辊道组成,导板和导梁构成了闭合通道,改造前上导板已经拆除。升降输送辊道升起,将轧后荒管送出。在轧管过程中,荒管螺旋前进,由于与导板和导梁接触摩擦,伴随爬行及爬升,通常表现为荒管振动及甩动现象。甩动幅度较大时,常常出现荒管外表面缺陷问题,影响轧制速度的提升,并制约着生产节奏的加快。
Assel轧管机后台设备结构如图4所示,主要由长导辊、托辊、压辊、升降辊及底座等组成。左右分立的两个长导辊托撑荒管,长导辊由托辊支撑;压辊扣压在荒管上,形成围合通道。升降辊道升起,将轧后荒管送出。在轧制过程中,长导辊的转速与荒管转速匹配,故荒管没有相对爬升的趋势,理论上大大降低了振动及甩动幅度,从而很少出现荒管外表面缺陷问题。然而,上方仅有一个压辊,且呈不连续的间隔布置,在生产过程中尤其是轧制终了,当荒管与长导辊速度不匹配(有转速差),通常荒管转速大于长导辊转速,形成荒管爬升甩出的趋势。由于荒管质量较大,压辊机架刚性偏弱,存在荒管被甩出轧线的风险。鉴于安全性,限制了Assel轧管机轧制速度,因此难以达到最大轧制速度的目标。

图4 Assel轧管机后台设备结构示意
可认为:上述Accu Roll轧管机后台结构存在缺憾,并不值得推崇;而Assel轧管机后台结构有待进一步改进。因此,借鉴Assel轧管机后台设备结构,提出了一种改进型长导辊结构,对该Φ219 mm Accu Roll轧管机组后台设备进行改造。
2 改进型长导辊结构
改进型长导辊结构断面如图5所示,改进型长导辊封闭结构如图6所示。改进型长导辊装置主要由长导辊、托辊、左/右压辊、升降辊及底座等组成。长导辊分立于荒管两侧,用来支撑和旋转荒管;长导辊由托辊支撑;压辊通长连续布置,在荒管上方的左右两侧各一组,与长导辊共同形成4个“导向辊”合围的导卫,由于较三辊的封闭性好,使得荒管“围困”在轧制线内而不窜离;轧制终了,长导辊降速直至荒管停止旋转,压辊打开,升降辊抬起,将轧后荒管送出。
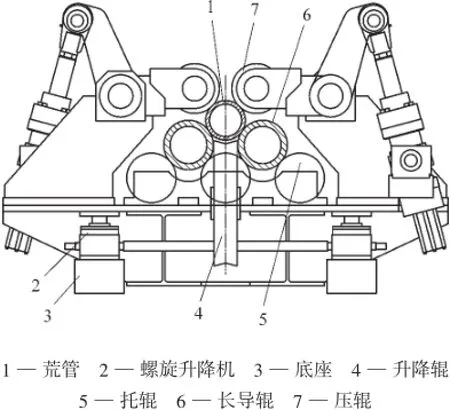
图5 改进型长导辊结构断面示意

图6 改进型长导辊封闭结构示意
从图5可以看出,相比Assel轧管机后台结构设备高度大而造成的底座刚性相对较差问题,改进型长导辊的锁紧装置位于纵梁两侧(而非纵梁底下),从而大大降低了设备总高度,提升了底座的刚性和稳定性,减小了轧制时的振动,保证后台的对中一致性和轧后荒管的质量;同时,后台设备的土建施工量也大大减少,更为经济。现场工作中的改进型长导辊结构如图7所示。

图7 现场工作中的改进型长导辊结构
3 荒管受力分析
3.1 Accu Roll轧管机轧制(改进前)
改进前Accu Roll轧管机后台荒管受力情况如图8所示。由于荒管的旋转,下导板对其产生摩擦力f,并在f作用下向左导梁靠近,产生向上的摩擦力ε。实际上,因撞击力存在,左导梁反作用力p大于摩擦力f,现忽略撞击力的影响,在摩擦力、管头不规则及导位碰撞等因素的影响下产生弹跳,上导板产生撞击力N及瞬间摩擦力ζ,并即时脱离。因上导板实际上是虚掩的,有间隙,且上导板仅在靠近轧机出口处有布置,后续则上方敞开不封闭。以上受力致使导位对荒管表面产生剐蹭,且对荒管扰动,产生管头甩动和扭转。摩擦力f及ε为:

式中μ——摩擦因数;
G——每米荒管所受的重力,kN。

图8 改进前Accu Roll轧管机后台荒管受力情况示意
3.2 Assel轧管机轧制
Assel轧管机后台荒管受力情况如图9所示。理论上,轧制过程中荒管转速与长导辊转速是匹配的,无相对运动趋势。但在轧制终了长导辊降速时,由于惯性,长导辊与荒管间有降速差,形成荒管滚离轧线的趋势,图9所示中荒管有向左滚离的趋势,其摩擦力f为:

式中N——压辊压力,kN;
L——长导辊辊距,mm;
R——荒管直径,mm;
r——长导辊直径,mm。

图9 Assel轧管机后台荒管受力情况示意
3.3 采用改进型长导辊结构(改进后)
采用改进型长导辊结构后荒管受力情况如图10所示。理论上,与Assel轧管机改进前后台一样,轧制过程中荒管转速与长导辊转度是匹配的,也在轧制终了降速时,由于惯性形成的降速差,致使荒管出现滚离轧线的趋势,其摩擦力f为:


图10 采用改进型长导辊结构后荒管受力情况示意
对于Assel轧管机后台,由于压辊机架刚性的因素,且其不在轧制线通长方向上连续布置,造成远离压辊处荒管头部容易甩离甚至甩出轧线,荒管直径越大,趋势越明显。而对于改进型长导辊,尽管也存在压辊机架刚性的问题,但四辊封闭性更好,且其在轧制线通长方向上连续布置,4个“导向辊”合抱荒管,使得荒管不易被甩离轧线。
4 改进型长导辊装置的特点
(1)因轧线是不变的,对于不同外径的荒管,可通过调整长导辊的高度以满足轧制要求。
(2)轧制初始,长导辊高速旋转,并托接荒管,其辊面线速度与荒管表面的线速度匹配,不产生相对滑动,从而不造成荒管扭转,对轧制薄壁管尤为有利。
(3)随着荒管轧制的前行,各组压辊逐架依次压下,与长导辊一起抱住荒管。
(4)轧制终了,荒管尾部离开轧辊,长导辊转速立即降低至低速,因与荒管存在降速差,荒管出现滚离轧线的趋势,而四辊紧紧地合抱并束缚荒管,有利于使荒管停转。荒管停转后,压辊打开,升降辊抬起并送出荒管。
(5)由于长导辊主动旋转,压辊随着荒管旋转而转动,改进型长导辊从原理上消除了荒管的扭转和爬坡甩动,避免了Accu Roll轧管机后台固定导位对荒管表面造成的剐蹭划伤等缺陷。
(6)由底下的两个长导辊和顶上的左右两压辊组成的四辊导向,有效地防止了荒管甩动,并抑制了荒管抖动;由于4个“导向辊”的原因,荒管被围困在轧线上,难以窜离,这是Assel轧管机后台的三辊导向不易做到的。因此,采用改进型长导辊,可以很大程度地提高轧制速度和单位工时产量。
(7)长导辊的辊面与荒管表面不产生相互摩擦,可避免对荒管表面的划伤,从原理上解决因摩擦力产生的荒管甩头和甩尾现象。
(8)四辊可以有效限制荒管的振幅,在极高转速时,管头或管体亦无甩离轧线,是荒管高速轧制的有力保障。提高轧制速度亦有效地减小了温降差,抑制了头尾壁厚超差。
(9)四辊极大地抑制了轧辊斜轧本身产生的荒管甩动,以及斜轧管机前台芯棒扰动传递给荒管的抖动。
5 结语
在改造Φ219 mm Accu Roll轧管机后台设备时,借鉴Assel轧管机后台设备结构,提出了一种改进型长导辊装置,使轧制过程中荒管扭转和甩动对其表面产生的划伤等长期困扰的问题得以解决,轧管速度大大提升,提高了节奏和产量。生产实践证明:将改进型长导辊应用于某斜轧管机后台的效果显著。尽管改进型长导辊装置参考了Assel轧管机后台,但在其结构上进行了相当大的完善和改进,弥补了其缺陷和不足,使得设备高度大为降低,设备刚性大为增强,且荒管轧制更为快速高效。
因此,对于当前国内众多斜轧管机组普遍存在的类似问题来说,改进型长导辊的成功应用,为斜轧管机后台改造提供了经验和有力借鉴,值得进一步探究。同时,改进型长导辊也为新建斜轧管生产线提供了一种择优备选方案,是一项应用效果较好的技术装备,可直接而有效地解决现场实际问题。
[1]殷国茂.中国钢管50年[M].成都:四川科学技术出版社,2004.
[2]阎蜀琴.Accu Roll轧管机工艺剖析[J].钢管技术,1987,16(4):24-29.
[3]席正海,罗德金,彭熙鹏,等.Accu Roll轧管机组的技术进步[J].钢管,2009,38(6):5-8.
[4]李国祯.现代钢管轧制与工具设计原理[M].北京:冶金工业出版社,2006:28-29.
[5]冀文生.新型Φ219mm三辊轧管机组简介[J].钢管,2006,35(3):39-42.
[6]钟锡弟,伍家强,庄刚,等.现代Ф219mm阿塞尔轧管机组的生产装备技术[J].钢管,2007,36(4):28-31.
[7]成海涛.Accu Roll轧管机和Assel轧管机的比较[J].钢管,2010,39(6):15-18.
[8]张良夫.浅谈Assel轧管机与Accu Roll轧管机的性能对比[J].钢管,2008,37(1):57-59.
[9]李连诗.小型无缝钢管生产(上)[M].北京:冶金工业出版社,1989:170-185.
[10]殷国茂.中国钢管飞速发展的10年[M].成都:四川科学技术出版社,2009:328-329.
[11]钱刚,胡旋.新冶钢Assel轧管机组的现状与未来发展战略[J].钢管,2012,41(2):77-81.
[12]郭小勇,杨晓伟.Accu Roll轧管机的背景、现状及前景[J].钢管,2003,32(4):6-9.
[13]金如崧.三辊轧管工艺技术的发展[J].钢管,2005,34(3):1-5.
[14]张良夫,秦臻,王爱国.Assel轧管机的技术特点[J].钢管,2010,39(3):28-29.
●信息
Discussion on Mod ified Long Guide-ro ller of Outlet Tab le o f Rotary Pipe Mill
HAN Yu,DING Jun
(MCCCapital Engineering&Research Incorporation Lim ited,Beijing 100176,China)
Addressing the problem as staying with a certain domestic Accu Roll pipe m ill,a modified long guide-roller device is proposed with reference to the outlet table structure of the Assel pipe m ill.Analyzed are the loading states of the shell on differentoutlet tables of the rotary pipemill.Detailed are the performance characteristics of themodified long guide-roller device.The analysis result reveals that the two press rollers and the two long guideroller of the device together form a guide position as encircled by four“guide-rollers”so as tomake it uneasy to get the shell swung off the rolling line.Such a device leads to fixing of the problem with the Accu Roll pipe m ill that scratch is caused to the shell surface due to its twisting and swing during the rolling process.As a result,the rolling speed of themill is enhanced,and so are the production cycle and output.
rotary pipemill;shell;outlet table;long guide-roller;modified type
TG333.8
B
1001-2311(2016)06-0065-05
2016-05-30;修定日期:2016-10-09)
韩宇(1979-),男,硕士,高级工程师,长期从事钢管工艺、设备设计及研发工作。
猜你喜欢
橡塑技术与装备(2022年5期)2022-05-17
一重技术(2021年5期)2022-01-18
北京航空航天大学学报(2021年9期)2021-11-02
文化交流(2019年1期)2019-01-11
科技与创新(2018年23期)2018-12-18
橡塑技术与装备(2018年21期)2018-11-13
读者·校园版(2018年3期)2018-01-18
电子制作(2017年20期)2017-04-26
轻兵器(2016年20期)2016-10-28
橡胶工业(2016年11期)2016-02-24
