大型风力发电机组塔筒制造流程解析
2016-02-15 06:17刘晓秋葛洲坝内蒙古风电设备有限公司内蒙通辽028400
低碳世界 2016年36期
刘晓秋(葛洲坝内蒙古风电设备有限公司,内蒙通辽028400)
大型风力发电机组塔筒制造流程解析
刘晓秋(葛洲坝内蒙古风电设备有限公司,内蒙通辽028400)
重点介绍了大型风力发电机组塔筒的制造工艺、质量控制节点,并对塔筒的制造流程、质量节点检验方式、安全环境管理进行简单阐述。
塔筒;质量控制;检验;防腐;安全环境管理
风电机组的重要承重支撑部件是塔筒,并起着重要抗震、抗倾覆作用。目前,大型风力发电机组塔筒多数采用圆锥体、钢制圆柱、以及圆锥和圆柱相结合的筒形塔架,塔筒一般分为3~4段,总重100~150t不等。塔筒单元节间采用整体锻造法兰及高强紧固螺栓连接,塔筒板材主要材料多采用Q345E热轧低合金高强度结构钢。
1 制造工艺流程图解
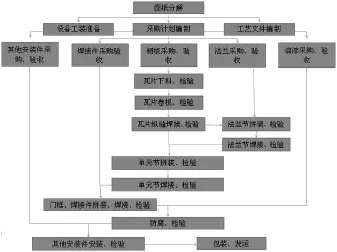
图1
2 制作工序简述
2.1 钢板数控下料
筒体瓦片按照图纸要求进行双定尺切割,并对切割位置精准钢印,并对材料原始信息进行移植;瓦片边缘坡口依据板厚进行不同坡口制备,坡口采用半自动火焰切割机进行切割,切割完成后进行打磨,去除熔渣、毛刺、氧化层,并对瓦片尺寸进行复核。
2.2 瓦片卷板
通过数控卷板机对瓦片进行冷弯卷制,卷板前依据图纸制作内弧面样板,便于卷制过程中比对。纵缝合拢处进行打底焊接,防止卷制变形。
2.3 瓦片焊接
纵缝焊接采用埋弧自动焊焊接内缝,外缝使用碳弧气刨进行清根后,使用十字悬臂埋弧焊机进行外缝焊接。埋弧自动焊采用H10Mn2 φ4.0mm焊丝和SJ101焊剂。焊接完毕后进行100%UT检验。检验合格进行卷板机校圆。
2.4 法兰节拼装与焊接
法兰节拼装采用水平拼装平台进行拼装,法兰平置于拼装平台,法兰节瓦片竖直吊起,瓦片坡口与法兰坡口精准对接,进行点焊加固。
法兰节焊接采用十字悬臂埋弧焊机机型内外缝焊接,焊接过程中需严密监控,严格按照焊接工艺进行,防止法兰面水平度局部变化及外翻。依据制造工艺要求,焊接完毕后进行100%UT检验及其他检验。
2.5 单元节拼装与焊接
单元节拼装采用液压组队机与滚焊台车配合进行拼装。拼装顺序为:法兰节-相邻瓦片-法兰节。拼装完成是需对整体尺寸、双侧法兰同轴度进行检验,检验合格后转交焊接。
单元节焊接采用埋弧自动焊机进行焊接,先焊接内缝,内缝焊接完毕后,利用碳弧气刨进行外缝清根,打磨清根部位,进行外缝盖面焊接。埋弧自动焊采用H10Mn2 φ4.0mm焊丝和SJ101焊剂。依据制造工艺要求,焊接完毕后进行100%UT检验及其他检验。
2.6 门框及焊接件拼装、焊接
焊接件拼装严格执行焊接件拼装工艺,精准放样,确保拼装位置准确,进行点焊。拼装完毕后进行检验。
焊接件焊接采用二氧化碳气体保护焊进行焊机,使用ER50-6 φ1.2mm实芯气体保护焊焊丝,角焊缝全部满焊,并打磨光滑。
门框拼装于底节塔筒上,拼装前按图纸尺寸在响应位置放样,进行切割门框口,并切割坡口,打磨干净,进行拼装,组装后焊缝间隙小于3mm。
门框焊接采用二氧化碳气体保护焊进行焊机,使用E501T-1Lφ1.2mm药芯气体保护焊焊丝,焊前对焊接位置进行预热,预热温度高于100℃。焊接采用分散施焊,控制焊接变形。
2.7 防腐
防腐主要对筒体主体机型喷砂、喷漆,法兰面热喷锌等工作。喷砂进行表面预处理,起到除锈、清洁、提高表面粗糙度等作用,喷砂完毕后进行相应检验,合格后进行喷漆。
喷漆一般在表面预处理后4h内进行,漆层分为底、中、面三层,每层喷涂需在上一层油漆完全固化后进行。涂层应该表面光滑、颜色一致、无气泡、流挂、褶皱、漏涂等缺陷。
2.8 其他安装件安装
安装件包括镀锌件、爬梯滑轨、导电轨、电缆、电气件等功能性零配件,安装过程中需严格按照安装工艺执行,确保安装位置正确,零部件间距离安全,螺栓力矩适当。
2.9 包装运输
塔筒制作完成,并经检验合格后,可运往现场。集中包装的方式进行运输。将备品备件按照要求进行包装,并采取防止损坏、防潮、防尘的措施,与主设备同时、一并发运。
在运输过程中,为了防止法兰变形,采用8#槽钢将塔架下、上法兰进行米字型支撑固定。进行包装时,塔筒在采用包装带缠绕包扎后,放置于运输鞍座上,将毛毡和胶皮铺于鞍座上。为防止雨雪及灰尘进入塔筒内侧,应用防雨布将塔筒两端封堵。
3 质量控制关键节点
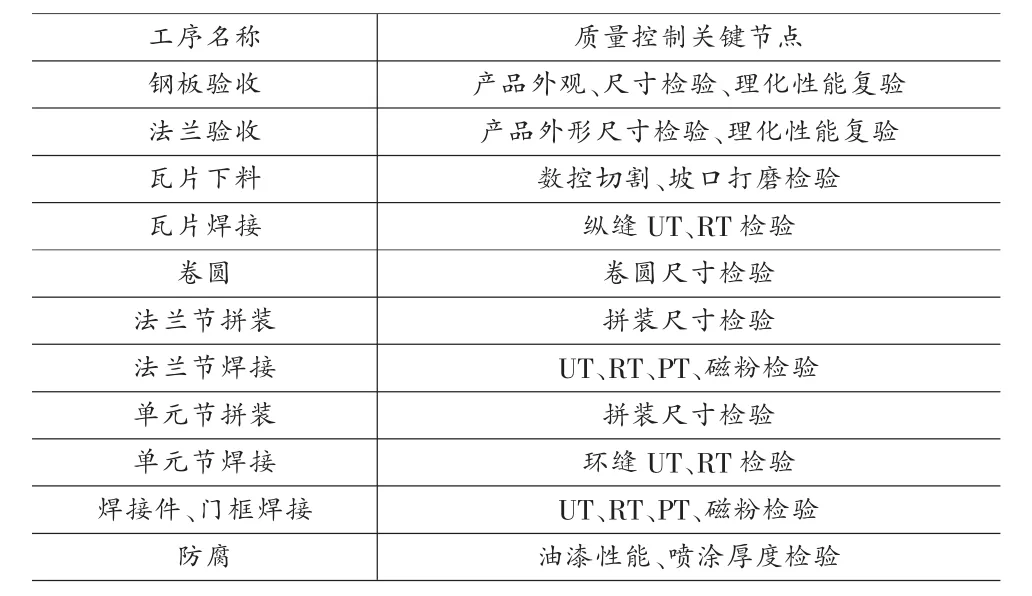
表1
(1)钢板验收:钢板进厂后,对钢板进行长、宽、厚度进行测量,与侧喷标识进行核对,按照原材料入库程序进行登记;按照技术要求,以炉批号为依据,对钢板进行10%UT复检;切割前,将钢板至于水平下料平台,检查钢板表面;切割取样,按照炉号进行化学成分复验、按照批号进行力学性能复验。
(2)法兰验收:法兰进厂后,依据图纸对法兰进行内外直径、高度、螺栓孔进行测量,检查外表面是否存在缺陷;按照技术要求对法兰进行100%UT复检;使用激光平面度仪,对法兰进行100%平面度检验。按照法兰炉批号,对法兰试样进行化学成分、力学性能、金相组织复验。
(3)下料:数控下料后进行四边、对角线尺寸复核,坡口尺寸符合技术要求,边缘打磨干净,物熔渣、毛刺、氧化层及火焰切口缺陷。
(4)卷圆:使用内弧样板对卷制弧度进行复核,要求对接口错边≤1.5mm,管口纵缝错牙≤1mm。
(5)法兰节、单元节拼装:法兰拼装采用水平拼装平台进行,只允许咋内侧压缝,法兰外侧与筒体外壁对齐拼装,要求坡口间隙<2mm,错边<2mm,筒节中心与法兰面垂直度≤1mm。
单元节拼装:相邻筒节纵缝相对拼装,法兰节拼装时,螺栓孔应该跨纵缝拼装,拼装中严禁在筒壁上焊接工装、使用锤击等方式。环缝对口错边量≤0.1板厚+1mm,不得大于2mm,环缝对口间隙≤2mm。拼装后检查整体尺寸,长度差-10~5mm,塔筒上下左右对角线≤3mm,领用水准仪对双侧法兰同轴度进行检验。
(6)法兰节、单元节焊接:依据焊接工艺进行焊接,焊接完毕后,进行外观检查,确保无咬边、宽度不均、高度不一等缺陷。焊缝冷却后进行100%UT检查,确保焊缝无未融合、未焊透、夹杂、气孔等内部缺陷。制造工艺有RT要求的,特别注意纵环缝丁字接口处影像。按照工艺要求,对焊缝进行磁粉、PT检验。
(7)焊接件、门框焊接:依据焊接工艺进行焊接,焊接完毕后,进行打磨,角焊缝圆滑,无漏焊、烧穿、裂纹、气孔等缺陷,焊接件需要进行30%PT检验。
门框焊接后外观平整,高低、宽窄均匀,不得有焊疤、飞溅、弧坑、咬边等缺陷,进行100%UT检测和PT检测。
(8)防腐:喷砂后,对钢板进行表面清洁度等级、表面粗糙度检验;喷漆后,对油漆喷涂厚度、油漆颜色、附着性能检验。检测仪器使用粗糙度仪、漆膜测厚仪、涂层划割仪。
4 生产中安质环境管理主要事项
(1)质量保证基础:焊接工艺评定。焊接工艺评定按照《压力容器焊接工艺评定》(NB/T47014)标准进行试板制备,选取具有省级资质金属材料检验机构进行检验,确保焊接工艺符合产品生产技术要求。
(2)认真、如实、准确做好原材料原始信息、作业人员信息移植,使用钢印在规定位置进行移植,确保产品信息持续可追溯。
(3)生产过程中注意各岗位安全作业,严格按照设备操作规程进行操作;特种设备作业人员必须持证上岗、对起重作业的吊具进行定期检查、维护和保养;集中供气站须有专人进行看护,严格按照操作规程作业,适时调整管道压力;焊接与打磨过程中做好个人防护,口罩、面罩、护目镜、手套等劳保齐全,高空作业必须在稳固高点位置系紧安全带;涉及电气作业必须由电工进行,其他人员不准进行操作。
(4)做好危险源辨识工作,塔筒制作危险源主要有:物体打击、机械伤害、起重伤害、触电和灼伤等。这些危险源主要分布在部件吊装、拼装、焊接、校正和倒运过程中。
(5)环境保护及职业健康,在塔筒制作中主要有以下几种因素:噪声、焊接烟尘、喷砂粉尘、油漆等有害化学品、废弃物污染等。对于影响人员健康的这些因素应做好积极预防措施。
TM315
A
2095-2066(2016)36-0037-02
2016-12-13
刘晓秋(1986-),男,助理工程师。
猜你喜欢
包装工程(2022年15期)2022-08-23
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
世界有色金属(2021年13期)2021-11-03
扬子江(2021年4期)2021-08-09
中国新技术新产品(2020年4期)2020-05-05
浙江大学学报(理学版)(2020年1期)2020-03-12
扬子江(2019年1期)2019-03-08
科教导刊·电子版(2018年6期)2018-06-06
西南石油大学学报(自然科学版)(2015年5期)2015-04-16