高热剂中Al-Fe3O4对实心热剂切割弹切割性能影响的研究
2016-02-15 08:54刘榆华辛文彤孙立明崔秀梅
火工品 2016年6期
刘榆华,辛文彤,孙立明,崔秀梅
(军械工程学院 车辆与电气工程系 机械设计教研室,河北 石家庄,050003)
高热剂中Al-Fe3O4对实心热剂切割弹切割性能影响的研究
刘榆华,辛文彤,孙立明,崔秀梅
(军械工程学院 车辆与电气工程系 机械设计教研室,河北 石家庄,050003)
以实心热剂切割弹为切割手段,实验研究了由Al-CuO、Al-Fe2O3、Al-Fe3O4三元燃烧系混合组成的高热剂中Al-Fe3O4对切割性能的影响。结果表明,随着Al-Fe3O4含量的增加,喷射时间增长,割孔深度加大。当Al-Fe3O4占高热剂质量分数89.1%时,切割200(L)mm×200(W)mm×20(T)mm的Q235钢板的喷射时间在6s以上,割孔深度达16.42mm。
高热剂;Al-Fe3O4;实心热剂切割弹;切割性能
热剂切割弹切割技术是将切割弹装填在切割枪(炬)中,利用弹内切割剂燃烧反应产生的高温高压熔融金属射流来完成对材料的切割。该技术不存在传统切割设备出现的技术复杂性较高、便携性差、安全性不稳等问题,适用于野外抢修、抢险救灾等特殊环境下的应急切割。切割剂中的高热剂组分作为热剂切割弹切割的高温热源,对切割弹的切割性能有着重要影响。常用的高热剂选用燃烧热大、绝热燃烧温度高的铝热剂,如Al-CuO、Al-Fe2O3、Al-Fe3O4等[1]。张启功等[2]试验比较了Al-CuO、Al-Fe2O3、Al-Fe3O4燃烧特点,发现Al-CuO系放热量最大、但燃速过快,液滴飞溅严重;Al-Fe2O3系放热量适中,速度平缓;Al-Fe3O4系放热量虽最小,但产生熔渣多。王森等[3]设计了空心热剂切割弹,并实验研究了高热剂中Al-CuO系和Al-Fe2O3系相对含量对切割性能的影响,发现Al-CuO系含量在13.6%~22.8%时能够熔穿10mm厚钢板,但切割时间不足4s。由于采用的是中孔结构,空心热剂切割弹在存储、运输中容易因颠簸震动而损坏其药柱。本文在空心热剂切割弹结构的基础上提出了双药柱结构的实心热剂切割弹。利用实心热剂切割弹试验研究高热剂(Al-CuO、Al-Fe2O3、Al-Fe3O4三元混合燃烧系)中Al-Fe3O4含量对切割弹切割性能的影响。
1 实心热剂切割弹结构
实心热剂切割弹由切割剂、速燃剂、石墨喷嘴、引火片等7部分组成,其中速燃剂充填满切割剂的中心孔洞中,结构如图1所示。
图1 实心热剂切割弹结构图Fig.1 Structure of solid thermite cutting ammunition
2 实验材料及方案
2.1 实验材料
(1)主要仪器设备如表1所示。
表1 实验主要仪器设备Tab.1 The main experimental equipment
(2)切割试样:200(L)mm×200(W)mm×20(T)mm的Q235钢板;
(3)切割剂成分:高热剂和功能添加剂。高热剂选用Al-CuO系、Al-Fe3O4系和Al-Fe2O3三元混合系,占切割剂质量分数的74%,功能添加剂有造气剂、合金剂、稀释剂等,占切割剂质量分数的26%。
2.2 实验方案
保持添加剂成分和含量不变,高热剂中Al-CuO系所占质量分数一定,仅改变Al-Fe3O4系和Al-Fe2O3系的相对含量,设计了9组不同高热剂,具体见表2。

表2 Al-Fe3O4系和Al-Fe2O3系占高热剂质量分数Tab.2 The mass percent of Al-Fe3O4and Al-Fe2O3in thermite
切割剂混合均匀后,在烘箱中120℃下进行烘干处理2h,炉冷至室温,经模具压制成型为Φ26mm的实心切割弹。各发弹的具体参数如表3所示。
表3 实心热剂切割弹参数Tab.3 Parameters of solid cutting ammunition
3 割孔实验
3.1 实验方法
为了实验数据的准确可靠,本研究在自行搭建的切割实验平台上利用实心热剂切割弹进行割孔试验,切割实验平台如图2所示。
图2 切割实验平台Fig.2 Test-bed for cutting experiment
实验时将带有引火片的切割弹在装弹筒中装填到位,调整钢板与喷嘴至适当位置,用点火枪点燃引火片,引火片引燃速燃剂。速燃剂产生的高能高速燃烧波沿切割弹轴线向后移动,瞬间引燃切割剂整个内壁,切割剂沿径向燃烧。其产生的高温金属熔流和气体产物经喷嘴压缩后高速喷出,对钢板进行割孔。用摄像机记录切割弹燃烧过程并计算喷射时间;待工件冷却后清理钢板上的金属渣,测得割孔深度。
3.2 喷射时间
不同Al-Fe3O4系含量下喷射时间的变化如图3所示。实验研究发现,随着Al-Fe3O4系含量的减少,切割剂的燃烧速度加快,喷射时间逐渐减少,产生的熔融金属流飞溅大。
主要原因在于:切割剂的装药密度不同。图4反映了装药密度的变化。由图4可见,随着Al-Fe3O4含量的增加,装药密度逐渐增大。当装药密度较大时,切割剂内各组分粉末接触较为紧密。由于粉末间空隙减少,热量传播方式以传导和辐射为主,随着装药密度的继续增加,热传播速度减慢,预热区内反应物升温也减慢,造成反应区的热散失加剧,导致随着装药密度增大燃烧速度降低,喷射时间加长。此外,Al-Fe2O3系燃烧后温度高,药粉的输运特性加强,反馈到药柱表面的热量增加,Al-Fe2O3系含量多的燃烧速度也会加快[4]。
图3 不同Al-Fe3O4含量下喷射时间变化曲线Fig.3 Curve of injection time with different content of Al-Fe3O4
图4 不同Al-Fe3O4含量下装药密度变化曲线Fig.4 Curve of charge density with different content of Al-Fe3O4
3.3 割孔深度
割孔深度与Al-Fe3O4系占高热剂质量分数的关系见图5。由图5可见,随着Al-Fe3O4含量的增加,割孔深度呈现出递增的趋势。1#切割弹割孔深度不到11mm;9#切割弹割孔深度可达16.42mm,相较于1#,其深度提高了50%。割孔宏观样貌如图6所示。
图5 不同Al-Fe3O4含量下的割孔深度变化曲线Fig.5 Curve of cutting depth with different content of Al-Fe3O4
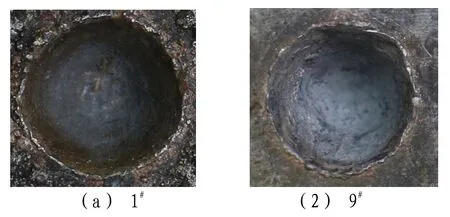
图6 孔洞宏观样貌图Fig.6 Appearances of hole
割孔深度的变化主要由切割剂产生的热量不同引起的。实心热剂切割弹内燃烧产生的热量主要来自于以下3个反应[5]:
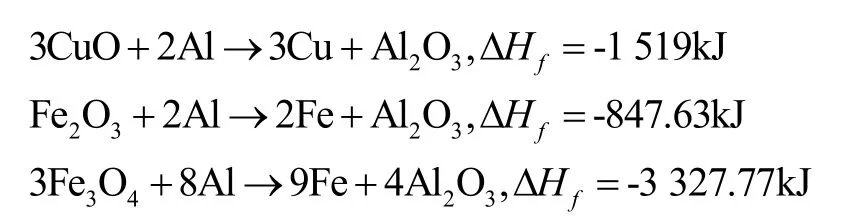
可以知道切割弹在绝热条件下产生的热量:

式(1)中:Q为切割弹的总释放热量;1Q为Al-Fe2O3体系放出的热量;2Q为Al-Fe3O4体系放出的热量;3Q为Al-CuO体系放出的热量。

式(2)中:α为高热剂占切割剂的质量分数,为74%;m为切割弹中切割剂的装药质量;iw为不同铝热剂占高热剂的质量分数;iq为不同铝热剂燃烧的理论热效应值,Al-Fe2O3、Al-Fe3O4和Al-CuO的理论燃烧效应值分别为3.90kJ/g、3.57kJ/g、3.82 kJ/g。由于Al-CuO系占高热剂的含量相对较小,可以认为切割弹内Al-CuO系燃烧产生的热量3Q基本不变。
单位时间内热量为tQ:

式(3)中:t为切割弹的喷射时间,s。
在切割剂压制成型过程中,由于四氧化三铁的密度较大和自身的铁磁性影响,相同压力下,四氧化三铁的压缩率大于三氧化二铁,这导致了在相同体积的弹体内Al-Fe3O4系含量多的切割剂装药量要大。根据表3中数据,由公式(1)~(3)计算可得不同Al-Fe3O4含量下单位时间热量Qt,见表4。

表4 不同Al-Fe2O3含量下单位时间热量Tab.4 The heat per unit time with different content of Al-Fe3O4
当Al-Fe3O4含量小于19.8%,随着添加量的增加,虽然单位时间内热量逐渐减少,但液滴飞溅逐渐减小,高温熔体对钢板的实际热作用面积增大,割孔深度不减反倒逐渐增加。未添加Al-Fe3O4(即Al-Fe2O3含量为89.1wt%)时,虽然其Qt高达25.03kJ/s,但喷射时飞溅最大,飞溅的液滴带走了大量的热量,实际热作用面积最小,导致割孔深度最小。Al-Fe3O4含量大于19.8wt%时,随着添加量的增加,单位时间热量Qt增加,加之喷射过程中飞溅减小,热作用面积大,故割孔深度逐渐增加。
4 结论
(1)与空心热剂切割弹相比,双药柱结构的实心热剂切割弹能够有效地防止药柱结构遭到破坏。
(2)由Al-CuO、Al-Fe2O3、Al-Fe3O4混合组成的高热剂中Al-Fe3O4系含量的变化会影响实心热剂切割弹的喷射时间和割孔深度。随着Al-Fe3O4添加量的增加,切割弹的燃烧速度减慢,喷射时间增长;切割弹内的装药量增加,切割剂放出的热量增多,割孔深度加深。
(3)高热剂中Al-Fe3O4系含量占89.1%时,熔融金属飞溅小,喷射时间最长达到6.36s,有效地提高了实心热剂切割弹的手工操作性;针对200(L)mm× 200(W)mm×20(T)mm的Q235钢板,割孔深度可达16.42mm。
[1]潘功配,杨硕,编著.烟火学[M].北京:北京理工大学出版社, 1997.
[2]张启功,李金明,安振涛.危险品切割炬装药优化及性能[J].电焊机,2015,10(45):38-42.
[3]王森,辛文彤,吴永胜,等.高热剂对燃烧型切割弹切割性能影响的研究[J].热加工工艺,2012,41(13):202-204.
[4]王克秀,李葆萱,吴心平.固体火箭推进剂及燃烧[M].北京:国防工业出版社,1983.
[5]殷声.燃烧合成[M].北京:冶金工业出版社,1999.
Effect of Al-Fe3O4in Thermite on Cutting Capability of Solid Cutting Ammunition
LIU Yu-hua, XIN Wen-tong, SUN Li-ming, CUI Xiu-mei
(Staff Room of Mechanical Design, Department of Vehicles and Electrical Engineering, Ordnance Engineering College, Shijiazhuang ,050003)
With solid thermite ammunition as cutting means, the effect of Al-Fe3O4in thermite consisting of Al-CuO, Al-Fe2O3and Al-Fe3O4on cutting capability was studied by test. The results indicated that with the increasing content of Al-Fe3O4, the injection time and cutting depth showed gradually increasing trend. When the weight of Al-Fe3O4is 89.1%, the ejection time was more than 6s, and cutting depth increased to16.42 mm while cutting the steel with size of 200 (L) mm × 200 (W) mm × 20 (T) mm.
Thermite; Al-Fe3O4; Solid cutting ammunition; Cutting capability
TQ567.7
A
1003-1480(2016)06-0036-04
2016-08-18
刘榆华(1990-),男,在读硕士研究生,从事特种焊接与切割技术研究。
总装司令部维修与改革项目。
猜你喜欢
火炸药学报(2022年3期)2022-07-04
昆明医科大学学报(2022年2期)2022-03-29
含能材料(2022年3期)2022-03-17
建材发展导向(2021年20期)2021-11-20
兵器装备工程学报(2020年8期)2020-09-07
水下无人系统学报(2020年2期)2020-05-13
信息化建设(2019年7期)2019-09-18
建材发展导向(2019年10期)2019-08-24
电子制作(2017年13期)2017-12-15
消费电子(2017年1期)2017-02-16