
选区激光烧结的不均匀温度场对成形过程的影响分析
2016-01-28 05:11:35贾亚龙
机械与电子 2015年7期
武 帅,张 俊,贾亚龙,王 翔
(中国科学技术大学 精密机械及精密仪器系,安徽 合肥 230027)
Effects of Unbalanced Thermal Field on Manufacturing Processes in Selective Laser Sintering
WU Shuai,ZHANG Jun,JIA Yalong,WANG Xiang
(Department of Precision Machinery and Precision Instrumentation, University of Science and Technology of China, Hefei 230027, China)
选区激光烧结的不均匀温度场对成形过程的影响分析
武帅,张俊,贾亚龙,王翔
(中国科学技术大学 精密机械及精密仪器系,安徽 合肥 230027)
Effects of Unbalanced Thermal Field on Manufacturing Processes in Selective Laser Sintering
WU Shuai,ZHANG Jun,JIA Yalong,WANG Xiang
(Department of Precision Machinery and Precision Instrumentation, University of Science and Technology of China, Hefei 230027, China)
摘要:选区激光烧结过程中,不均匀温度场引起的应力和变形是制约成型质量,影响成型精度的重要因素。通过有限元仿真,分析了不同扫描方式和预热保温温度情况下激光烧结的温度场,同时结合实验对不同扫描方式和预热保温温度下的应力和变形做出分析和计算。仿真和实验表明,预热保温能够有效减小烧结物的热应力,同时采用长短线交叉的扫描方式得到的烧结物应力和变形最小。
关键词:选区激光烧结;温度场;有限元方法;仿真
中图分类号:TB44
文献标识码:A
文章编号:1001-2257(2015)07-0019-05
收稿日期:2015-03-30
作者简介:武帅(1991-),男,安徽宿州人,硕士研究生,研究方向为快速成型技术;王翔(1964-),男,安徽合肥人,副教授,研究方向为光学测量及光机电一体化技术、微纳米制造技术、光(快速)成型技术。

Abstract:Stress and deformation resulting from an unbalanced thermal field have a significant effect on quality and precision in selective laser sintering. In this paper, the finite element method is applied to simulate thermal fields in different scan patterns and temperature of pre-heating and keeping warm. Meanwhile, experiments are performed to analyze and calculate stress and deformation. According to simulations and experiments, pre-heating and keeping warm can decrease the thermal stress effectively and scanning in the x-direction and the y-direction alternately can minimize the stress and deformation.
Key words:selective laser sintering; thermal field; finite element method; simulation
0引言
选区激光烧结成形是通过激光束扫描粉末材料,使其熔融粘接形成三维零件的加工方法。因其成形材料广泛,零件机械性能好等优点受到广泛关注[1-2]。
激光烧结过程中,由于激光光斑较小,粉末材料熔结区域的加热、冷却速度快,烧结成形实际是具有大温度梯度的不均匀温度场的作用过程。加热冷却过程产生的热应力,不仅会引起已烧结部分的翘曲变形影响逐层烧结的有效进行,而且还会影响烧结件的性能。为减小烧结过程中的应力和变形,国内外学者对烧结过程的温度场等进行了研究[3-5]。
激光的局部加热使得烧结过程中存在着较大的温度梯度,是产生应力和变形的原因,故减小烧结过程中的温度梯度能有效地减小应力和变形。为此,可以利用激光作用的不同扫描路径来改善温度场的分布,也可以通过对烧结中的粉末进行适当预热和保温来减小温度梯度。因此,利用有限元的仿真,来分析不同的激光扫描方式和预热保温温度下烧结过程的温度场,并结合烧结实验,来探讨减小烧结过程应力和变形的工艺措施。
1烧结过程温度场的数值计算
1.1 烧结过程不均匀温度场
激光烧结的温度场是激光作为移动热源形成的瞬态温度场[6]。激光烧结过程可以看成是移动的高斯面热源作用于半无限大体的热传导过程。高斯分布的激光以速度V匀速扫描粉末层,热量经传导形成的瞬态温度场可表述为:

(1)
θ(x,y,z,t)为坐标(x,y,z)的点在七时刻的温升;ω为激光束半径;a为热扩散率,a=λ/cρ;λ为粉末的热导率;c为粉末的比热容;ρ为粉末的密度;I0光斑中心处的光强。
而且激光能量集中,粉末受热区域小,粉末吸收激光能量熔融并快速冷却凝固。因此,激光烧结的温度场是一个具有大温度梯度的不均匀温度场,如图1所示。

图1 激光烧结示意图
1.2 扫描方式和温度影响的温度场计算
为了便于评价扫描方式和不同的预热保温温度对烧结过程的瞬时温度场的影响,现根据实验中使用的材料为80~120目的尼龙(PA6)粉末,设置热物性参数分别为热导率0.24 W/(m·K),密度589 kg/m3,比热容1 700 J/(kg·K)[6]。粉末的单层铺粉厚度为0.5 mm,激光的光斑直径为0.24 mm,平面内扫描间距为0.3 mm。利用有限单元法来构建计算模型,对一个梁形(长50 mm,宽10 mm)结构的两层烧结过程来进行仿真。
扫描方式是指激光扫描时的路径规划。针对细长的梁形结构,单层扫描路径可以简单规划为沿长度方向(X)扫描的长线扫描和沿宽度方向(Y)扫描的短线扫描两种方式,如图2所示。
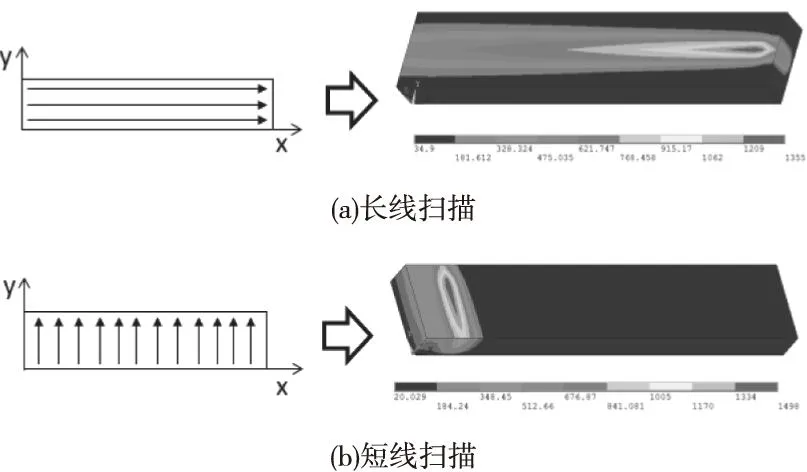
图2 单层的激光扫描方式及温度场计算
同时为了解逐层叠加烧结过程的温度场,两层烧结过程的扫描方式选取为:两层均为长线扫描或短线扫描方式,以及两层分别为短线和长线的交叉扫描方式,如图3所示。

图3 叠加扫描方式及温度场计算
图2所示,室温 (20 ℃) 下单层扫描烧结时,两种扫描方式下的温度场均有较大的不均匀性。长线扫描一条线时初始点温度为44.981 ℃,扫描线末端温度为1 336 ℃;连续扫描两条线时初始点温度为53.012 ℃,扫描线末端温度为1 355 ℃。短线扫描一条线时初始点温度为394.33 ℃,扫描线末端温度为1 336 ℃;连续扫描两条线时初始点温度为317.06 ℃,扫描线末端温度为1 498 ℃。因此,短线扫描时扫描线末端与起始点温度差更小,温度场均匀性相对较好。这是因为沿梁宽度方向的短线扫描时,两条线间隔时间短,激光的热影响区会对刚烧结的部分有保温作用,对待烧结的部分有预热作用。而长轴扫描时,由于每一条线扫描的长度和时间更长,已烧结部分迅速冷却形成较大的温度梯度。
图3所示为室温(20 ℃)下两层叠加烧结的温度场计算。第2层烧结时,长线扫描两条线后末端温度为1 566 ℃,其第1层上对应点温度为611.34 ℃;短线扫描两条线后末端温度为1 689 ℃,其第1层上对应点温度为770.01 ℃;交叉扫描2条线后末端温度为1 693 ℃,其第1层上对应点温度为806.43 ℃。说明2层叠加烧结使用交叉扫描得到的烧结件上下层的温度差更小。
对烧结粉末层进行预热和保温是减小温度场不均匀性的另一种方法。对于熔点为220 ℃的尼龙(PA6)粉末材料,分别选取室温(20 ℃),预热和保温温度为100 ℃、150 ℃ 3种情况来进行计算。相对于室温烧结,预热保温时粉末吸收的能量包括激光能量和预热能量,所以随着预热温度的增加,烧结时激光的能量要相应减小,否则烧结物便会发黄和汽化。室温下使用的参数为激光功率15 W,扫描速度55 mm/s,按照粉末吸收总能量相等的原则,当预热和保温温度为100 ℃时,使用激光功率13.5 W,扫描速度55 mm/s;当预热和保温温度为150 ℃时,使用激光功率12 W,扫描速度55 mm/s。
根据图3的结果,交叉扫描方式得到的温度场更加均匀,因此不同预热保温温度下的层叠扫描温度场计算均以交叉扫描方式为基础。室温下结果如图3(a)所示,预热保温时的结果如图4所示。预热保温100 ℃时,第2层扫描两条线后末端温度为1 606 ℃,其第1层上对应点温度为807.79 ℃;预热保温150 ℃时,第2层扫描两条线后末端温度为1 489 ℃,其第1层上对应点温度为779.14 ℃。说明随着预热保温温度的提高,可以减小温度差,改善温度场的不均匀性。
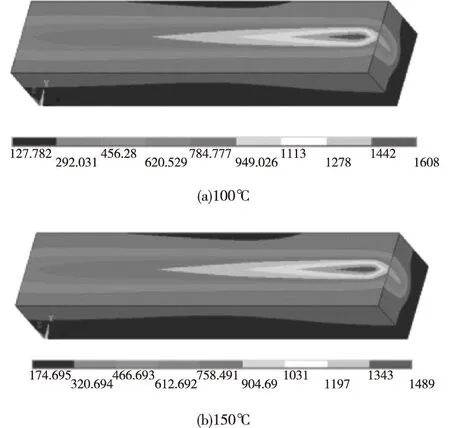
图4 预热保温的温度场计算
2激光烧结实验和分析
2.1 烧结实验
在有限元分析的基础上,利用自研制的面向粉末材料的激光烧结成形实验装置,以尼龙(PA6)粉末为对象,结合有限元计算模型的烧结工艺参数,进行了不同扫描方式和预热温度的激光烧结实验。同时,为了防止烧结过程应力和变形对两层连续烧结过程的影响,实验中,设置一个薄铁片作为烧结物的基板,并置于具有较强吸附力且能承受高温的磁铁上,一方面可以约束烧结过程的应力产生的变形,同时可以有效的通过在烧结完成后解除磁铁束缚,利用烧结物和薄铁基板的自由变形,来测量烧结样品的变形,进而了解烧结过程中的应力。
2.2 激光扫描方式的影响
细长形的单层烧结,其实验结果如图5所示。对于沿梁长度方向的长线扫描烧结,烧结样品表面会出现明显的未有效熔融的颗粒,且样品出现从基板上脱离趋势;而沿梁宽度方向的短线扫描烧结,样品表面相对光滑,显示出具有很好的熔融状态,且与基板粘结效果也相对较好。说明短线扫描过程中,熔结区域在紧随的相邻扫描激光作用的热影响区影响下,冷却速度不仅大幅减缓,其在熔融态的时间也随之增加,流动性变好,使得相邻的线与线之间扫描烧结物有很好的熔结效果。
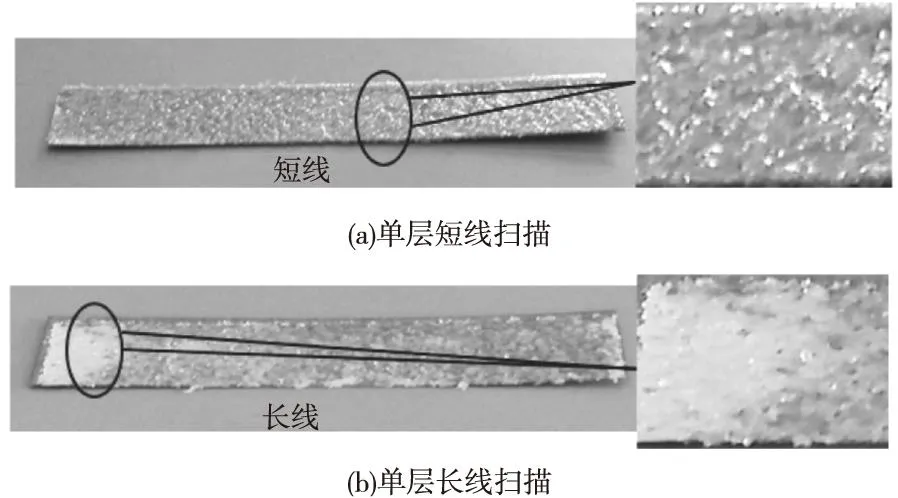
图5 烧结样品表面效果图
图6为连续两层烧结样品,由于长线扫描方式烧结时的熔结效果差,单层烧结后易与基板脱离,难以有效连续烧结两层,故图中分别为短线扫描方式和交叉扫描方式的结果。烧结样品的热应力与变形成正比,变形越大说明其应力越大。由此可知,短线扫描造成的烧结样品变形明显大于交叉扫描。

图6 烧结样品变形
这是由于交叉扫描时,两层之间由于扫描方式不同而引起的应力表现形式不同,可以减小应力的累积效果。因此,烧结样品的应力更小,由应力引起的变形也更小。
2.3 预热保温的影响
对烧结成形粉末的预热保温可以减小烧结的冷却速度和温度场的不均匀性,减小烧结物的热应力。不同温度下(20 ℃,100 ℃和150 ℃)下的烧结实验结果如图7所示。对于两层的梁形结构,烧结完成释放磁铁的约束后,在应力作用下将发生弯曲变形。
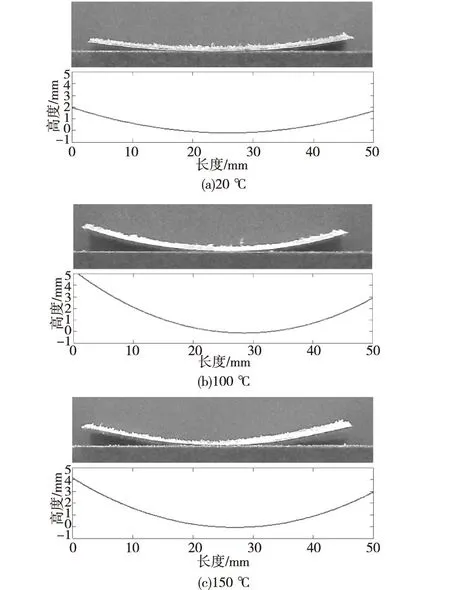
图7 不同预热保温温度下烧结物的变形和变形拟合曲线
对于预热保温状态下实验样品,除了烧结应力引起的变形外,在对应的预热保温温度冷却到室温时还将存在一个附加的收缩变形。如图8所示。利用图8a所示等厚度的PA6薄膜(无应力)预热保温之后冷却到室温,来得到对应的收缩变形,如图8b和图8c所示分别为预热保温100 ℃和150 ℃后室温下的变形图。因此,对于在有预热保温状态下因烧结应力产生的变形,可以通过在图7b、c所示的变形中分别减去图8b、c所示的附加收缩变形来获得,进而可以通过变形来了解不同预热温度下的烧结应力的变化。
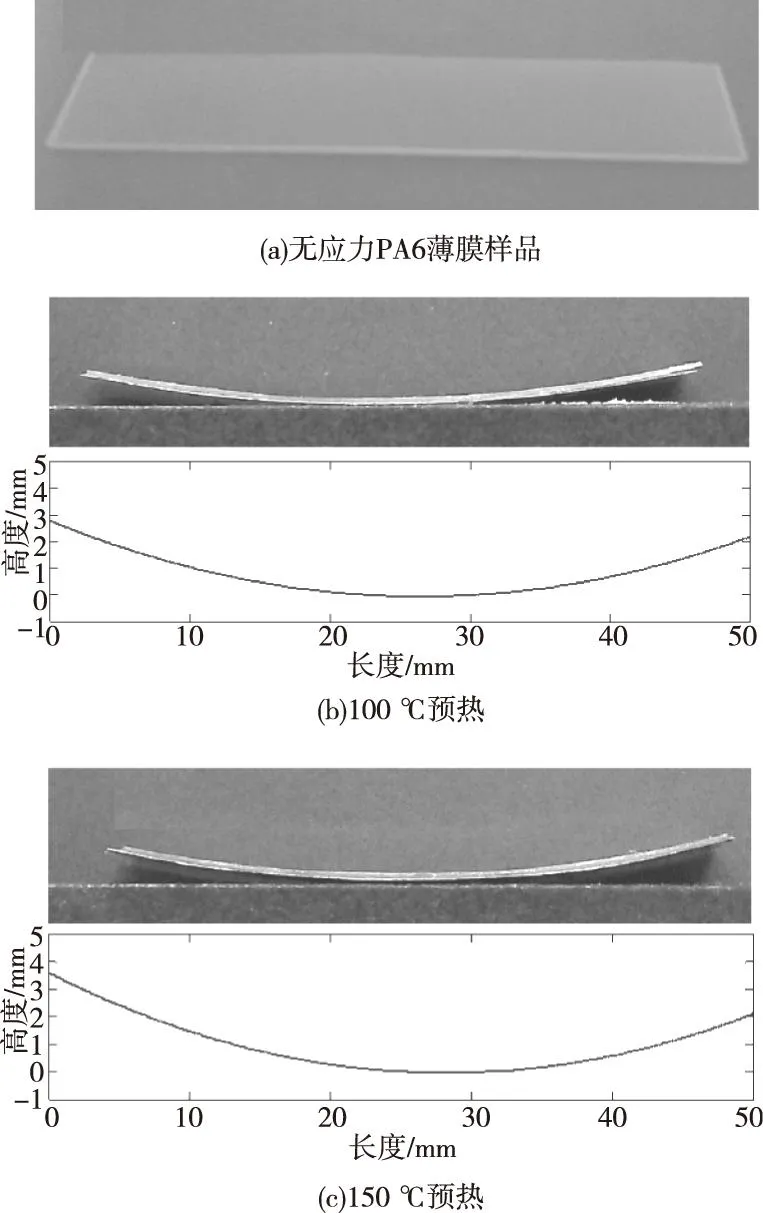
图8 PA6薄膜预热冷却后的收缩变形和变形拟合曲线
利用Matlab的图像处理方法,对烧结样品的变形提取和曲线拟合,可以得到不同样品的变形及曲率。图7a所示室温样品变形曲率为0.006 4 mm-1;图7b所示在100 ℃的预热保温下样品变形曲率为0.012 9 mm-1,图8b所示PA6薄膜变形曲率为0.008 0 mm-1,则由应力引起的变形曲率为0.004 9 mm-1;图7c所示150 ℃的预热保温下样品变形曲率为0.011 3 mm-1,图8c所示PA6薄膜变形曲率为0.009 0 mm-1,则烧结应力产生的变形曲率为0.002 3 mm-1。针对细长的梁形烧结样品,得到变形后,可利用通常用来测量残余应力的应力释放的方法[7],根据弹性变形原理来得到对应的应力。样品的变形量与其平均应力的关系为[8]:

(2)
σ为烧结物平均热应力;n为烧结层数;Δz为单层烧结厚度;E为材料弹性模量;ρ为变形曲率。
根据上述公式可得到,如图9所示。室温下样品平均热应力为7.253MPa,100 ℃预热保温下样品平均热应力为5.553MPa,150 ℃预热保温下样品平均热应力为2.607MPa。说明在烧结过程中对材料进行预热和保温能够减小烧结过程中的应力和变形,与温度场的有限元分析一致。
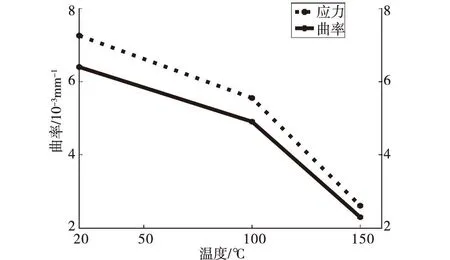
图9 不同预热保温温度下烧结样品变形曲率和应力
3结束语
激光烧结过程中,激光扫描方式以及对材料预热保温能够影响温度场分布,进而影响烧结物的应力和变形。不同的扫描方式中,长线扫描的烧结物容易与基板脱离,短线扫描的烧结物变形较大,长短线交叉扫描的烧结物变形最小,且能够有效与基板粘接。随着预热保温温度的增加,激光烧结的温度场分布更加均匀,烧结物的应力和变形也更小。
参考文献:
[1]Vaughan M R, Crawford R H. Effectiveness of virtual models in design for additive manufacturing: a laser sintering case study[J]. Rapid Prototyping Journal, 2013, 19(1): 11-19.
[2]Kruth J P, Badrossamay M, Yasa E, et al. Part and material properties in selective laser melting of metals[C]//Proceedings of the 16th International Symposium on Electromachining,2010.
[3]李佳桂,史玉升,鲁中良,等.选择性激光熔化成形瞬态温度场数值模拟[J]. 中国机械工程,2008,19(20):2492-2495.
[4]Tian X, Sun B, Heinrich J G, et al. Scan pattern, stress and mechanical strength of laser directly sintered ceramics[J]. The International Journal of Advanced Manufacturing Technology, 2013, 64(1/2/3/4): 239-246.
[5]Hussein A, Hao L, Yan C, et al. Finite element simulation of the temperature and stress fields in single layers built without-support in selective laser melting[J]. Materials & Design, 2013, 52: 638-647.
[6]周文晓,王翔,崔瑞,等. 粉末薄层选区激光烧结温度场数值模拟与实验研究[J]. 现代制造工程,2012(5):12-16,23.
[7]陈丽华,封艳. 6061铝合金薄板焊接应力与焊接变形[J]. 机械与电子,2013(3):70-73.
[8]宋天明.焊接残余应力的产生与消除 [M].北京:中国石化出版社,2005.

猜你喜欢
舰船科学技术(2021年12期)2021-03-29 01:28:24
测控技术(2018年4期)2018-11-25 09:47:10
建筑科技(2018年6期)2018-08-30 03:41:08
成长·读写月刊(2016年12期)2017-01-12 18:22:23
航空兵器(2016年4期)2016-11-28 21:43:10
科技资讯(2016年19期)2016-11-15 10:40:02
数字技术与应用(2016年9期)2016-11-09 23:25:33
数字技术与应用(2016年9期)2016-11-09 22:09:07
科技视界(2016年18期)2016-11-03 21:44:44
科技视界(2016年18期)2016-11-03 20:31:49
