
12Cr2Mo1R与06Cr19Ni10异种材质焊接研究
2016-01-28 08:45:58匡清华毛桂军
中国重型装备 2015年4期
匡清华 毛桂军
(东方汽轮机有限公司,四川618000)
12Cr2Mo1R与06Cr19Ni10异种材质焊接研究
匡清华毛桂军
(东方汽轮机有限公司,四川618000)
公司承接的某重型燃气轮机的一些零部件采用了12Cr2Mo1R耐热钢与06Cr19Ni10不锈钢焊接接头,其工作温度为 600℃左右,因此对该异质接头的使用性能要求非常高。同时,12Cr2Mo1R耐热钢与06Cr19Ni10不锈钢的物理性能和化学成分都有着较大的差别,二者组成的接头焊接性较差[1~2]。这就要求对如何选择焊接材料,如何优化焊接工艺参数进行深入研究。
1焊接性分析
1.1化学成分和物理性能对比
12Cr2Mo1R为珠光体耐热钢[3],有较高的热强性和持久塑性。它的碳和各种合金元素含量较高,母材有较大的淬硬敏感性,焊缝及热影响区容易出现淬硬组织[4]。而当这种焊接接头刚性大,且应力比较集中时,产生冷裂纹的倾向就更大。
06Cr19Ni10不锈钢是单相奥氏体组织,抗蠕变性高,抗蚀性好。但是长时间在600℃左右工作时,容易产生晶间腐蚀。两种钢的化学成分对照表如表1所示。两种钢的物理性能对照表如表2所示。

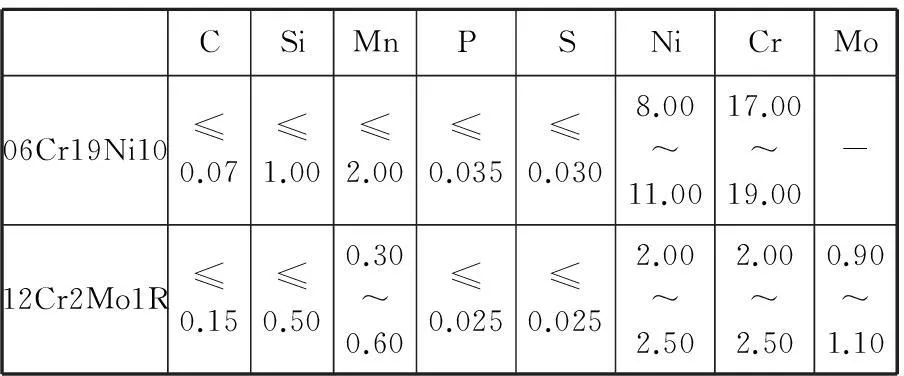
表1 12Cr2Mo1R与06Cr19Ni10
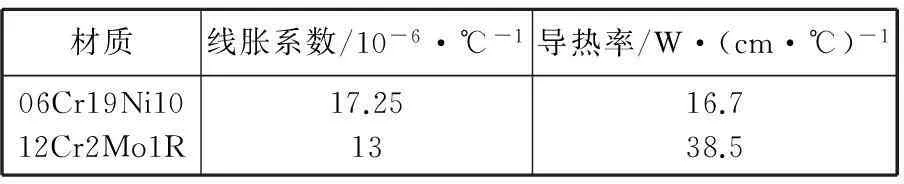
表2 12Cr2Mo1R与06Cr19Ni10物理性能对照表
由表1可知,12Cr2Mo1R与06Cr19Ni10的合金元素含量差别较大,特别是Ni、Cr含量非常明显。从表2可知二者的线胀系数和导热率也存在较大差别,因此,该种异质接头在焊接过程中和使用过程中都可能出问题。
1.2焊缝合金成分稀释和马氏体过渡层生成
12Cr2Mo1R耐热钢与06Cr19Ni10不锈钢焊接时,一方面,因为12Cr2Mo1R的合金成分含量相对较低,在施焊过程中对焊缝金属的合金成分有一定的冲淡作用,导致焊缝中的奥氏体形成元素欠缺,从而焊缝中容易产生马氏体组织,降低焊接接头性能,还可能引发裂纹。另一方面,焊缝金属与熔化母材在焊接过程中互相混合,但在熔池的内部和边缘混合程度不同。熔池边缘的液态金属因温度较低导致其流动性差,保持液态的时间较短,加上受到的搅拌作用相对较弱,故而融合区容易形成合金元素含量较高的过渡层。当该过渡层出现高硬度的马氏体组织时,会使得这种异质接头,在焊接或使用过程中因熔合区性能的降低而降低整个焊接结构的可靠性[4~5]。
1.3熔合区的碳扩散
12Cr2Mo1R耐热钢与06Cr19Ni10不锈钢异质接头在高温条件下长时间使用时,碳元素自12Cr2Mo1R母材侧经熔合线扩散到奥氏体焊缝侧,导致12Cr2Mo1R母材侧因铁素体脱碳而发生软化,并加剧了脱碳层的晶粒长大,从而沿熔合线生成粗晶区。而在奥氏体焊缝侧由于增碳导致硬度升高。
1.4焊接接头的界面应力
12Cr2Mo1R耐热钢与06Cr19Ni10不锈钢的线膨胀系数存在较大差异,使得组成的异质接头产生较大的热应力,并加剧熔合区内缺陷的聚集和进一步扩展。同时,马氏体淬硬组织容易在化学成分被稀释后的焊缝中出现。当焊接接头冷却收缩时,脱碳层中的拘束应力得到释放,而增碳层中的拘束应力形成聚集,出现应力集中。
1.5焊接接头的应力腐蚀敏感性
由于12Cr2Mo1R耐热钢的成分、组织以及物理性能与06Cr19Ni10不锈钢差异较大,加上界面应力较大,因此应力腐蚀敏感性较高。为了增强接头的抗应力腐蚀能力,需要从两方面着手:一方面是降低界面应力;另一方面是对焊接接头成分不均匀性进行改善。
1.6475℃脆性和δ相析出脆化
为了控制双相组织中铁素体的含量,以达到减弱475℃脆性的目的,在12Cr2Mo1R耐热钢与06Cr19Ni10不锈钢进行焊接时,可向填充金属中增加一定的奥氏体化元素成分,或者降低铁素体形成元素。12Cr2Mo1R耐热钢与06Cr19Ni10不锈钢组成的异质接头在600℃附近停留时间较长时,容易形成δ脆性相,导致接头的塑性和韧性降低。06Cr19Ni10这种奥氏体不锈钢的导热率较低,降温速度慢,降温过程较长。为了缩短高温状态时的停留时间,尽量避免475℃脆性和δ相析出脆化,推荐采取强制冷却方式。
2焊接方案制定
2.1焊接过程和焊材分析
依据前面对两种异质材料的物理性能和化学性能分析,对12Cr2Mo1R与06Cr19Ni10异质接头采取不预热焊接,焊后强制冷却,这样对接头的性能有积极作用。同时,通过合理选择与该种异质接头匹配的焊接材料,调整和控制填充金属的成分。优选镍含量较高的焊接材料,可有效抑制焊缝中的碳扩散,而选取与06Cr19Ni10成分近似的焊材,还可有效降低稀释率。虽然δ相存在焊缝组织中时会引起δ相脆化,并引起δ相选择性腐蚀,但是δ相可提高抗热裂和抗晶间腐蚀能力,5%的δ相即可有效改善和提高焊缝性能[6]。因此,采取相应的措施,使焊缝组织为A+5%F,即可有效改善接头的性能,保证焊缝的塑性、韧性和抗裂性能。
2.2焊接材料的选择
考虑以上分析,结合实际生产经验,初步选取ER309L焊丝作为焊材,并利用舍夫勒组织图分析焊缝成分及熔合比。焊丝ER309L化学成分见表3。
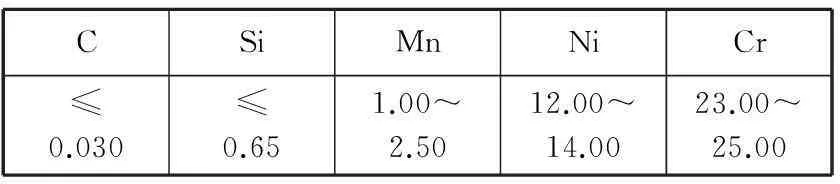
表3 ER309L化学成分(质量分数,%)
(1)06Cr19Ni10不锈钢的镍当量Nieq和铬当量Creq计算(计算元素含量均取上限值):
Creq=Cr+1.5Si+Mo=20.5%
Nieq=Ni+30C+0.5Mn=14.1%
(2)12Cr2Mo1R耐热钢的镍当量Nieq和铬当量Creq计算(计算元素含量均取上限值):
Creq=Cr+1.5Si+Mo=4.35%
Nieq=Ni+30C+0.5Mn=7.8%
(3)ER309L焊丝的镍当量Nieq和铬当量Creq计算(计算元素含量均取上限值):
Creq=Cr+1.5Si+Mo=25.975%
Nieq=Ni+30C+0.5Mn=16.15%
在舍夫勒组织图(图1)上,对应12Cr2Mo1R、06Cr19Ni10、ER309L标出a、b、c三点,将a、b、c三点连线,当12Cr2Mo1R和06Cr19Ni10母材同比例进入焊缝时,得到a-b连线的中点f点的母材成分。将f与c连线,则焊缝金属成分必在f-c连线上并取决于熔合比的大小。将f-c连线10等分后可知:熔合比约大于71%时,焊缝成分为A+M;熔合比约大于51%时焊缝成分为A+M+5%F,熔合比只有在26%~51%之间时,焊缝成分为A+5%F,能够满足焊缝性能要求[4]。
2.3焊接工艺参数
采用富氩气体保护,手工钨极氩弧焊施焊,参数见表4。
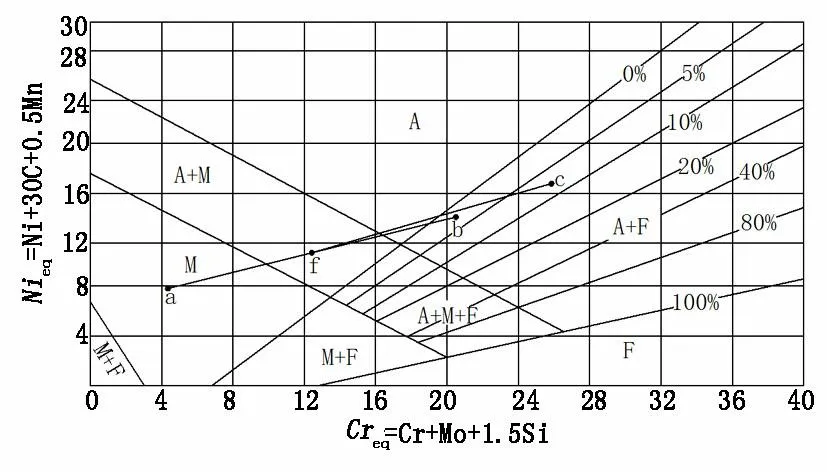
图1 舍夫勒组织图
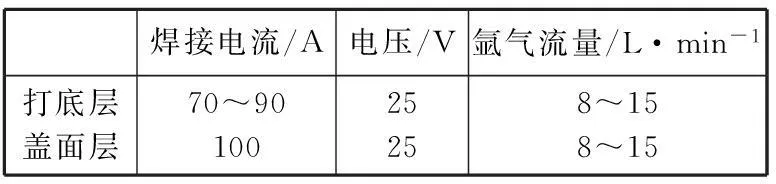
焊接电流/A电压/V氩气流量/L·min-1打底层盖面层70~9010025258~158~15
(1)选取直径为∅2.0 mm的ER309L焊丝,并要求施焊前对即将使用的焊丝表面进行清理。
(2)焊机型号:时代ZX7-315;电流极性:直流正接;钨极:铈钨极∅2.0 mm。
(3)采用V型坡口,坡口角度为60°,钝边为1.5 mm,间隙2.0 mm。对坡口表面及附近区域清理、打磨。
(4)焊接完成后立即采用石棉布对12Cr2Mo1R耐热钢侧母材进行包覆保温缓冷。
3焊接工艺评定
3.1评定标准
按《ASME钢炉及压力容器规范》第Ⅸ卷的有关焊接工艺评定的要求进行本项试验。
3.2试件准备和焊接
试件:12Cr2Mo1R:150 mm×350 mm/δ25 mm;06Cr19Ni10:150 mm×350 mm/δ10 mm。对接坡口,按表4中焊接工艺参数施焊。
3.3力学性能试验结果
试件着色检测合格,射线检测I级合格,在试件上按ASME IX要求进行力学性能试样取样。性能试验结果:
(1)断裂发生在12Cr2Mo1R耐热钢母材一侧,抗拉强度合格。
(2)90°面弯四件,弯曲结果均合格。
试验结论:试验结果符合ASME IX要求,完全合格。
4实际应用
将接头在燃气轮机某大型部件上进行了生产实际应用,该产品经多年的服役未出现问题,证明了接头性能稳定,从而也验证了焊材和参数选择的合理性。
5结论
(1)通过对12Cr2Mo1R和06Cr19Ni10两种材料的差异分析,选取合适的焊接材料进行工艺评定试验,为产品的生产提供了理论依据。
(2)在实际生产应用中,工件不允许进行强制对口,以尽可能减小拘束度。
(3)坡口角度和根部间隙对熔合比的影响较大。因此,一旦焊接方式和使用参数选定,不同的基材板厚就应根据熔合比需求选取不同的坡口角度和根部间隙。
(4) 针对12Cr2Mo1R和06Cr19Ni10两种材料进行焊接评定,从试验上验证了分析方法的合理性,而优选的焊接参数在产品上的成功应用则验证了焊材和参数选择的科学性。对类似材料产品的焊接具有一定的借鉴作用。
参考文献
[1]周振丰.焊接冶金学(金属焊接性).北京:机械工业出版社,1995.
[2]中国机械工程学会焊接学会编.焊接手册.第二卷 材料的焊接.北京:机械工业出版社,1992.
[3]催忠圻. 金属学与热处理. 北京:机械工业出版社,1989.
[4]常学军,段春福.12Cr1MoV-1Cr18Ni9Ti氩弧焊工艺分析.焊接,2001.
[5]钱昌黔.耐热钢焊接.水利电力出版社,1988.
[6]张文钺.焊接冶金学(基本原理).北京:机械工业出版社,1996.
编辑杜青泉
摘要:分析了12Cr2Mo1R耐热钢与06Cr19Ni10不锈钢的焊接工艺特点,介绍了氩弧焊材ER309L的选取过程,阐述了如何控制焊缝的合金元素组成,从而改善和提高焊接接头性能,并最终在实际产品中验证了工艺方案的可行性。
关键词:12Cr2Mo1R;06Cr19Ni10;焊接性
Study on Dissimilar Material Welding of 12Cr2Mo1R and 06Cr19Ni10
Kuang Qinghua, Mao Guijun
Abstract:The welding process characteristics of 12Cr2Mo1R heat resistant steel and 06Cr19Ni10 stainless steel have been analyzed. Meanwhile, the selection procedure of argon arc welding material ER309L has been introduced. How to control the composition of alloying elements for welding seam has been stated, so as to improve the properties of welded joint. Then the feasibility of process program has been verified in the actual product eventually.
Key words:12Cr2Mo1R; 06Cr19Ni10; weldability
作者简介:匡清华(1974—),男,工程硕士,主要从事汽轮机主机部套焊接工艺方面的研究。
收稿日期:2015—05—20
中图分类号:TG44
文献标志码:B
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08 02:23:32
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
制造技术与机床(2017年3期)2017-06-23 08:11:39
制造技术与机床(2017年3期)2017-06-23 08:11:33
材料科学与工程学报(2016年5期)2016-02-27 07:11:20
大型铸锻件(2015年4期)2016-01-12 06:35:27
云南师范大学学报(自然科学版)(2015年5期)2015-12-26 12:46:16
应用科技(2015年5期)2015-12-09 07:10:09
中央民族大学学报(自然科学版)(2015年2期)2015-06-09 08:45:26
