
鲜木薯浓醪酒精发酵工艺研究
2016-01-20 05:06李克林伍时华容元平马丹汇
广西大学学报(自然科学版) 2015年6期
李克林,叶 云,伍时华,容元平,马丹汇
(广西科技大学生物与化学工程学院, 广西柳州545006)
鲜木薯浓醪酒精发酵工艺研究
李克林,叶云,伍时华,容元平,马丹汇
(广西科技大学生物与化学工程学院, 广西柳州545006)
摘要:为了提高发酵初始总糖浓度,经济地获取液化滤液进行鲜木薯浓醪酒精发酵,对预处理工艺进行了优化。利用α-淀粉酶对鲜木薯浆进行液化、过滤处理,经过单因素和正交试验,得到优化的液化工艺条件:鲜木薯粉碎料水比为1∶1.1,浆料液化的pH为6.2,在95℃以上保温75min,液化酶用量为4 U/g鲜木薯。在此工艺条件下鲜木薯液化固形物得率为93.8%。将鲜木薯与上述工艺得到的液化滤液按1∶1.2比例混合后粉碎,得到初始总糖含量在22%(w/v)以上的鲜木薯浆料,再进行浓醪酒精发酵试验,发酵成熟醪酒度可达13.1%(v/v)。结论:上述预处理工艺能够有效提高鲜木薯发酵醪的初始总糖浓度,达到用鲜木薯进行浓醪酒精发酵目的。
关键词:鲜木薯液化;滤液;粉碎;酒精;浓醪发酵
Pretreatment technology of high-gravity ethanol fermentation using fresh cassava
LI Ke-lin, YUE Yun, WU Shi-hua, RONG Yuan-ping, MA Dan-hui
(Department of Biological and Chemical Engineering, Guangxi University of Technology, Liuzhou 545006, China )
Abstract:In order to obtain hydrolysate economically for ethanol preparation by high-gravity fermentation using fresh cassava, the pretreatment conditions aimed to increase the total sugar concentration were investigated. Base on single factor and orthogonal experiments, the optimum liquefaction conditions were established as follows: solid-liquid ratio 1∶1.1, pH 6.2, incubating 75 minutes above 90 ℃, and 4 U/g enzyme amount. Under the conditions, the yield rate of liquefied cassava solid in hydrolysate was 93.8%. When fresh cassava was mixed with the hydrolysate by 1∶1.2 and crushed together, a fresh cassava slurry with total sugar concentration of 22% (w/v) was obtained. Using the slurry as raw materials, the fermenting mash reached 13.1% (v/v). Conclusion: the pretreatment process could effectively increase the total sugar concentration in fresh cassava fermented mash, which was very useful in high-gravity fermentation.
Key word: cassava hydroysate; filtrate; smash; ethanol; high-gravity fermentation
酒精是应用广泛的基础工业原料,现有的酒精生产模式存在着高耗水、高耗能、高污染、高投入、低效益等问题。这些问题的存在严重制约了酒精产业的进一步发展[1]。酒精生产的原料来源广泛,传统上多以玉米、小麦、稻谷等粮食作物为酒精生产的原料,也有人研究以农作物废弃物如玉米渣、土豆渣、麦糠、麸皮、农作物的秸秆以及废弃的甜菜叶茎等来生产酒精[2-3]。广西是我国木薯的主要产区,其木薯产量约占全国木薯总产量的70%[4],在广西用木薯生产酒精就很有优势。木薯酒精厂为保证常年生产,一般以木薯干片为原料生产酒精[5-6]。为降低生产成本,在木薯收获季节,多以鲜木薯为原料生产酒精,因为每吨酒精的原料成本可以比干片节省约220元[7]。
乙醇生产是高耗能产业,由于发展晚,我国乙醇发酵工业的能耗较高,我国每吨乙醇平均能耗800 kg以上,世界水平为300~400 kg[8]。而酒精生产能耗较高的原因,很大程度是由于发酵浓度低所造成。例如,以木薯干片为例,它的粗纤维含量达到3%~4%[9]。纤维是高吸水物质,用鲜木薯生产,通常发酵成熟醪酒度在8%左右。这是造成木薯酒精生产能耗高的重要原因。为了降低能耗,提高生产和设备利用率,很多人都做了以木薯干片为原料,进行浓醪酒精发酵方面的研究[10-14],并取得较好的效果。因鲜木薯具有原料成本低的优点,利用鲜木薯进行浓醪酒精发酵,意义更大。但鲜木薯粉碎时若加水量过少,则粉碎及浆料输送都非常困难。本课题组探索先对小部分鲜木薯进行粉碎、液化、渣液分离等预处理,再采用含糖液化滤液代替水与鲜木薯进行混合粉碎,就能有效地提高发酵醪初始总糖浓度,顺利达到用鲜木薯进行浓醪酒精发酵的目的。
1材料与方法
1.1 原辅料
鲜木薯(市售,含淀粉27.5%);酒精高产酿酒酵母GGFS16(广西科技大学发酵工程研究室选育并保存);α-淀粉酶(20 000 U/mL);糖化酶(100 000 U/mL)。
1.2 设备与仪器
家用粉碎机;立式压力蒸汽消毒器(628B-2,铁岭市医疗器械总厂);全温度恒温调速摇床柜(HWY-2112,上海智城分析仪器制造有限公司);水浴锅;手持糖度计;酒精比重计。
1.3 方法
1.3.1鲜木薯水解工艺流程
称取一定量已切成小块的鲜木薯于粉碎机中,按比例加入适量水,进行充分粉碎。将鲜木薯浆料置于500 mL三角瓶中,用盐酸或纯碱溶液调节浆料的pH值,再加入α-淀粉酶,搅拌均匀,置于98 ℃以上水浴中,至浆料温度达到95 ℃以上进行保温,用40目滤布抽滤,挤压,再用少许沸水洗涤滤渣,重复抽滤,挤压,合并滤液,对滤液进行重量和固形物含量的测定。
1.3.2不同因素对鲜木薯浆水解固形物得率的影响
①料水比:在保温时间60 min、pH值6.0、α-淀粉酶加入量3 U/g鲜木薯的条件下,分别采用1∶0.7、1∶0.9、1∶1.1、1∶1.3、1∶1.5的料水比,按照“1.3.1”所示的工艺流程制取液化滤液。
②保温时间:在料水比1∶1.1、pH值6.0、α-淀粉酶加入量3 U/g鲜木薯的条件下,分别采用20 min、40 min、60 min、80 min、100 min的保温时间,按照“1.3.1”所示的工艺流程制取液化滤液。
③液化pH值:在料水比1∶1.1、保温时间60 min、α-淀粉酶加入量3 U/g鲜木薯的条件下,分别采用5.0、5.5、6.0、6.5、7.0的pH值进行液化,按照“1.3.1”所示的工艺流程制取液化滤液。
④α-淀粉酶用量:在料水比1∶1.1、保温时间60 min、液化pH值6.0的条件下,分别按照1 U/g、2 U/g、3 U/g、4 U/g、5 U/g鲜木薯的用量加入α-淀粉酶,按照“1.3.1”所示的工艺流程制取液化滤液。
1.3.3鲜木薯浆水解正交试验
按表1各因素水平进行正交试验,以液化后过滤所得固形物得率为考察指标,优化水解工艺条件。

表1 鲜木薯浆水解正交试验方案
1.4 鲜木薯浓醪酒精发酵试验
①对照试验:称取1 000 g鲜木薯和1 000 mL水,在粉碎机中粉碎,再用200 mL水将粉碎机中残渣洗出,混匀。从中取出300 g浆料放入三角瓶中,调节pH为6.0,加入α-淀粉酶(4 U/g鲜木薯),在水浴锅中加热到95 ℃以上液化75 min,置于灭菌锅中升温至115 ℃下灭菌30 min。冷却至60 ℃后调节pH为4.5,加入0.25%的尿素(w/v)、糖化酶(60 U/g鲜木薯),接入种子培养液(10%接种量),放入恒温培养箱内,33 ℃下发酵,每隔8 h测定CO2失重,当失重<0.2 g时,认为发酵结束[15]。
②浓醪发酵试验 按照“1.3.1”鲜木薯水解工艺流程,用优化工艺条件,对鲜木薯进行处理得到含糖液化滤液,再以液化滤液代替水按照对照试验中的方法对鲜木薯进行粉碎,然后进行酒精发酵试验,并在发酵结束后测定酒精度、残还原糖、残总糖。
1.5 检测方法
①鲜木薯淀粉含量、液化液总糖含量、发酵醪残还原糖含量与残总糖含量、发酵成熟醪酒精含量的测定均采用文献[16]介绍的方法。
②液化液固形物含量测定 使用手持糖度计测定。
2结果与分析
2.1 不同因素对鲜木薯液化固形物得率的影响
按照“1.3.1”鲜木薯水解工艺流程对木薯进行水解,不同因素对水解固形物得率的影响如图1所示。由图1可见,加水量越大,水解固形物得率越高,但水量过大,会使固形物含量下降。随液化时间延长,固形物得率增加,在60 min后增量变缓;pH值对液化固形物得率影响较大,较佳pH值为6~6.5,这时酶活性最大;α-淀粉酶用量小时,固形物得率偏低,增到3 U/g鲜木薯后,增加酶用量固形物得率增加不多,因此,在后续正交试验时,均加入4 U/g鲜木薯的α-淀粉酶。
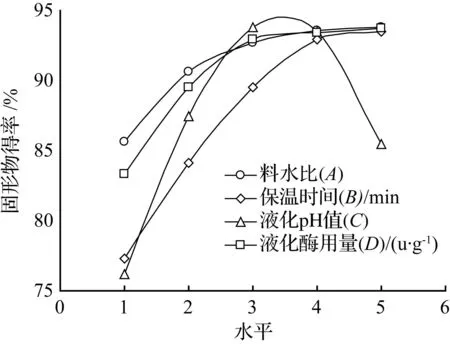
图1 各因素对鲜木薯浆水解固形物得率的影响Fig.1 Effects of different factors on liquefied solid rate
2.2 鲜木薯液化条件正交试验
木薯浆水解正交试验结果如表2所示。
表2表明,各因素影响固形物得率的主次顺序为: pH>保温时间>料水比。试验确定了鲜木薯液化固形物得率最高的工艺条件为:料水比1∶1.3,pH6.2,保温时间100 min。优化方案是A3B3C2。但仔细观察,发现A3、A2以及B3、B2之间得率差别不是很大,采用A3滤液较稀,采用B3影响生产效率。因此改用A2B2C2方案做试验,其液化固形物得率为93.8%,其总体效果更佳。最终选定液化方案为料水比1∶1.1,pH6.2,保温时间75 min。
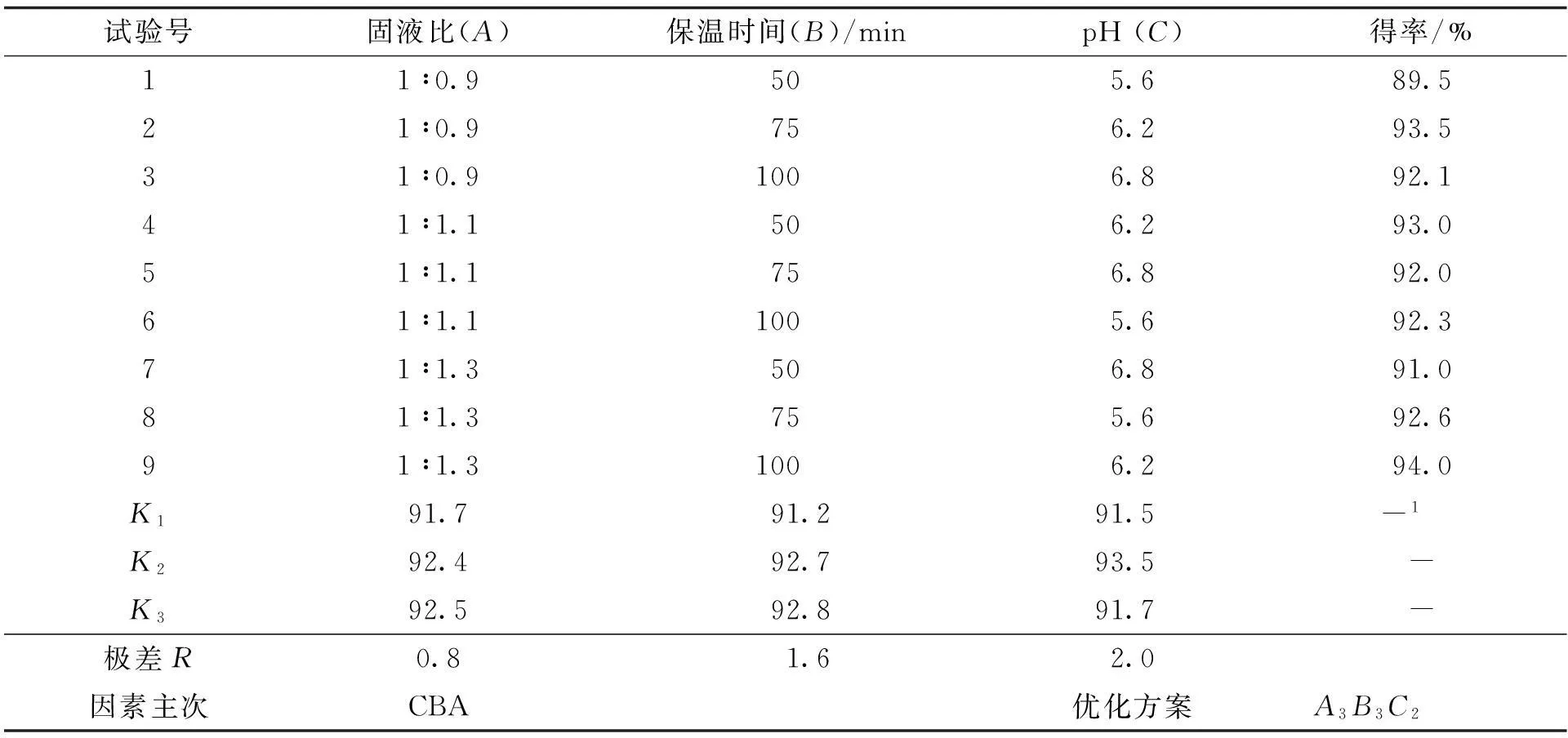
表2 木薯浆水解正交试验设计与结果
1.表示未有数据。
2.3 不同工艺配料打浆进行酒精发酵结果
按照“1.4”和“1.5”所示方法,对鲜木薯进行2种方法的发酵试验与检测,结果如表3。

表3 发酵配料与结果
从表3可以看出,利用含糖液化滤液对鲜木薯打浆进行浓醪发酵,其发酵成熟醪的酒精含量增加约50%,但其他主要发酵指标结果与对照组差别不大,从而可以实现鲜木薯的浓醪酒精发酵。
3结语
经过实验研究,可得出结论:在利用鲜木薯液化滤液对鲜木薯打浆进行浓醪发酵酒精试验中,鲜木薯液化的优化工艺条件是:① 料水比1∶11,浆料pH6.2,液化保温时间75 min,在此工艺条件下,鲜木薯液化滤液固形物得率达到93.8%。② 利用鲜木薯液化滤液对鲜木薯打浆进行浓醪酒精发酵,发酵成熟醪酒度达到13.1% (v/v),比传统打浆工艺发酵成熟醪酒度提高50%以上。发酵成熟醪各主要指标与对照组基本相同,表明利用鲜木薯液化滤液对鲜木薯打浆,可以大幅度提高发酵醪初始总糖浓度从而达到浓醪酒精发酵目的。
参考文献:
[1]钮劲涛,陶梅,金宝丹.酒精生产中的循环经济探讨[J]. 酿酒科技,2010(6):108-112 .
[2]WINGREN A,GALBE M,ZACCHI G.Techno-economic evaluation of producing ethanol from softwood:comparison of SSF and SHF, and identification of bottlenecks[J].Biotechnology Progress,2003,19:1109-1117.
[3]MONTESINOS T,NAVARRO J.Production of alcohol from raw wheat flour by amyloglucosidase and Saccharomyces cerevisiae[J].Enzyme and Microbial Technology,2000,27:362-370.
[4]陈立胜,潘瑞坚.木薯酒精产业的社会效益和经济效益分析[J]. 广西轻工业,2007(1):24-25.
[5]TOSHIKAZU S, TOMOHIRO M, KOUTARO W, et al. Production of multiple extracellular enzyme activities by novel submerged culture of Aspergillus kawachii for ethanol production from raw cassava flour[J]. J of Industrial Microbiology & Biotechnology, 2012, 39(4):605-612.
[6]LI Han-guang, FRED K, LI Kun-tai,et al.Acetone, butanol, and ethanol production from gelatinized cassava flour by a new isolates with high butanol tolerance[J]. Bioresource Technology, 2014,172:276-282.
[7]秦建文,王耀钰,叶洪强,等.广西木薯燃料酒精产业发展研究[J]. 广西大学学报:哲学社会科学版,2008,30(5):15-18.
[8]黎贞崇,梁秀明,黄纪民,等.我国木薯乙醇发酵工业节能降耗的问题和出路[J]. 酿酒科技,2010(2):121-124.
[9]段钢,许宏贤,阮振华,等.新鲜木薯直接转化生产乙醇[J]. 食品与生物技术学报,2009,28(3):413-417.
[10]NGUYEN C, LE T, CHUKY S. Pilot scale simultaneous saccharification and fermentation at very high gravity of cassava flour for ethanol production[J].Industrial Crops and Products,2014, 56:160-165.
[11]POONSRISAWAT A, WANLAPATIT S, PAEMANEE A, et al. Viscosity reduction of cassava for very high gravity ethanol fermentation using cell wall degrading enzymes from Aspergillus aculeatus[J].2014,49(11):1950-1957.
[12]容元平,叶云,伍时华,等.用木薯液化滤液对木薯粉调浆进行酒精浓醪发酵工艺研究[J]. 中国酿造,2010(12):72-74.
[14]易弋,容元平,程谦伟,等.木薯粉酒精浓醪同步糖化发酵5L-1 00L放大试验[J]. 中国酿造,2011,(3):85-87.
[15]易弋,黎娅,伍时华,等.木薯粉浓醪酒精发酵条件的优化[J]. 中国酿造,2008,(23)61-63,69.
[16]王福荣.酿酒分析与检测[M]. 北京:化学工业出版社,2005:245-268.
(责任编辑张晓云)
中图分类号:TS262.2; TQ920
文献标识码:A
文章编号:1001-7445(2015)06-1557-05
doi:10.13624/j.cnki.issn.1001-7445.2015.1557
通讯作者:伍时华(1963—)男,广西岑溪人,广西科技大学教授; E-mail: tjwsh9801@163.com。
基金项目:广西科学研究与技术开发计划课题项目(桂科攻0782003-2)
收稿日期:2015-08-21;
修订日期:2015-10-01
猜你喜欢
环境卫生工程(2021年3期)2021-07-21
中学生数理化·高一版(2020年6期)2020-12-17
中学生数理化(高中版.高二数学)(2020年6期)2020-12-04
环境卫生工程(2020年3期)2020-07-27
供水技术(2020年6期)2020-03-17
中学生数理化·八年级物理人教版(2019年4期)2019-05-20
资源节约与环保(2018年1期)2018-02-08
资源节约与环保(2018年1期)2018-02-08
时代英语·高二(2017年4期)2017-08-11
小学生作文(低年级适用)(2017年6期)2017-07-07
