
不同缝接方式对角联锁织物复合材料弯曲性能影响的探讨
2016-01-20 04:39马菲,张琦,唐予远等
中原工学院学报 2015年3期
关键词:复合材料
不同缝接方式对角联锁织物复合材料弯曲性能影响的探讨
马菲, 张琦, 唐予远, 许鹤, 单晶晶
(中原工学院, 郑州 450007)
摘要:用SGA598型半自动织样机以玄武岩纤维为原料织造三维角联锁织物,并用电动缝纫机进行不同方式缝接。采用真空辅助树脂转移模塑成型(VARTM) 加工工艺制成复合材料,对成型的复合材料进行弯曲性能测试,分析比较不同缝接方式对复合材料弯曲性能的影响。结果表明:横缝、竖缝、无缝织物复合材料的抗弯曲性能呈现依次递增趋势。
关键词:玄武岩纤维;角联锁织物;复合材料;弯曲性能
中图分类号:TS17
文献标志码:A
DOI:10.3969/j.issn.1671-6906.2015.03.010
Abstract:Three-dimensional Angle-interlock fabrics are made through SGA598 semi-automatic loom by basalt fiber and are stitched in different ways with electric sewing machine. Composites are made by vacuum assisted resin transfer molding (VARTM), then the bending properties of composites are tested and analysed. The effect on bending properties of composite material is analyzd and compared with different sewing methods. The results show that: anti-bending propertie are increased by degrees with transverse sewing, vertical sewing and non-sewing material.
收稿日期:2015-03-23 2014-09-17
作者简介:秦宝华(1987-),男,河南辉县人,硕士,主要研究方向为岩体力学与工程稳定性。 许鹤(1987-),男,河南商丘人,硕士。
文章编号:1671-6906(2015)03-0076-04 1671-6906(2015)03-0047-05
随着工业、交通运输业的不断发展,纺织复合材料的运用越来越广,人们对原材料的选用、复合材料成型技术等方面的要求也不断提高。美国NASA运用缝合的方法成功设计了复合材料机翼。缝合技术克服了层板复合材料层间强度低、韧性差等缺点。
本文对角联锁织物采用水平缝合方式进行横缝和竖缝,将其加工成复合材料,对不同缝接方式的复合材料做三点弯曲性能测试,分析比较不同缝接方式对复合材料弯曲性能的影响。
1多重角联锁织物
角联锁织物是由经纱、纬纱两部分纱线系统组成。其中,以经纱铺层纬纱在厚度方向上结接形成的角联锁织物称为经重角联锁织物,以纬纱铺层经纱在厚度方向上结接形成的角联锁织物称为纬重角联锁织物[1]。
1.1多重角联锁织物设计
角联锁织物的层数与经、纬纱循环数及飞数之间存在一定的关系[2]:
式中:P为角联锁织物的层数;Ro 为完全组织循环经纱数;Ry 为完全组织循环纬纱数;So 为角联锁组织经向飞数;Fm 为最长浮长线长度。
根据角联锁织物经纬纱循环关系,画出四层角联锁织物上机图,见图1。
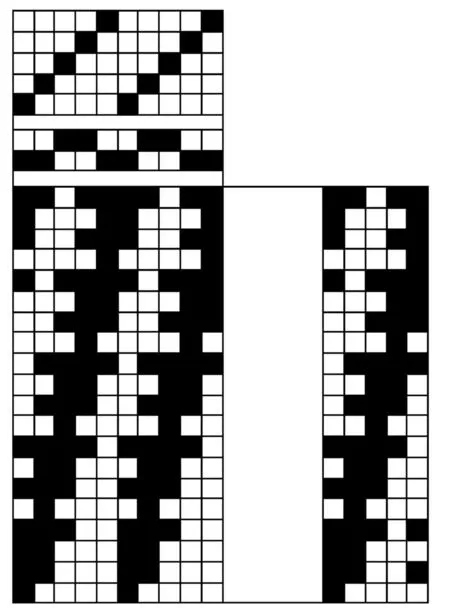
图1 四层角联锁织物上机图
1.2织物试样织造
利用SGA598型半自动小样织机以线密度为140 tex的玄武岩纤维为原料加工四层角联锁织物。
1.3试样缝接
所谓缝合密度是指单位面积内的缝合针数。常用的缝接方式有:水平缝合、斜向缝合、交错缝合、交叉缝合。本实验采用水平缝合,用32 tex的涤纶作为缝纫线,缝合密度为行距10 mm,针距4 mm。本文将缝接线沿经纱方向缝接的方法视为横缝,沿纬纱方向缝接的方法视为竖缝,并将横缝、竖缝与不缝合的试样进行对比,横缝、竖缝试样见图2。
1.4复合材料成型
本实验以不饱和树脂作为基体,四层角联锁织物为增强体,采用真空辅助成型加工工艺,如图3所示。采用95%的树脂、4%的固化剂、1%的促进剂进行配比。
2复合材料弯曲性能测试
2.1实验材料及仪器
(1)将四层角联锁复合材料试样切割成小长方形,规格为:长20 cm; 宽2 cm。竖缝、横缝、不缝接各3块。
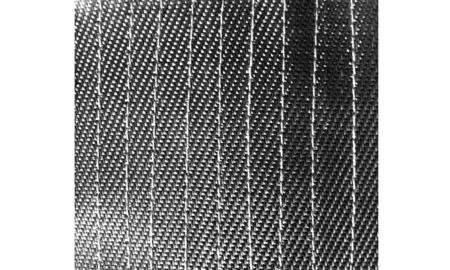
(a)横向(经向)缝接样品
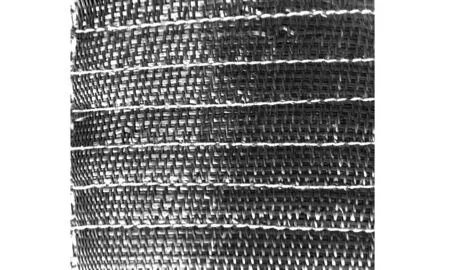
(b)竖向(纬向)缝接样品 图2 缝接试样
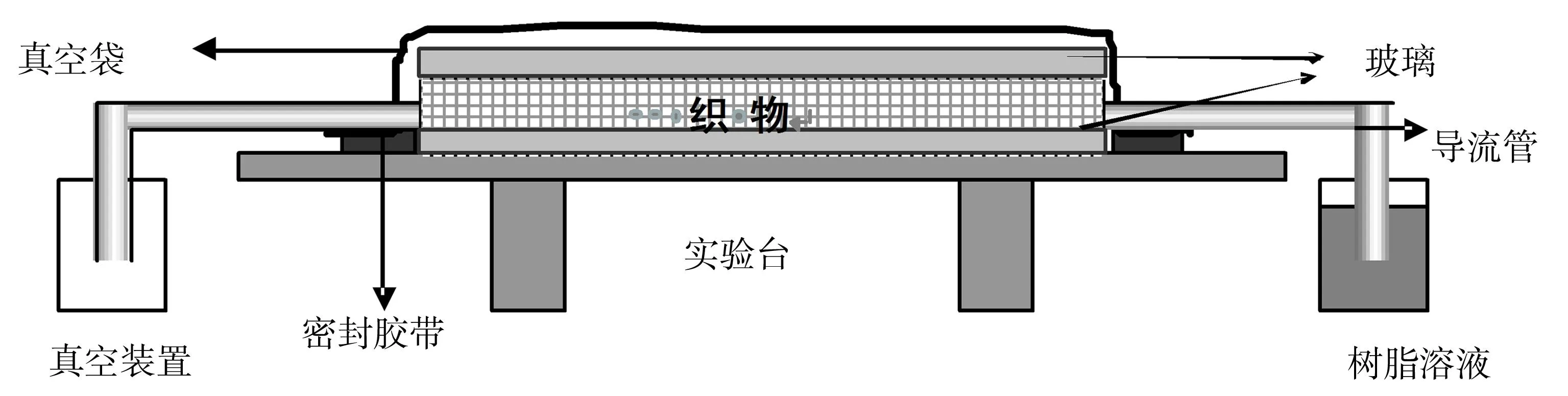
图3 真空辅助树脂成型示意图
(2)测试仪器为 Instron advanced universal tester万能织物强力仪,设置参数为:加载速率20 mm/min,跨距100 mm。
2.2试样测试结果分析
将准备好的试样分组测试后,得到相应数据如表1所示(数据均为平均值)。试样弯曲时的载荷-位移曲线见图4。

表1 不同试样的弯曲性能测试数据
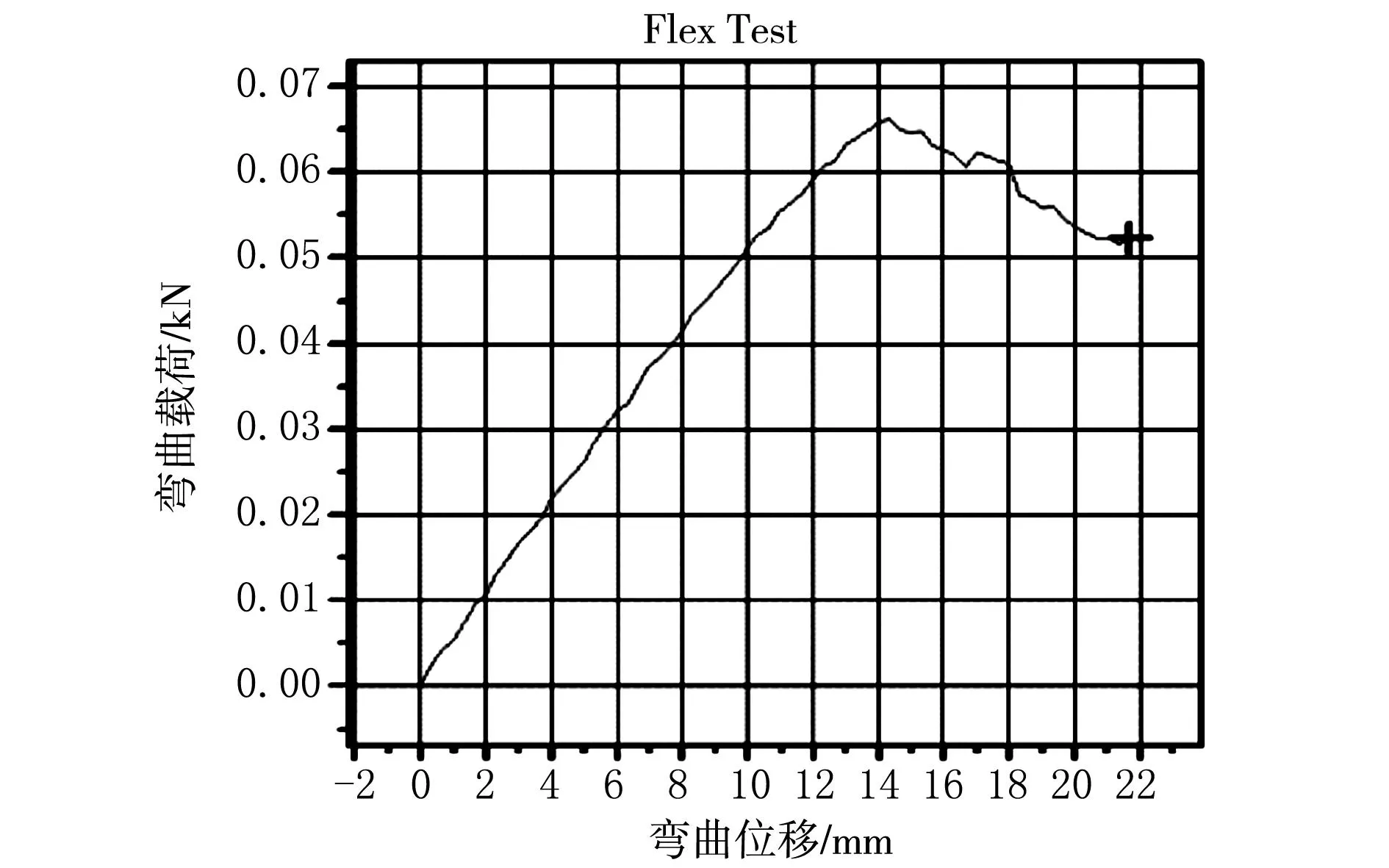
(a)横缝(经向)
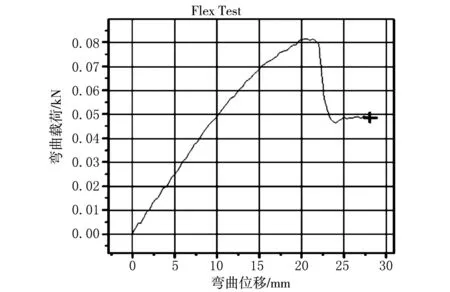
(b)竖缝(纬向)
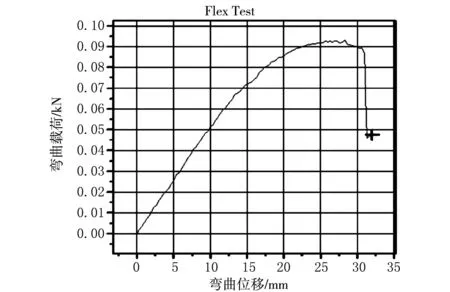
(c)无缝接 图4 复合材料弯曲载荷-位移曲线
由表1和图4可知:
(1) 随着时间的推移,载荷增加时位移也跟着增大。载荷达到最大值后开始下降,而位移仍然会增大。
(2) 弯曲载荷-位移曲线在刚开始时近似为线性增大,但是当弯曲载荷达到峰值时,材料开始被破坏,继续受压时缓冲位移增加,当应力到达峰值时,材料并没有完全被破坏。应力到达峰值之后依然有位移存在,但材料有明显的断裂、劈开等现象。
(3)弯曲载荷-位移曲线在接近峰值前为锯齿状的非平滑曲线,这是由于树脂的浸透不充分或者试样未固定好而产生了冲击、试样缓慢下滑等现象,从而导致试样受力不均以及破坏的不同时性。
(4) 无缝接的复合材料试样弯曲模量和最大应力的值比缝接复合材料试样的略大,这是由于缝接的作用破坏了经、纬纱之间的交织,导致其力学性能下降。
(5) 对于缝接复合材料,竖缝复合材料的最大载荷、最大应力、弯曲模量均大于横缝复合材料,即纬向缝接的复合材料的弯曲性能要好于经向缝接复合材料。这是因为相比纬向缝接,经向缝接的缝接线与经纱在一个方向上,这种缝接方式使面内的纤维层被压紧,抑制了复合材料弯曲时分层现象的发生,使其弯曲模量下降。
3结语
利用半自动小样织机以玄武岩纤维为原料织造四层角联锁织物,并用电动缝纫机进行不同方式缝接。采用真空辅助树脂转移模塑成型(VARTM)工艺加工制成复合材料,对成型的复合材料进行弯曲性能测试。实验结果表明,横缝、竖缝、无缝接的弯曲性能依次递增。缝接复合材料弯曲性能下降,这是由于缝接破坏了部分角联锁组织,缝接处出现纤维局部劈裂、孔洞现象所致。
参考文献:
[1]顾平.多重纬角联锁三维机织物结构设计[J].上海纺织科技, 2002, 30(8): 24-26.
[2]聂建斌,卢士艳.角联锁三维机织物的设计与生产[J].棉纺织技术, 2005, 33(2): 72-75.
(责任编辑:姜海芹)
Explore the Bending Properties of Angle-interlock Composites
with Stitched in Different Ways
MA Fei, ZHANG Qi, TANG Yu-yuan, XU He, SHAN Jing-jing
(Zhongyuan University of Technology, Zhengzhou 450007,China)
Key words:basalt fiber; angle-interlock fabric; composite material;bending propertie

猜你喜欢
建材发展导向(2022年2期)2022-03-08
建材发展导向(2021年14期)2021-08-23
陶瓷学报(2021年3期)2021-07-22
纺织科技进展(2021年3期)2021-06-09
民用飞机设计与研究(2020年1期)2020-05-21
民用飞机设计与研究(2020年1期)2020-05-21
中国材料进展(2019年10期)2019-12-07
山东工业技术(2016年15期)2016-12-01
中国塑料(2015年6期)2015-11-13
中国塑料(2015年11期)2015-10-14
