有效缩短#3机组钢煤斗制作周期探讨
2016-01-15 11:47:06张养静
中国高新技术企业 2016年2期
摘要:山东电力建设第二工程公司在#3机组钢煤斗制作过程中出现用时较长及制作质量问题,降低了山东电力建设第二工程公司的经济效益和社会效益。文章通过调查分析找出#3机组钢煤斗制作周期时间长的原因,并针对原因提出解决措施,有效地解决了钢煤斗制作对口返工问题。
关键词:#3机组;钢煤斗制作;制作周期;对口返工;对接方式 文献标识码:A
中图分类号:TM621 文章编号:1009-2374(2016)02-0067-02 DOI:10.13535/j.cnki.11-4406/n.2016.02.033
#3机组钢煤斗制作流程比较繁琐,每一道工序都要保证达到合格标准才能不影响下一步的制作,根据调查对比可以发现,我方施工过程中主要是因为在对口阶段用时过长,导致整个工作任务可能会拖延时间,所以针对具体问题,分析查找原因,并提出相应对策进行解决,优质高效完成工作任务,按期完成施工计划。
1 现状调查
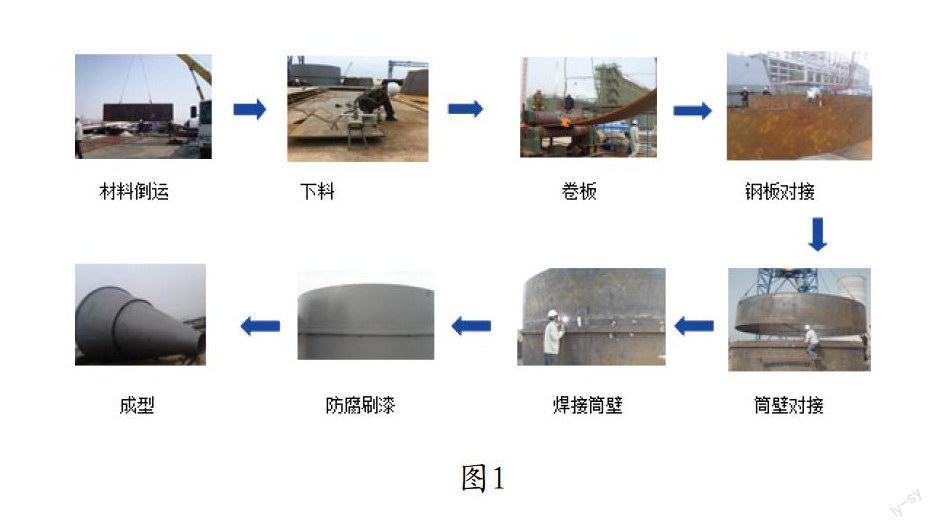
1.1 #3机组钢煤斗制作流程
1.2 各工序的用时对比
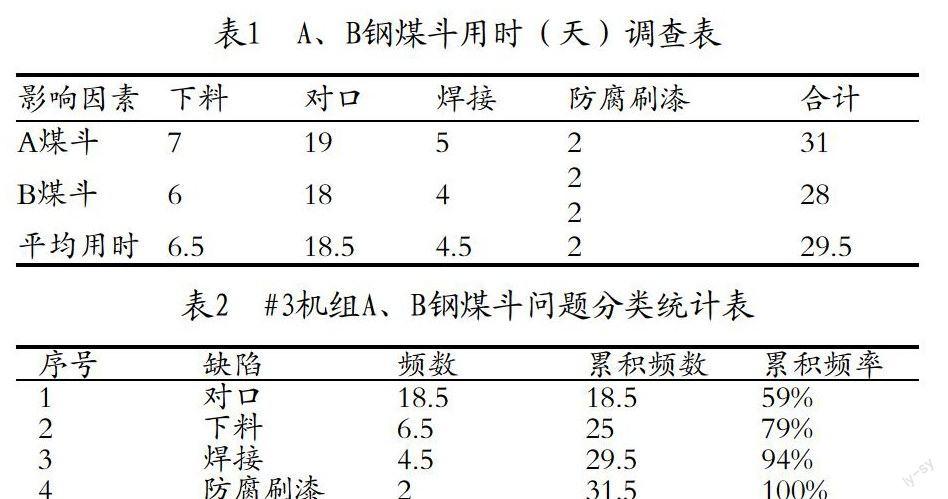
经过小组调查,针对流程中的四大工序分别是下料(材料倒运、下料)、对口(钢板卷制、钢板对接、筒壁对接)、焊接(筒壁焊接)、防腐刷漆进行用时统计,为方便分析,我们对#3机组前期制作的A、B钢煤斗用时进行统计。
通过表中数据可以看出,对口工序是用时最长的且出现问题频次相对较高的工序,这就说明这一刀工序的改进空间可能比较大。另外,在人力、机械等资源同等的情况下,同行业其他单位对口用时比我单位要少很多,这也就证实了我单位在“对口用时长”的问题上有很大的改进空间。
2 #3机组钢煤斗制作中“对口用时长”的原因
针对“对口用时长”的问题,我方经过再三的调查和分析确认,最终确认了以下五种原因:
2.1 下料未考虑卷板延伸量
通过对钢煤斗锥体的扇面放样、下料及卷板后尺寸进行测量对比,卷板后出现偏差值超出允许范围,这样需要在对接前对钢板进行二次切割打磨,这样一来就使这一阶段的用时增加,延长了制作周期。
2.2 卷板机卷不到钢板两头
现场使用的卷板机为三个辊杠,其中一个压力杠、两个驱动杠,经过驱动杠卷之后的钢板两头形成不圆滑的直边段,在后续的工序中,弧形板对接时用倒链进行强制对口,平均一道口调整时间就用到了49分钟,浪费了大量时间在弧形板对接上,严重影响整体制作周期。
2.3 弧形板下料难度大
使用手动工具切割钢板,在切割弧形板时,切口有轻微波浪形,需要对切割面进行打磨处理。通过统计我们发现,打磨一块钢板平均需要45分钟,整个钢板打磨时间过长。
2.4 施工平台偏差大
在弧形板对接时出现上下错口现象,使整个施工平台不能达到水平状态,影响后续的工作流程,可能会导致返工现象,延长制作周期。
2.5 对接方式不正确
确认对接方式的过程:(1)对下部筒壁进行调整;(2)准备吊装及焊接工作所需要的工具;(3)将上部筒壁吊起;(4)进行逐点找正,使平台水平,进行对接口的修整;(5)完成整体的焊接工作
由于筒壁半徑过大,在逐点找正过程中使用人工来回推扶对接,投入大量时间,整个钢煤斗共8个需要对接口,平均每对接一个口找正时间3小时,使大量时间都用在了人工调整对接口上,延长了制作周期。
3 缩短#3机组钢煤斗制作周期的对策
3.1 改变下料尺寸
统计之前钢板卷制后的尺寸,钢板延伸比例为千分之三,下料时直接减去千分之三的延伸量,在放样尺寸上减去延伸量卷制钢板。钢板卷制后在允许偏差范围内,卷制后的钢板就可以不用切除直接使用,节省了二次切割打磨的时间,达到缩短制作周期的目的。
3.2 制作模具,提前压制钢板两头
测量卷板机,计算模具数据,使用卷板机按卷板流程卷制R角度的弧形模具,卷制后使用R角度样板,验收钢板中间400mm部位的弧度,合格后将模具放入卷板机内,使用龙门吊配合对弧形板两头先分别进行卷制,卷制长度400mm。使用专用模具后,钢板弧度平滑,在对接过程中减少了调整时间,大大缩短了制作周期。
3.3 调整施工平台
在平台东、西、南、北4个测量点标高均存在偏差时用加放垫铁找平,经调查统计在调整好的平台上对口,调整上下错口平均用时4分钟,达到了缩短调整时间的目标。
3.4 改变下料工具
制作导轨,采用CG1-30半自动火焰切割机下料。根据CG1-30半自动火焰切割机的行走轮,选用8mm圆钢做其导轨。根据图纸弧度在钢板上划线,将圆钢在圆弧线内侧250mm处点焊在钢板上,将等离子切割机放置在圆钢上,调整好后对钢板进行切割。使用圆钢导轨后,切割后的圆弧弧形规则、圆滑,只需要简单打磨处理即可,弧形钢板的下料一次成功率提高,这样就实现了缩短打磨时间的目标。
3.5 改变对接方式
将上筒壁外侧、下筒壁内侧点焊角钢,然后将上筒壁吊装到位,再将上、下筒壁进行卡接,最后完成焊接后打磨掉角钢。与传统方式对比,整个过程方便快捷,大大缩短了对口用时,实现了缩短制作周期的目的。
4 结语
通过本文的探究分析,解决了在施工过程中#3机组钢煤斗制作周期较长的问题,有效减少了修口、调整、返工次数,为公司创造了一定的经济效益,同时通过对缩短钢煤斗制作周期的探究,为公司的安装施工带来了极大的便利,积极提升公司的创新精神,为公司日后的繁荣发展提供了有力保障。
参考文献
[1]王文璋.火电厂主厂房钢煤斗的制造与安装[J].电力建设,2003,(4).
[2]黄聪.大型火电厂煤仓间钢煤斗制作、吊装及质量控制[J].企业科技与发展,2010,(6).
[3]王建雄,汤旭明,郑小平,等.百万机组钢煤斗组合吊装[J].中国建设信息,2005,(15).
[4]黄仁冲.百万机组电厂钢煤斗焊接工艺[J].自动化应用,2013,(3).
作者简介:张养静(1990-),男,山东济宁人,供职于山东电力建设第二工程公司。
(责任编辑:秦逊玉)
猜你喜欢
机电安全(2022年2期)2022-09-03 09:25:10
商品与质量(2021年43期)2022-01-18 05:30:28
名城绘(2020年2期)2020-10-21 08:25:48
价值工程(2019年21期)2019-09-08 15:54:39
设备管理与维修(2019年1期)2019-02-22 05:19:20
科技与创新(2018年23期)2018-12-18 10:26:52
制造技术与机床(2018年8期)2018-10-09 08:27:56
制造技术与机床(2017年7期)2018-01-19 02:29:57
科技创新与应用(2017年16期)2017-06-10 23:43:09
中国机械(2015年9期)2015-05-30 16:33:24