
薄片介质高速传动的动态仿真与分析
2016-01-12 14:53罗攀峰方敏杰梁添才
计算机辅助工程 2015年6期
罗攀峰++方敏杰+++梁添才

摘要: 针对薄片介质在金融自动处理设备中传动和堆叠过程中常见的卡阻故障,采用RecurDyn计算薄片介质的力学特性,获得薄片介质的弹性模量与弯曲挠度之间的关系曲线,以用于确定不同新旧程度薄片介质的弹性模量;基于票券自动处理设备中的堆叠模块,对介质在传动过程中的变形和运动姿态进行仿真,计算支撑固件的不同长度所对应的介质弯曲挠度.结果表明:支撑固件长度越大,介质产生的弯曲挠度越大,有利于避免介质堆叠时发生卡阻问题.
关键词: 金融自动处理设备; 薄片介质; 传动; 可靠性; 动态力学
中图分类号: TH113.2文献标志码: B
0引言
薄片介质自动处理设备,如复印机、打印机及ATM等产品是一种高度精密的机电一体化智能装置.随着社会经济的发展,人们使用此类设备越来越频繁,因此对该类自动处理设备的功能、性能和体验等方面提出越来越高的要求.金融自动处理设备,如ATM,VTM和清分机等,日常处理票券的数量巨大,且所处理的票券物理属性不一,因此金融自动处理设备应具有较高的精确性和较好的票券适应性.薄片介质自动处理设备主要实现对介质的分离、传动和堆叠等功能,其利用的原理主要包括介质的摩擦分离和介质变形控制.接触理论的创始人HERTZ于1882年在德国一家杂志上发表关于弹性固体的接触的开创性论文,然而当时的HERTZ理论并不完善,只有当摩擦表面满足理想光滑的前提条件时才成立,因此该理论具有一定的局限性.[1]1990年,世界著名接触力学学者KALKER[2]发表专著《三维弹性体的滚动接触》,阐述弹性理论中的4个摩擦滚动接触理论:线性理论、沈志云赫德里克埃尔金斯理论、简化理论和变分理论.这些理论对人们解决当时的车辆动力学问题起到非常重要的作用.近20多年,众多学者[37]对纸张与送纸辊之间的摩擦分离问题进行许多研究,这些研究对介质自动处理设备的结构设计工作者具有实际指导意义.
薄片介质传输单元是金融自动处理设备的重要组成部分,其性能设计需要考虑介质在传输单元中的动力学行为,因此仿真计算是一种非常有效的研究手段.BENSON在1995年研究发表了光滑片体在空气层支撑下的运动方程,举例纸张在空气层的支撑下给定初始速度至运动停止所需要的时间,得到纸张的弯曲程度对结果产生的影响,为片体的自由滑动分析提供理论依据.[8]国内学者陈雪峰等[9]运用板壳单元对纸张的力学特性进行有限元分析,利用小波有限元理论分析办公纸张定影过程的运动边界条件,建立纸张定影过程的二维稳态、瞬态非线性温度场数值模型.YANABE等[10]等利用有限元模型对纸张走纸过程进行仿真分析,研究非平衡预载荷、非一致摩擦因数和前端拉伸力对纸张走偏的影响规律.
本文对薄片介质的力学性能进行研究,获得薄片介质在自身重力作用下的弯曲挠度与弹性模量之间的对应关系.采用多体动力学仿真软件Recurdyn对介质在金融自动处理设备的堆叠机构和传输运动中产生的变形和运动姿态进行仿真分析,提出通过控制介质两侧弯曲变形实现避免前后介质发生卡阻的有效方法.
1薄片介质材料模型
薄片介质的特点是质量轻、刚度小,在介质自动处理设备中一般用导板引导介质的走向,所以导板必须光滑无毛刺,否则介质会受到毛刺的阻碍而引发设备卡阻故障.目前的介质自动处理设备中导板传输模块设计技术已经趋于成熟,而介质堆叠模块的设计却仍然是一大难题,精确地将传输的介质队列依次控制停留在前一张介质上面,需要克服介质本身质软、易弯曲的特性.
RecurDyn/MTT3D是三维媒介传输动力学计算软件,用于仿真媒体传送的三维运动,可计算刚体与柔性体之间的接触碰撞问题,多用于打印机、复印机、传真机和ATM等设备纸张介质传输的仿真.
RecurDyn/MTT3D的纸张采用SHELL单元,其弹性本构模型为ε11
ε22
ε12=1E-vE0
-vE1E0
001Gσ11
σ22
σ12(1)式中:E为弹性模量;v为泊松比;G为剪切模量.
2接触碰撞算法
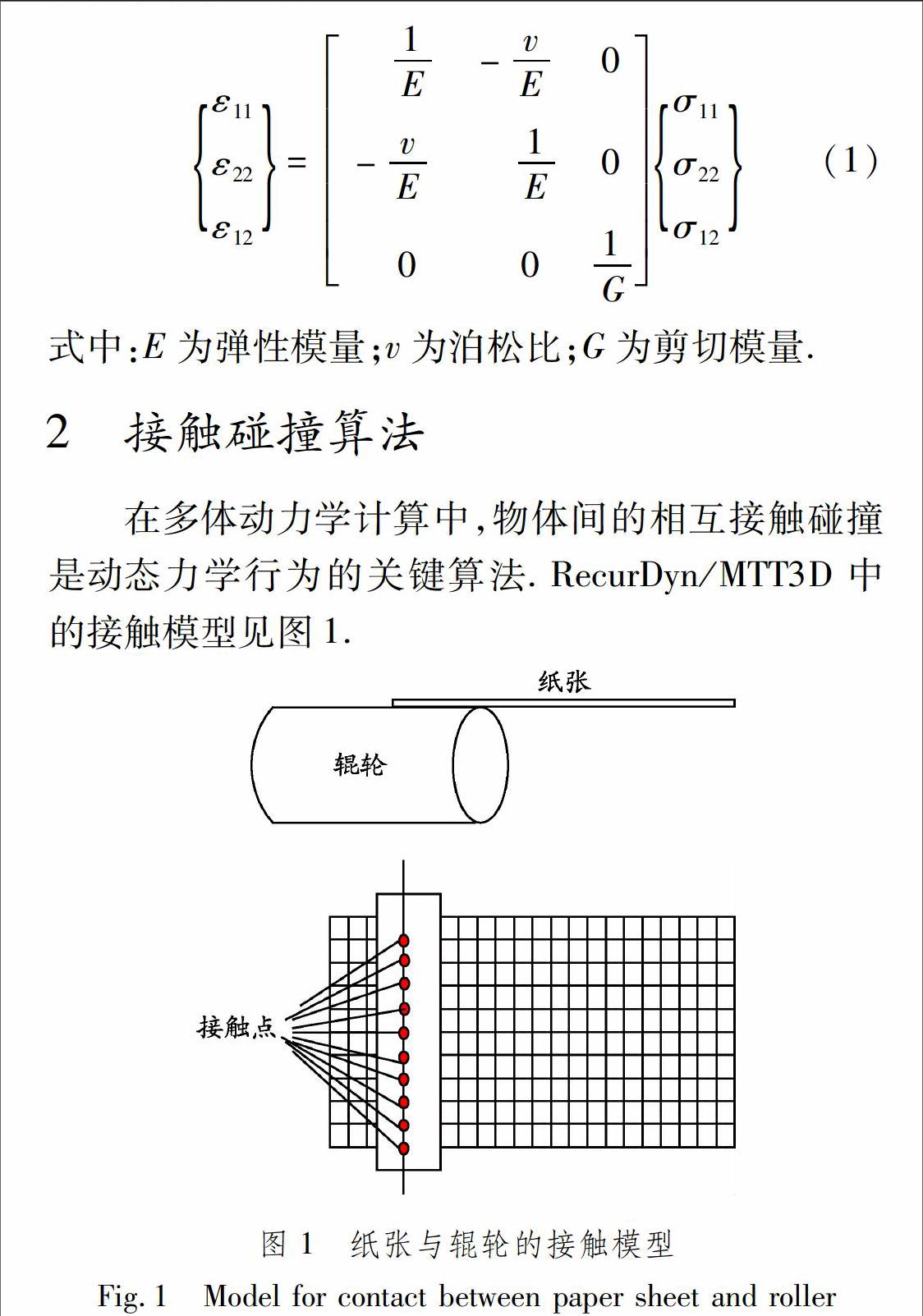
在多体动力学计算中,物体间的相互接触碰撞是动态力学行为的关键算法.RecurDyn/MTT3D中的接触模型见图1.
图 1纸张与辊轮的接触模型
Fig.1Model for contact between paper sheet and roller
辊轮与纸张单元的接触是线接触.首先监测辊轮上与纸张网格相交的、平行于辊轮长度方向的直线是否发生接触,若没有发生接触,则无须更新接触力;若发生接触,则根据二者的穿透量计算接触力.
正向接触力被定义为穿透量和穿透量速率的函数,即Fn=-kδm-cδ·δm2(2)式中:k和c分别为接触刚度系数和阻尼系数.
介质与橡胶辊轮之间的摩擦力ff=μ(ν-νnα|Fn|)Fn(3)式中:vn为辊轮的线速度,α为考虑橡胶弹性特性的参数.
3薄片介质弹性模量的确定方法
纸张类薄片介质是由纤维、填料、胶料等不同化学组成和物理性状组分构成的固体材料.流通薄片介质一般具有不同的新旧程度.新旧程度的本质是介质表面或内部含有微观损伤的表现.从宏观唯象角度考虑,介质的弹性模量可表征介质损伤的程度:介质损伤越严重,其弹性模量越小.在金融自动处理设备的传输通道设计过程中,一般需要考虑传输通道结构对各种新旧程度不同的介质的适应性.因此,确定不同新旧程度介质的弹性模量非常重要.
纸张介质表面或内部已存在损伤,不宜采用材料拉伸试验机测量其弹性模量,因为拉伸会使原本的损伤扩大,使测量得到的弹性模量不准确.本文采用仿真计算方法确定不同新旧程度的薄片介质的弹性模量.纸张介质在重力作用下的弯曲仿真模型见图2.endprint
图 2纸张介质在重力作用下的弯曲仿真模型
Fig.2Bending simulation model of paper sheet medium under gravity
利用图2的模型分别计算弹性模量为100, 200, 300, …, 2 300, 2 400, 2 500 MPa时的弯曲挠度,获得纸张介质弹性模量与弯曲挠度之间的关系,见图3.对关系曲线进行6次多项式拟合,纸张弹性模量可表示为E=A0+A1δ2+A2δ2+A3δ3+A4δ4(4)式中:A0=7 064.98;A1=-951.60;A2=64.19;A3=-2.40;A4=0.05.图 3纸张介质弹性模量与弯曲挠度之间的关系
Fig.3Relation between elastic modulus and bending
deflection of paper medium
通过实际测量纸张介质在重力作用下的弯曲挠度,根据式(4)可计算纸张介质的弹性模量.
利用上述方法确定实际不同新旧程度纸张的弹性模量,具有无须裁剪试样、测试过程无损的优点,而且重复性好、准确性高.
4薄片介质传输模型
薄片介质传输堆叠装置模型见图4.介质在金融自动处理设备中的传输过程为:介质进入自动处理设备入口后,在分离装置中逐张被分离,然后依次在传输通道中运动,最后被运输至弧形堆叠板上,形成整齐的一沓介质.在堆叠装置中,每张介质在辊轮对的动力驱动下,沿着导板传输通道向前运动,经过一段悬空距离后,介质运动至弧形堆叠板上.上部传输通道由凹凸衔接的导板构成,其作用是使介质在传输过程中产生弯曲变形,增加介质刚度.在传输通道出口处,伸出一段具有一定长度的支撑固件,其作用是在介质离开传输通道后保持一定的弯曲刚度,使介质在重力的作用下不会过早地下落到装置底部位置.介质最终达到弧形堆叠板的姿态由介质的弹性模量与支撑固件的长度决定.
图 4薄片介质的传输堆叠装置模型
Fig.4Model of transmission and stacking device for
laminated dielectric
在实际的介质传输过程中,所传输的介质新旧程度不一,侧边开裂的介质对堆叠效果影响最严重.介质传输示意见图5.图5a中,介质A侧边开裂,其裂边大部分以上翘的形式存在,对后一张传输进来的介质B形成阻碍,后一张介质B会撞到前一张介质A的裂边,结果发生卡阻故障.因此,为避免介质在堆叠过程中发生卡阻,需控制介质的姿态,尽量使其保持两侧翘起近似“V”型状态,从而避免撞到裂口介质的裂边,见图5b.
a)介质传输的卡阻
b)介质“V”型传输
图 5介质传输示意
Fig.5Schematic of medium transmission
为使介质两侧保持翘起的“V”型状态,在堆叠装置的出口处设置支撑固件,介质两侧翘起程度与支撑固件的长度相关,因此需对支撑固件的长度与介质翘起程度的关系进行定量研究.
分别建立支撑固件长度为10,20,30,40和50 mm的模型,其他条件均相同,模型参数见表1.
表 1模型参数
Tab.1model parameters参数名称参数值参数名称参数值重力加速度/(m/s2)9.8导轨摩擦因数0.4介质弹性模量/MPa2 200辊轮摩擦因数1.2介质初始速度/(m/s)1.8
5结果讨论
全新介质的弹性模量为2 200 MPa.计算各个模型中介质运动至弧形堆叠板时两侧的挠度,结果见图6.提取各个模型的介质翘起挠度结果,对比不同支撑固件长度引起的介质弯曲挠度.不同支撑固件长度对应的全新介质翘起挠度见表2.图6与表2中5个模型的计算结果显示:随着支撑固件长度的增大,介质传输至弧形堆叠板上时两侧的挠度增大,说明支撑固件在介质尾部的夹持作用对控制介质变形具有明显效果.由表2可知,模型中支撑固件相对于介质中心线是非对称分布的,因此介质两侧的挠度不相同;介质右侧悬空部分的面积比左侧大,结果显示右侧挠度比左侧小,说明可以通过控制介质悬空面积分布使介质产生不同的挠度.a)支撑固件长度10 mm
b)支撑固件长度20 mm
c)支撑固件长度30 mm
d)支撑固件长度40 mm
e)支撑固件长度50 mm
图 6不同支撑固件长度对应的介质变形姿态
Fig.6Different shape of medium corresponding
to different length of supporting body
表 2不同支撑固件长度对应的新介质翘起挠度
Tab.2Deflection of new medium corresponding to different
length of bracing beam mm支撑固件长度左侧挠度右侧挠度102.462.20208.247.603010.748.064011.409.755013.6911.80
一般来讲,介质侧边裂口边长约5 mm以内,则介质两侧挠度需在5 mm以上才能完全避免已叠好介质裂边的阻碍.结合表1的介质挠度数据可知,支撑固件长度应在20 mm以上较为合适.
在一般情况下,薄片介质经过多次流通后,其表观会发生不同程度的磨损,呈现出变绵软的现象.在材料力学中,可用弹性模量表征介质的绵软程度,即磨损程度越高的薄片介质其弹性模量越小.由于介质自动处理设备应尽可能适应较为绵软的旧介质,因此须针对上述模型进一步模拟对绵软旧介质的传输性能.endprint
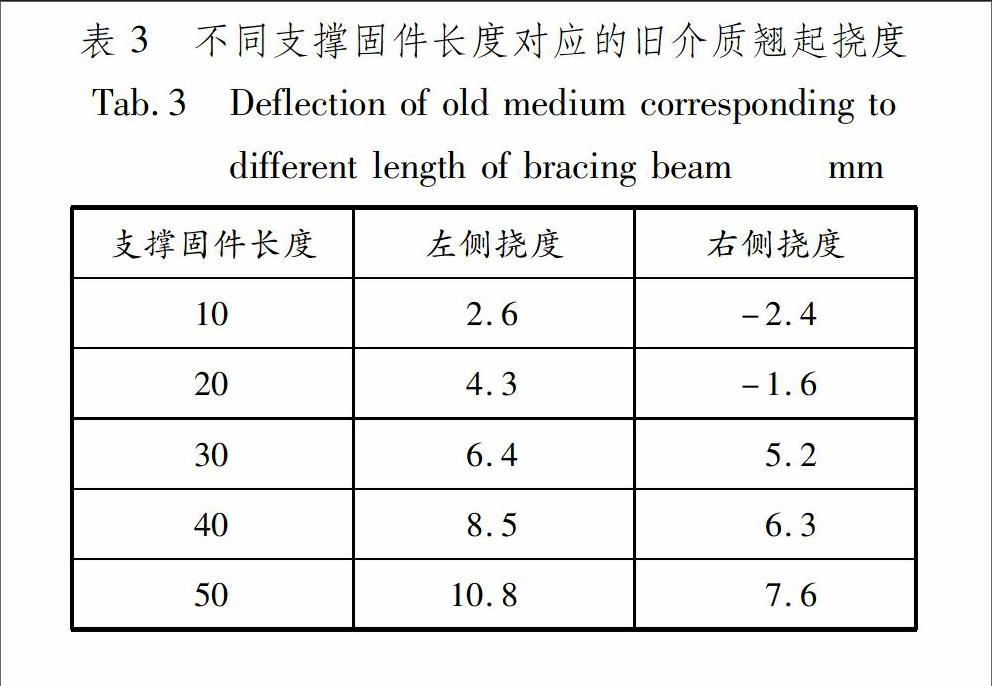
全新介质的弹性模量为2 200 MPa,由图3可知,当介质弹性模量小于500 MPa时,介质在重力作用下的抗弯曲性能骤降,反映出这部分介质磨损非常严重的情形,几乎不适宜流通.将旧介质的弹性模量设为500 MPa,支撑固件长度分别设为10,20,30,40和50 mm,计算考察这5种方案对绵软旧介质的传输适应性,结果见表3.
表 3不同支撑固件长度对应的旧介质翘起挠度
Tab.3Deflection of old medium corresponding to
different length of bracing beammm支撑固件长度左侧挠度右侧挠度102.6-2.4204.3-1.6306.45.2408.56.35010.87.6由表3中旧介质左、右侧的弯曲挠度结果可知:当支撑固件长度为10和20 mm时,介质弯曲挠度为负值,负值代表向下弯曲.向下弯曲的介质在传输时不利于躲避前方介质上翘的裂口边,因此支撑固件的长度应选择30 mm以上更为合适.
6结束语
采用RecurDyn/MTT3D对薄片介质在自身重力作用下的弯曲挠度进行仿真计算,获得不同介质弹性模量所对应的弯曲挠度,进而拟合用弯曲挠度表达的弹性模量公式.根据此公式,通过测量实际不同新旧程度的薄片介质的弯曲挠度计算出其弹性模量.对介质堆叠结构的支撑固件进行参数优化仿真研究,计算结果表明:薄片介质传输至堆叠板时两侧的上翘挠度随支撑固件增大而增大,有利于前进介质避开介质开裂的裂边,防止介质卡阻.综上所述,利用RecurDyn对金融自动处理设备的关键模块进行仿真及优化设计既能直观地观察到物理规律,也能大大节省试验成本,缩短研发周期,具有实际指导意义.参考文献:
[1]HERTZ H. On the contact of elastic solids[J]. J Reine Angew Math, 1882, 92: 156157.
[2]KALKER J J. Threedimensional elastic bodies in rolling contact[J]. J Appl Mech, 1993, 60(1): 255.
[3]JOHNSON K L. The effect of a tangential contact force upon the rolling motion of an elastic sphere on a plane[J]. J Appl Mech, 1958, 25(1): 339346.
[4]SOONG T C, LI C. The rolling contact of two elasticlayercovered cylinders driving a loaded sheet in the nip[J]. J Appl Mech, 1981, 48(4): 889894.
[5]KAWAMOTO H, UMEZU S. Development of elestrostatic paper separation and feed mechanism[J]. J Electrostatics, 2007, 65(7): 438444.
[6]YANABE S, MAEDA T. Skew of paper transferred by rubber roller sin printers & skew simulation of a paper transferred by rubber rollers in printers[J]. Microsystem Technol, 2007, 13(8): 959964.
[7]BENSON R C. The Slippery Sheet[J]. ASME J Tribology, 1995,117(1): 4752.
[8]VENKATA M R, BALAJI S K. Paper flow simulation using Abaqus[EB/OL]. (20150414)[20091231]. http://www.simulia.com/download/sccpapers/HighTech/paperflowsimulationusingabaqus2010F.pdf.
[9]陈雪峰, 杨胜军, 马军星, 等. CAE技术在办公设备送纸机构中的应用[J]. 机械科学与技术, 2002, 21(6): 10201022.
CHEN Xuefeng, YANG Shengjun, MA Junxing, et al. Application of CAE technology in paper feeding mechanisms of office equipments[J]. Mech Sci & Technol Aerospace Eng, 2002, 21(6): 10201022.
[10]YANABE S, HOSOKAWA Y, MAEDA T, et al. FEM analysis of paper feed mechanism with separation roller[J]. Trans Jpn Soc Mech Eng, 2003, 683(69): 17911797.(编辑武晓英)第24卷 第6期2015年12月计 算 机 辅 助 工 程Computer Aided EngineeringVol.24 No.6Dec. 2015endprint
猜你喜欢
物流技术与应用(2022年8期)2022-08-26
装备制造技术(2020年12期)2020-05-22
物流技术与应用(2020年4期)2020-05-06
上海质量(2019年8期)2019-11-16
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年3期)2017-06-23
电子制作(2017年2期)2017-05-17
风能(2017年2期)2017-05-15
新世纪水泥导报(2016年1期)2016-07-01
电测与仪表(2015年6期)2015-04-09
