
铸铁扬克烘缸缸面应力特征及水平分析
2015-12-31 12:03张卫民轻工业杭州机电设计研究院浙江杭州310004
中国造纸 2015年8期
张卫民(轻工业杭州机电设计研究院,浙江杭州,310004)
·扬克烘缸应力分析·
铸铁扬克烘缸缸面应力特征及水平分析
张卫民
(轻工业杭州机电设计研究院,浙江杭州,310004)
卫生纸机上使用的扬克烘缸与多缸纸机的烘缸有很大不同,由于其尺寸大、缸壁厚、操作压力高、单缸一次完成干燥过程而引起缸面温度变化较大,这些因素的存在增加了扬克烘缸的使用风险。本文通过分析扬克烘缸的应力条件,结合标准和规范要求,以实例做计算,从扬克烘缸的设计载荷开始,对温差应力和应力集中进行定量分析。结果表明,温差应力和应力集中现象在大型烘缸设计中要给予足够的重视,才能降低事故风险。
铸铁压力容器;扬克烘缸;规范;标准
目前,我国制浆造纸装备已呈现了大型化、高速化、自动化、国产化、成套化的特征和趋势[1]。干燥部一直是发展中高速纸机技术的瓶颈之一,为了增加干燥效率和提高产量,卫生纸机上使用的扬克烘缸同样也在向大直径方向发展。与此同时,提高纸机产能和效率的方式还有提高车速、提高操作压力等措施,在烘缸结构设计方面,采用沟纹形式以增加传热效率。但是,随着烘缸直径、操作压力的增加,烘缸的计算厚度相应会增加,而壁厚增加对于存在温度梯度的情况下,工作的缸面应力水平会有较大的增加,尤其是环向应力。温差应力和内压引起的一次应力同时存在,叠加在一起,就会超过常规设计时的预期值。
近年来,扬克烘缸发生的爆炸事故已出现多例,必须引起足够的重视。本文通过对一台Φ3660 mm带沟槽的扬克烘缸为例,对以下因素进行了讨论:①烘缸操作压力引起的一次应力值;②操作温度引起的温差应力值;③缸面修复补孔的应力集中产生的应力峰值。对这3个因素引起的应力值进行分析,结合设计标准规定的壁厚,评价其安全性,为达到正确理解标准和准确把握设计,给工程技术人员提供一些新的思考视角。
烘缸压辊线压力引起的缸壁应力,也会影响缸壁应力水平。篇幅有限,这里不做讨论。
1 标准与规范的规定
1.1开孔削弱的问题
我国国家标准 GB150压力容器中,容器壁厚的设计计算公式中有一个焊接接头系数 φ[2],而铸铁烘缸容器不存在“焊缝”,因此,我国行业标准 QB/T 2556造纸机械用铸铁烘缸设计规定中,将铸铁烘缸作为无 “焊接接头”处理[3],因此在计算公式中,

式中,P为孔中心距,d1和 d2分别代表相邻两孔的孔径。
ASME锅炉压力容器规范[4]中UCI篇规定 “任何两个相邻近塞子之间的排孔削弱系数不应小于80%,”这也可以理解为两塞孔孔中心距至少为 “两孔平均直径”的5倍。根据受压圆筒薄膜应力分析可知,薄膜筒体上的应力状况属于双向倍量拉伸,对双向倍量拉伸开孔应力集中问题,2倍开孔的距离处,应力集中基本衰减到1的水平(见图1),显然,这样处理问题考虑了开孔引起的应力集中区域不会有叠加干涉,是一种比较科学的处理方法。
1.2温差应力问题
所谓温差应力,是由于容器内、外壁存在温差而造成的材料膨胀受到约束时,材料产生的变形不协调而导致的内应力。通常,人们对压力容器中内压引起的筒体应力数值比较敏感,而对温差应力却缺乏足够的重视。原因有以下几点:其一,通常钢制压力容器,容器内外壁温差较小,所以几乎无需考虑温差应力的影响;其二,温差应力产生,相比内压引起的应力,从物理学原理上理解,更为抽象,这不仅是力学的问题,还有传热学的问题交织在其中;其三,钢制容器材料塑性好,温差应力有 “自限制性”,应力水平随应变产生而趋于缓和不再增加,而对于灰铸铁材料,属于 “脆性”材料,材料在发生断裂之前没有明显的变形,温差应力没有 “自限制性”;其四,温差应力的计算也较为复杂,计算温差应力时,需要的参数难以确定。
造纸机烘缸缸面上的纸幅从湿到干是一个变化的过程,缸面温度难以确定,缸内冷凝水的排出流畅与否也会影响烘缸内的温度。设计状况与工作状况是否吻合,也给烘缸设计者造成了困扰。但是,应指出的是,所有的设计条件,都要能够覆盖所有的操作工况,这样才能保证设备在使用的过程中不至于出现危及安全的事故。
2 扬克烘缸的缸壁应力主要形式
对于铸铁烘缸,尤其是扬克烘缸,通常在强度计算时存在以下两个方面的问题:首先,在设计中主要考虑了内压引起的缸壁应力水平,而忽略了温差应力的数值;第二,忽略了由于缸壁缺陷的修补,造成的应力集中,使外表面局部应力水平保持在高位。
2.1内压引起的缸壁应力
内压引起的缸壁应力水平根据薄壁容器的薄膜理论给出。按受压圆筒的理论,环向应力水平是轴向应力水平的2倍。
环向应力:


2.2温差引起的缸壁应力
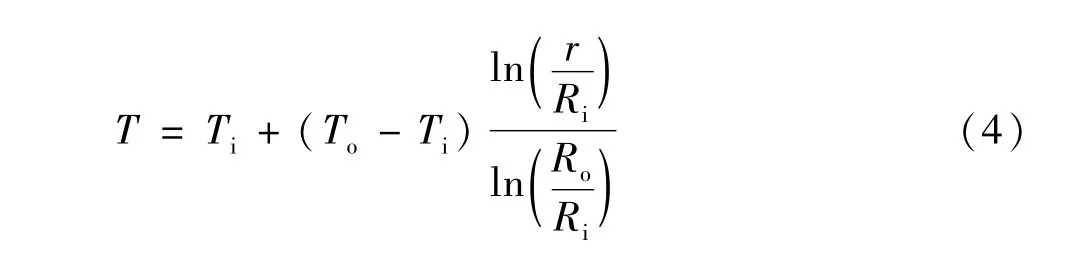
温差应力的产生是由于材料冷缩热胀特性引起的,对于固体材料而言,只要有温度场分布的存在,就会在材料内部产生应力分布。这是因为温度的差异引起材料的膨胀变形产生差异,而固体材料的非流动性和弹性特征,温度差产生了应变以协调变形,因此应力就产生了。对于圆柱壳体,内、外表面温度呈有差异的均匀值时,材料内部的温度分布方程为:
轴向应力:
内表面环向应力:

外表面环向应力:

式中,r为任意处半径,mm;T为任意处温度,℃;Ti为内壁温度,℃;To为外壁温度,℃;Ri为内壁半径,mm;Ro为外壁半径,mm;E为材料的弹性模量,MPa;μ为泊松比;α为材料线膨胀系数,1/℃。
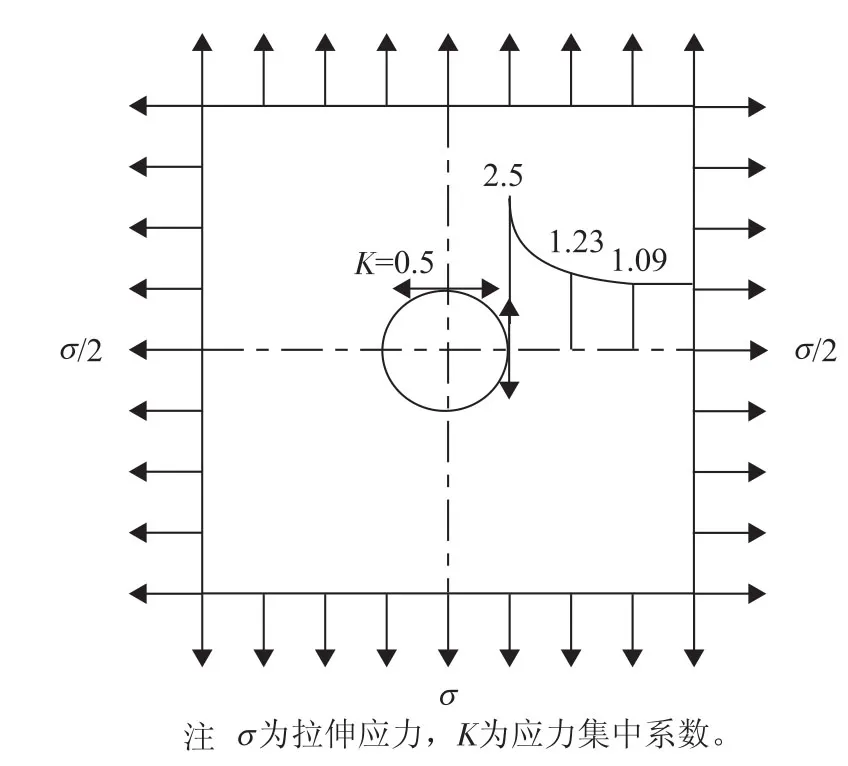
图1 双向倍量拉伸时小孔的应力集中系数
2.3缸壁缺陷修补处的应力集中
在弹性力学和工程设计中,一般采用理论应力集中系数或简称应力集中系数来表征应力集中程度。应力集中系数是应力集中处的局部应力最大值与不存在上述应力集中源的同样物体在同样载荷下的应力之比[5]。
烘缸缸面缺陷的修复,符合应力集中的条件,必然带来缸面应力集中。对于受压圆筒,环向应力水平值为轴向应力水平的的2倍,因此,在烘缸表面的补孔应力集中现象,符合 “双向倍量拉伸”条件[5],此时的应力集中系数为2.5。见图1。
2.4铸铁烘缸设计强度理论
因为铸铁材料属于脆性材料,第一强度理论适用于脆性断裂的情况[5],因此只需考虑最大主应力作为强度条件:
σ1≤ [σ]
这里最大主应力是烘缸环向应力。对温差应力而言,由于温度分布是从烘缸内部向外逐步递减的,温差应力沿壁厚方向在内表面应该是压应力(负值),而在外表面应该是拉应力(正值)。因此,讨论最大主应力的时候,应该指的是烘缸外表面上的环向应力。
3 某台直径 Φ3660 mm的扬克烘缸外表面环向应力值及其特点
烘缸作为承压设备而言,筒体在工况状态下材料内部有环向应力和轴向应力。
3.1内外温差引起的环向应力
图2所示为Φ3660 mm带沟槽的烘缸缸面结构局部剖视图。
计算条件如下:
设计压力:0.75 MPa(表压)
设计温度:172℃
工作介质:饱和水蒸气
缸筒外径:3660 mm
材料牌号:HT300
弹性模量:E=135 GPa
泊松比:μ=0.26
材料线膨胀系数:α=10.2×106
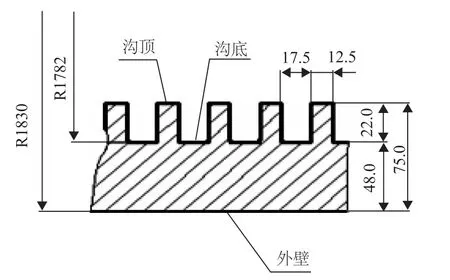
图2 缸壁断面示意图
根据初始条件,按式(6)计算烘缸在不同的内、外壁温度下,由于温差产生的缸面环向应力水平值,计算结果见表1。
从表1中的计算结果可以看出,烘缸外表面的环向温差应力值,与内、外表面的温差有关,同比整理出缸筒内外表面温差与缸面温差应力值的关系见表2。
事实上,这种结论只是相对而言,原因为:第一,材料的弹性模量是随着材料温度升高而变化的;第二,材料的线膨胀系数也是随温度变化而有所增加的;第三,材料的泊松比和材料的温度也是变值。在此只需定性分析,即确定出当忽略了这些因素时,将给设计带来的影响是偏于危险还是安全。弹性模量随着温度的增加而降低,忽略温度影响会使计算值变得保守;温度增加,线膨胀系数增加,变形增加,忽略其影响会使计算更加冒进,结果趋于危险,所以在取值时要尽可能考虑在工作温度之上,以插入法为宜。
3.2烘缸缸壁温差的确定
从前面的分析,可以得出缸面温差应力与操作状态下的缸壁内外温差有直接的关系,但是如何确定缸壁内外温差却是一件比较困难的事情。许多研究人员和工程技术人员做了大量的研究,从传热方程开始,讨论烘缸的传热膜系数、材料特征、结构特征、排水状况等方面,却一直没能正确认识烘缸的内外温差究竟有多少。因此回顾一下热传导方程(见式7):


表1 Φ3660 mm铸铁烘缸在不同内、外表面温度下的缸面环向温差应力计算值

表2 缸筒内外表面温差和缸面温差应力值的关系
式中,q为传热强度,W/m2;λ为材料的导热系数,W(m·K),灰铸铁λ=39.2 W(m·K);δ为材料的厚度,m;Δt为温度差℃
扬克纸机是单缸纸机,纸张从压榨到干燥的过程是在一个扬克烘缸上完成的。根据纸幅压榨后的含水率与干燥后的含水率之差,可以推算出需要传递的热量,因此,将干燥过程的蒸发量作为定值,推算出缸内外壁的温差值也是可能的。
例如:对于某公司一台带气罩的扬克纸机,产能110 t/d,烘缸直径 3660 mm,压榨后纸张含水量60%,干燥后纸张含水量7%,只考虑绝热干燥的情况,每小时蒸发水6076 kg,干燥面积39.07 m2,按气罩与烘缸的出力比 4∶6估算,烘缸的蒸发水量为93.3 kg/h。水从25°C到(常压下)蒸发温度95℃,显热加潜热取2470.2 kJ/kg,则:
q=93.3×2470.2÷3600=64.02(kW/m2)
若取 q=60 kW/m2,烘缸灰铸铁材料厚度为48 mm时,缸壁内外温差为
Δt=60000÷39.2×0.048=73.47(℃)
q不同取值的计算结果见表3。
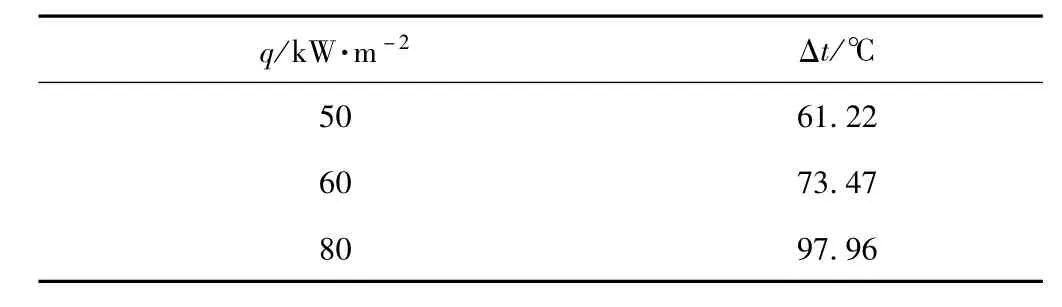
表3 不同传热强度时烘缸内外温差
表 3的计算前题是确定了烘缸壁厚,再计算温差。各公司生产的烘缸壁厚会有所差异,但是当操作压力、材料强度等级确定之后,壁厚的变化不会很大,因为设计计算公式是一样的,壁厚也决定了烘缸的材料成本,也就决定了烘缸造价。温差大小,决定了纸机的生产能力,这个能力受到了设计压力的约束,因为水蒸气的温度和饱和蒸汽压是固定的关系。
根据我国轻工行业标准QB/T 2556[3]附录D表中的推荐壁厚和设计压力,取 q值为 60kW/m2时,烘缸内外温差推算值见表4。
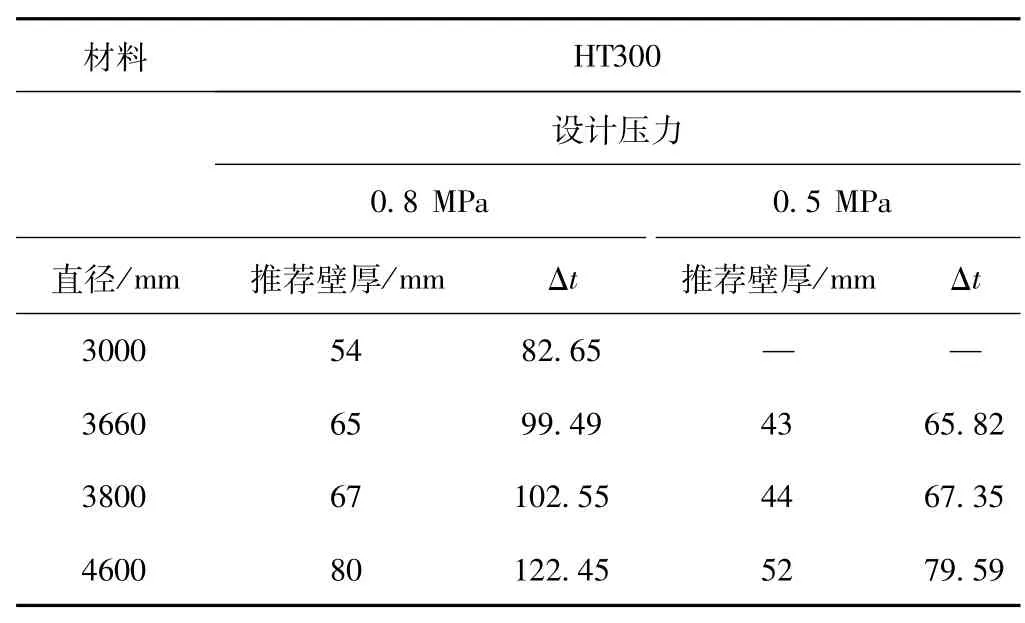
表4 传热强度为定值时烘缸内外温差计算值
从表4中看出,当需要一定的传热强度时,必须提高传热温差,因为烘缸壁厚增加了。壁厚的增加,提高了了温差应力的水平,这是不愿意看到的。这也是为什么专业厂商致力于引入沟纹结构来改善大型烘缸传热的重要原因。
在设计烘缸时,考虑到气罩的影响和烘缸转动一周蒸发强度的不均衡变化,并适当考虑一定的安全系数,可以作为烘缸筒体应力计算的依据。必要时,根据在役烘缸操作状态下的实测数据,可以准确测试得出烘缸实际温差数据,可为烘缸的设计、使用提供安全评价的依据和保障。
3.3内压引起的环向应力
内压引起的环向应力按照薄膜应力考虑即可。这里采用中径公式计算:

需要指出的是,对沟纹烘缸的壁厚选取,有两种意见,一种是将沟纹波峰部分的金属折算成缸壁的面积,折算成一个“当量壁厚”;另一种意见是沟纹波峰不计入厚承载能力中,这里称为 “沟底壁厚”,分别定义为“当量壁厚 δe”,“沟底壁厚 δb”。分别给出两者在不同操作压力状态下的环向应力计算值,见表5。
3.4应力叠加
缸壁外表面由内压引起的应力与温差应力叠加,是实际工况下烘缸外表面真实应力水平。以所举之例,当内外温差取100℃时,查表2得出:
烘缸外表面环向温差应力为92.32 MPa。
当计算压力为0.75 MPa时,环向应力查表5得出(δe=59.2 mm):
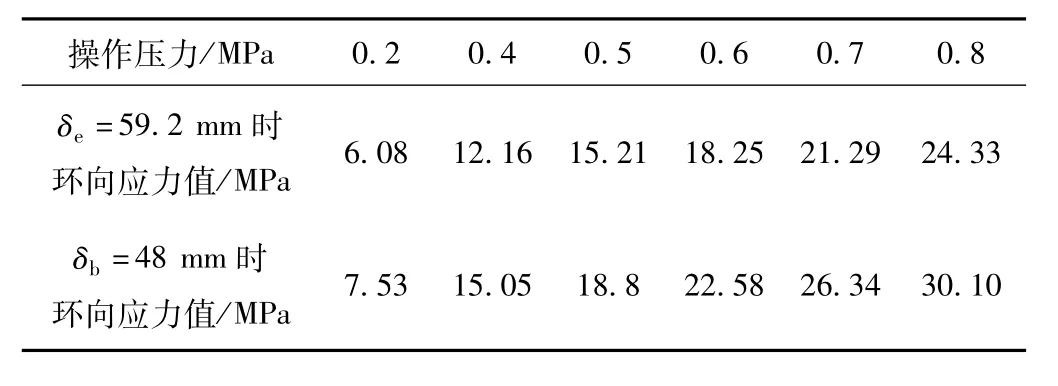
表5 Φ3660 mm扬克烘缸在不同操作压力状态下的环向应力计算值
内压引起的外表面环向应力为22.81 MPa;应力叠加的结果为115.13 MPa。
3.5修补缺陷处的应力集中
缸面修补的断面见图3。
按双向倍量拉伸时小孔的应力集中系数 K取2.5,承压引起的应力,受开孔应力集中影响造成的应力峰值为22.81×2.5=57.03 MPa。
由于开孔造成了结构的不连续,因此,温差应力不会产生承压应力集中的情况,应力集中峰值处的温差应力依然为92.32 MPa。
烘缸表面缺陷应力集中处的峰值应力叠加结果为:57.03+92.32=149.35 MPa。
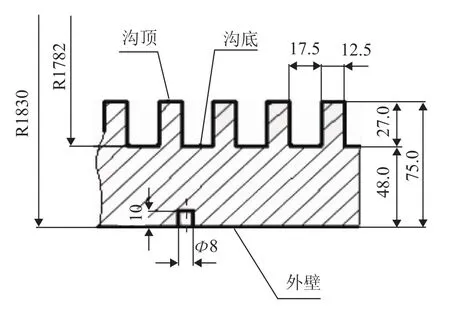
图3 有缺陷的缸壁断面示意图
我国国家标准 GB/T 9439—2010灰铸铁件[6]中规定HT300牌号的铸件,壁厚在40~80 mm时,单铸试棒的最小抗拉强度Rm为300 MPa,附铸试棒最小抗拉强度 Rm为220 MPa,铸件本体预期的抗拉强度值 Rm为210 MPa。峰值应力叠加的计算应力值已经达到单铸试棒强度的1/2,或者说达到了铸件预期抗拉强度的 70%,可见在这种情况下的安全系数很低。
我国法规TSG R0004—2009固定式压力容器安全技术监察规程[7]中规定的灰铸铁压力容器的安全系数是10.0,这个安全系数虽然在法规上没有注明是按 “规则设计”还是按 “分析设计”方法,在实际应用过程中,是按 “规则设计”选用的,迄今为止,没有人提出过异议。我国压力容器分析设计标准,是国家机械行业标准 JB 4732—1995[8],这个标准适用于 “钢制”压力容器。“铸铁”材料因其属于脆性材料而不同于钢,所以 JB 4732标准不适用于铸铁容器。但是将分析设计概念引入讨论,就认知方面而言,对烘缸应力水平的 “盲人摸象”状态变得更为清晰,有利于改进设计的精准水平,也有利于促进标准的制修定工作。
从上面讨论铸件缺陷出的应力水平的结果可以看出,如果铸件上面表面缺陷不只一处、且缺陷相距较近时,如补孔间距为(d1+d2)情况下,甚至有些情况下出现排孔,孔间距不能满足 ASME标准规定的“5倍的两孔平均直径”的条件,则犹如在烘缸表面开出一条缺陷,如果这些缺陷又是沿轴向分布,就有可能产生断裂现象,而这种情况过去确有发生。
4 结 语
综上所述,引入应力分析的概念,对铸铁材料的扬克烘缸的实际操作工况下的应力水平进行定量计算,在大型烘缸设计过程中很有必要。应该认识到:①扬克烘缸在操作状态下表面温差应力水平应该引起足够的重视,因为其计算值往往可以达到两倍的“内压”引起的应力水平,这在以往的设计中没有引起足够的重视甚至常常被忽略;②我国行业标准QB/T 2556造纸机械用铸铁烘缸设计规定[3]中的设计计算式,应增加开孔削弱方面的定量描述,使原有对缺陷修补的要求进一步变成定量指标,据此也可以为缺陷的修复提供定量评价依据;③铸铁材料引入应力分析的概念后,容器失效评价与塑性材料不同,组合最大应力水平应控制在强度极限值内。
[1] ZHANG Hui,WANG Shu-mei,CHENG Jin-lan,et al.Advances in Pulping and Papermaking Equipment Science and Technology[J].China Pulp&Paper,2011,30(4):55.张 辉,王淑梅,程金兰,等.我国纸浆造纸装备科学技术的发展[J].中国造纸,2011,30(4):55.
[2] GB150.1~150.4—2011,压力容器[S].
[3] QB/T 2556—2008,造纸机械用铸铁烘缸设计规定[S].
[4] ASME Boiler and Pressure Vessel Code,VIII Division 1,Rule for Construction of PressureVessel,2010[S].美国机械工程师学会锅炉压力容器规范.第VIII卷第一册:压力容器建造规则,2010[S].
[5] Li Shi-yi.Pressure Vessel Design[M].Beijing:Xinhua Press,2005.李世玉.压力容器设计[M].北京:新华出版社,2005.
[6] GB/T 9439—2010,灰铸铁件[S].
[7] TSG R0004—2009,固定式压力容器安全技术监察规程[S].
[8] JB 4732—1995,钢制压力容器——分析设计标准[S].CPP
(责任编辑:常 青)
·消息·
Cast Iron Yankee Cylinder Surface Stress Characteristics and Level Analysis
ZHANGWei-min
(Hangzhou Project&Research Institute of Electro-mechanical Engineering of Light Industry,Hangzhou,Zhejiang Province,310004)
(E-mail:13958192085@163.com)
The Yangkee dryer of a toilet papermachine is different from the dryer in amulti-cylinder papermachine.Due to its large size,thick cylinderwall and large temperature changes on the cylinder surfacewhen a single cylinder dries paper,the risk ofusing a Yangkee dryer increases.The quantity analysis of the stress caused by the temperature differences and the stress concentration beginningwith the load design was conducted by practical calculations under the requirements of the corresponding codes and standards.The findings showthat it is essential to pay due attention to the stress caused by temperature differences and the stress concentration in designing big dryers to reduce accidental risks.
pressure vessel;cast iron;Yankee dryer;codes;standards
张卫民先生,教授级高工;主要从事轻工机械标准化工作。
TS734
A
0254-508X(2015)08-0038-06
2015-03-11(修改稿)系数φ实际作为1来处理的,与无缝钢管作为筒体的容器一样对待。然而,在美国机械工程师学会标准——ASME锅炉压力容器规范[4]中,对于铸铁容器,焊接接头系数的概念是用 “排孔削弱系数 E”表达的,其含义是:对铸铁压力容器的铸造缺陷,在“一些约束条件下”允许用塞子进行修补[4],当出现两个以上修补 “塞子”时,就形成了 “排孔”的情况,排孔对容器承载能力有削弱,因此用排孔削弱系数来描述这种削弱程度,近似于用焊接接头系数来补偿焊接可能存在的未焊透现象对容器承载能力的削弱。排孔削弱系数 E的表达式如式(1)所示。
猜你喜欢
特种结构(2022年6期)2023-01-12
理化检验(物理分册)(2022年10期)2022-11-22
建材发展导向(2022年14期)2022-08-19
船舶力学(2022年7期)2022-07-25
土木工程与管理学报(2021年5期)2021-11-10
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
河南畜牧兽医(2020年23期)2020-01-10
儿童故事画报·发现号趣味百科(2019年4期)2019-05-10
电子制作(2018年23期)2018-12-26
