引信拧紧技术在某枪弹中的研究及应用
2015-12-30 07:02韩银泉熊长江
兵器装备工程学报 2015年7期
童 卓,韩银泉,熊长江
(中国兵器工业第五八研究所 弹药中心,绵阳 621000)
引信拧紧技术在某枪弹中的研究及应用
童卓,韩银泉,熊长江
(中国兵器工业第五八研究所 弹药中心,绵阳621000)
摘要:根据某枪弹引信拧紧的特点及拧紧过程中出现的技术难点,介绍一种引信拧紧技术的基本组成结构和主要控制方式,突出引信预拧过程中采用的柔性定位及扭力闭环控制技术,引信拧紧过程中采用的双伺服同步控制技术;通过实际应用表明:采用该引信拧紧技术满足某枪弹引信拧紧的装配及工艺要求,具有安全可靠、操作方便、自动化程度高等优点,可推广应用于其他同类拧紧装配系统中。
关键词:真空抓取;柔性定位;同步控制;闭环控制
某枪弹主要由底螺、药筒、弹体和引信组成。引信和弹体间的拧紧是某枪弹装配的一个重要环节。目前,国内的枪弹引信拧紧装配多采用人工来完成,自动装配技术落后,人工劳动强度大,危险性高,一致性差,效率低等。引入自动化设备后,由于某枪弹采用铝制引信、药筒和弹体,引信多为圆锥体,无特定的自动化设备工艺定位结构,所以在装配过程中,容易出现表面划伤、变形、螺纹烧死等现象,在引信拧紧过程中还存在内外螺纹啮合困难,同轴度难以保证等问题。针对自动化设备在枪弹引信拧紧中的实际应用进行研究,采用真空抓取、浮动定位、通过伺服电机的正反转及扭力回馈、制造特定的工装夹具、通过双伺服的同步控制,并采用防爆隔离措施,成功实现了某枪弹的引信自动装配,具备安全性高,一致性好,操作方便,自动化程度高等特点。
1组成结构
本文枪弹引信自动拧紧设备主要由机械部分和控制部分组成。机械部分主要由多工位转台、预拧机构、拧紧机构、操作盒及防爆罩等组成,其设备外观图及组成示意如图1所示。控制部分主要由人机交互、控制器、伺服电机及传感器等组成,其组成示意如图2所示。
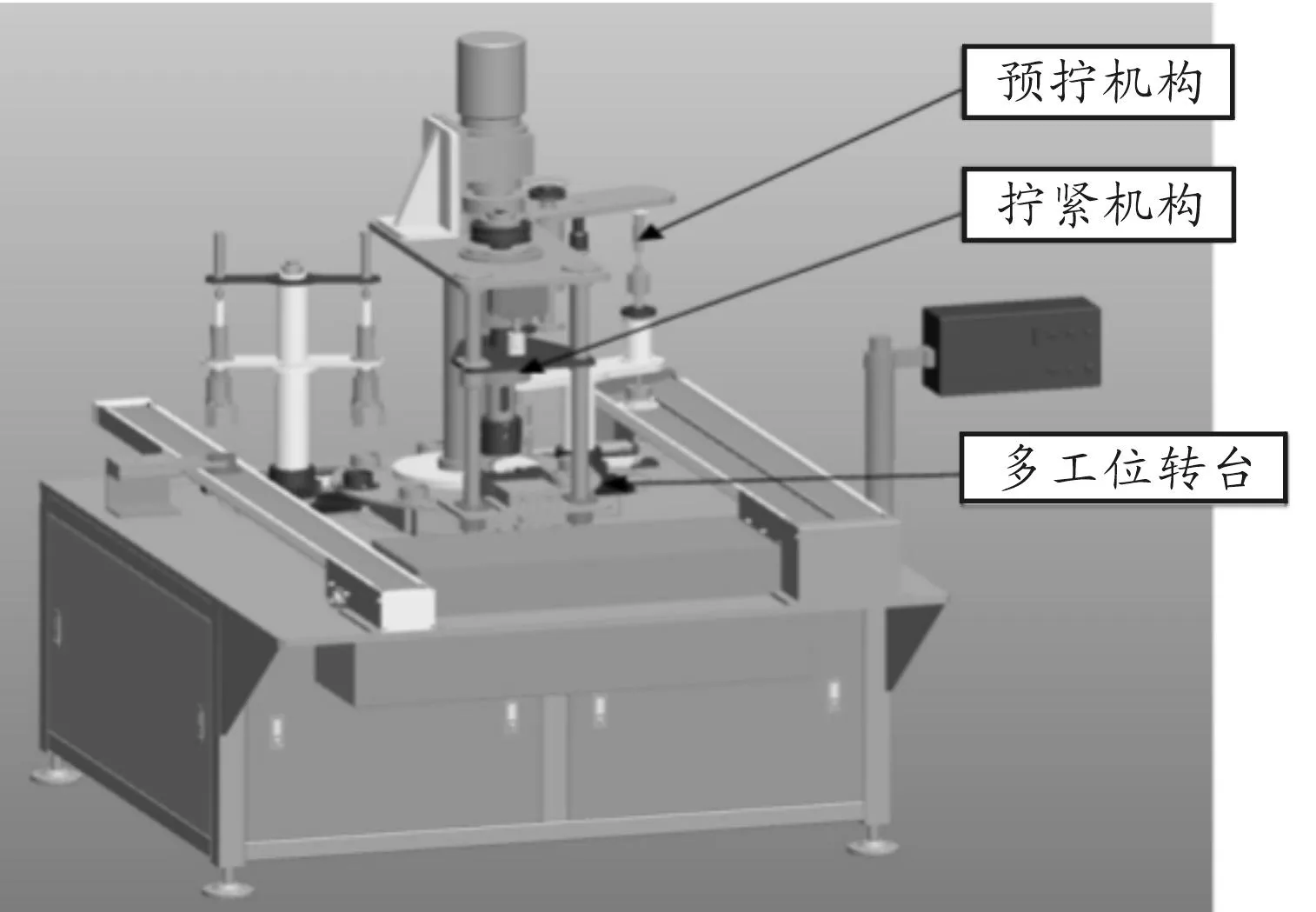
图1 某枪弹引信自动拧紧设备机械结构组成示意图
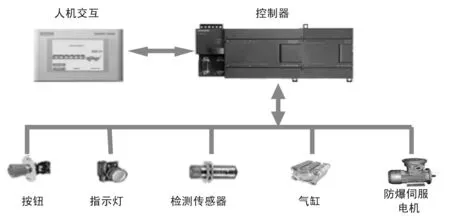
图2 某枪弹引信自动拧紧设备控制系统组成示意图
2工作过程
某枪弹的引信和弹体通过物料输送结构进入多工位转台,转动至预拧机构后,采用真空抓取技术抓取引信,用浮动夹持机构夹紧弹体,通过伺服电机柔性旋转进行螺纹对丝,扭力闭环进行预拧过程控制,实现引信与弹体的预拧。然后旋转至拧紧机构,通过特殊工装夹持弹体及引信,采用升降伺服与旋转伺服的同步控制及过程扭力闭环控制,完成拧紧。
3研究的主要内容及方法
针对某枪弹引信自动拧紧装配中出现的问题和难点进行研究,研究的主要内容如下:
1) 预拧引信啮合的可靠性。引信预拧就是弹体与引信的内外螺纹相结合的过程,在内外螺纹刚结合时在此称为“啮合”。弹体和引信为铝制螺纹,材质较软,螺纹加工的一致性、弹体和引信的定位夹持机构的装配公差以及“啮合”时的应力变化,都会对弹体与引信的“啮合”造成影响,会出现螺纹“啮边”、偏心和“烧死”等现象,导致预拧可靠性不高。采用引信专用抓取工装,弹体夹持浮动定位,伺服电机正反转及扭力闭环控制,增强了引信“啮合”的可靠性。
2) 拧紧弹体和引信的柔性夹持及定位方式。拧紧时弹体和引信的夹持力需求比预拧时大,夹持力量过大容易使铝制弹体变形,同时导致螺纹出现“烧死”现象,夹持力过小容易“打滑”,导致拧紧不到位,夹具与引信或弹体相互摩擦后,也容易损伤表面。因此,需要到一种合适的夹持方式及夹持材料来满足拧紧的基本条件,并且要有可靠的定位方式来保证同轴度。通过对不同材料的装夹测试,采用厚薄适当的皮质材料和橡胶,定制专用工装进行柔性夹持,并安装定位套,保证了拧紧时的装夹和定位要求。
3) 拧紧过程控制及到位控制方式。拧紧过程中,进给量和转动量不匹配,很容易出现螺纹“烧死”现象;拧紧到位后不及时停止转动与进给,容易“过盈”而损伤弹体。采用有效的拧紧过程和到位控制方式才能确保拧紧的顺利进行并保证拧紧质量。使用定位精度高的伺服电机对进给和转动进行同步控制,采用扭力检测作为到位超限保护,更好地实现了拧紧的过程及到位控制。
4采用的关键技术
4.1 柔性定位及扭力闭环控制技术
引信预拧时,引信与弹体的一致性,预拧机构的装配精度等因素都会影响到引信预拧“啮合”及预拧过程中的轴向对心,偏差稍大或者一致性不高,预拧过程中就会出现内外螺纹无法“啮合”、铝制螺纹“啮边”、“烧死”等现象。采用柔性定位及扭力闭环控制技术,有效地避免了以上现象的出现,提高了预拧可靠性。预拧的柔性定位主要通过弹体夹具的浮动和“啮合”时伺服电机的反转来实现。弹体夹紧机构如图3所示。

1限位螺钉;2夹紧气缸
用图3中定制的限位螺钉固定夹紧气缸,保持气缸的中心在一定范围内,同时气缸也有微小的可移动空间,达到浮动定位的目的。通过伺服电机反转也能使引信与药筒更好地“啮合”,在预拧过程中通过扭力回馈,超限时反转,能够减少“烧死”故障率,提高预拧的可靠性。伺服电机控制流程如图4所示。
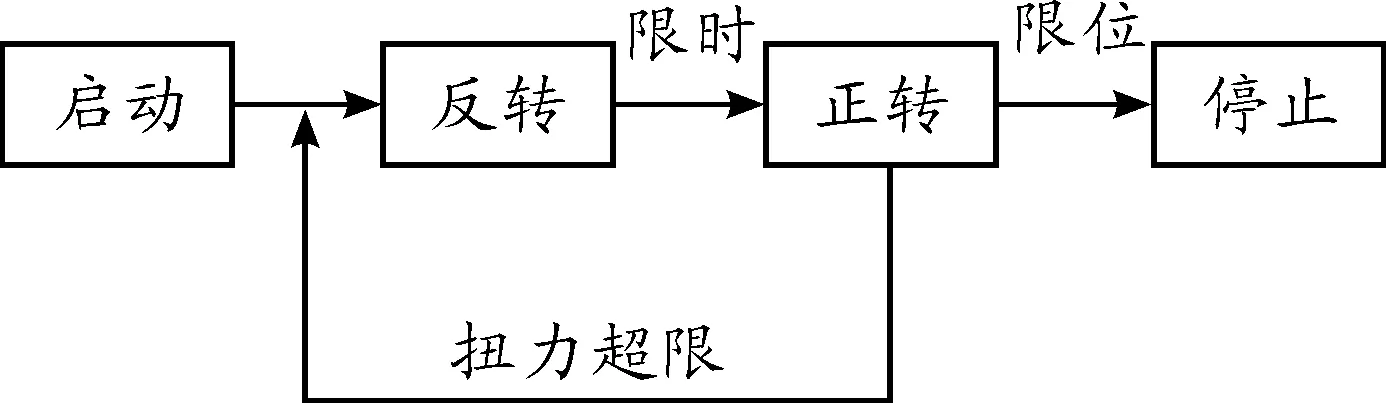
图4 预拧伺服电机控制流程
引信拧紧时,药筒和引信的夹持方式、夹持材料使用不当,会出现“打滑”、变形、“烧死”等现象。使用薄橡胶垫附在药筒夹持手爪的内壁,使用硅橡胶定制成引信定位面一致的模具来夹持引信,可达到柔性夹持的目的,增加定位套可以在柔性夹持的同时又能保证中心定位。
在拧紧过程中,用扭力回馈,设定超限值,控制电机停止,既可以防止“烧死”,又能在拧紧到位后指令电机停止。
4.2 双伺服同步控制技术
在拧紧过程中,药筒上升时候的进给量与转动量如果不一致,螺纹在受到过大拉、压力的时候很容易损伤,出现“烧死”现象。一个伺服电机执行整个弹体的上升运动,另一个电机执行引信的旋转运行,对这两个电机进行同步控制,使上升的位移量与旋转时的下降位移量保持一致。控制结构示意如图5所示。

图5 双伺服控制结构示意图
用上升轴作为主轴,用旋转轴作为从轴,进行位置跟随,如果位置偏差进行补偿:
(ERSYN)t=(ERSYN)(t-1)+(主动轴位置-从动轴位置)t
其中(ERSYN)t表示t时刻的同步补偿值,(ERSYN)(t-1)表示t-1时刻的补偿值。(主动轴位置-从动轴位置)t表示t时刻主动轴的位置差。
5应用结果与分析
实际应用后,通过1 000发35mm口径的引信进行拧紧装配,合格率为100%,拧紧间隙能控制在0.01mm以内,满足实际生产要求。以下是实测间隙柱状图如图6。
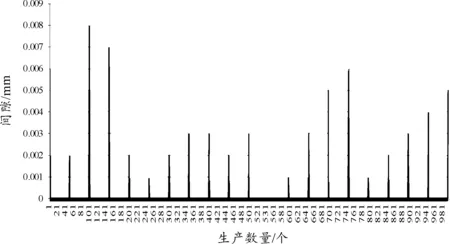
图6 间隙变化
6结束语
通过对某枪弹引信拧紧中存在的问题和技术难点进行研究,引入以上某枪弹引信自动拧紧技术,采用柔性定位、真空抓取、扭力闭环控制技术、双伺服同步控制技术以及静电防护和隔离防爆技术后,通过实际应用表明,该枪弹引信拧紧技术能够满足枪弹引信拧紧的生产需要,并具有安全可靠、操作方便、自动化程度高等优点,可推广应用于其他同类拧紧装配系统中。
参考文献:
[1]韩银泉,童卓.使用真空技术的引信预拧装置研究[J].兵工自动化,2014(7):19-23.
[2]现代实用气动技术/SMC(中国有限公司编)[M].2版.北京:机械工业出版社,2003.
[3]吴其华,徐邦荃.多电机同步传动控制系统分析[J].自动控制技术,2003,22(1):20-24.
[4]王景辉,乐贵高,霍龙.永磁同步伺服系统全闭环及仿真[J].四川兵工学报,2012(5):77-80.
[6]任大力.工业机器人用真空抓取器[J].组合机床与自动化加工技术,1994(9):104-108.
[6]姚朝晖,何枫,陈远.真空发生器系统吸附响应时间的确定[J].真空科学与技术,2002(3):25-29.
[7]李诗龙.真空发生器在包装机械中的应用[J].包装与食品机械,1999(5):115-118.
[8]孙萌.电液伺服系统同步控制的仿真研究与实现[D].北京:北京交通大学,2008.
(责任编辑唐定国)
收稿日期:2015-02-10
作者简介:童卓(1979—),男,工程师,主要从事自动控制研究。
doi:10.11809/scbgxb2015.07.037
中图分类号:TJ411
文献标识码:A
文章编号:1006-0707(2015)07-0148-03
本文引用格式:童卓,韩银泉,熊长江.引信拧紧技术在某枪弹中的研究及应用[J].四川兵工学报,2015(7):148-150.
Citationformat:TONGZhuo,HANYin-quan,XIONGChang-jiang.TightenFuzeTechnologyResearchandApplicationinBullet[J].JournalofSichuanOrdnance,2015(7):148-150.
TightenFuzeTechnologyResearchandApplicationinBullet
TONGZhuo,HANYin-quan,XIONGChang-jiang
(CenterofAmmunition,No.58ResearchInstituteofChinaOrdnanceIndustries,Mianyang621000,China)
Abstract:Based on characters and technology difficulties of bullet fuse tightening, a fuse tightening technology was introduced. Beside equipment structure and the control pattern, we mainly illustrated technologies such as flexible location in the process of fuse pre-tightening, vacuum gripping and torsion closed-loop control, twin-servo-based synchronization control during fuse tightening. Practice shows that with security and reliability, accessible operation and high level of automation, along with other advantages, the technology can meet assembly and technical requirements of fuse tightening for bullet cartridges and can be promoted in similar fuse tightening and assembly system.
Key words:vacuum gripping; flexible location; synchronization control; closed-loop control
_______________________
【机械制造与检测技术】
猜你喜欢
北京航空航天大学学报(2022年5期)2022-06-06
北京航空航天大学学报(2020年10期)2020-11-14
电子制作(2018年11期)2018-08-04
数码世界(2017年7期)2017-12-29
中国科技纵横(2017年7期)2017-05-16
科技创新与应用(2017年12期)2017-05-08
科技创新导报(2017年3期)2017-04-13
电脑知识与技术(2016年18期)2016-11-02
大学教育(2016年7期)2016-07-27
舰船科学技术(2015年8期)2015-02-27