马钢酸洗线活套的控制原理与应用
2015-12-29 03:49吴霄
冶金动力 2015年6期
吴霄
(马鞍山钢铁股份有限公司,安徽马鞍山 243000)
马钢酸洗线活套的控制原理与应用
吴霄
(马鞍山钢铁股份有限公司,安徽马鞍山 243000)
主要介绍马钢连续酸洗生产线活套的基本结构与控制原理。重点对活套控制进行了详细的阐述,并结合现场实际情况给出了处理活套张力波动的一种方法,此过程控制系统已在马钢酸洗生产线取得了成功的应用。
活套;控制系统;张力波动
1 前言
马钢连续酸洗机组于2012年投产,是一条国产化的生产线,共分三段:入口段、中央段、出口段。机组中共设置7套张力辊和8套CPC装置、2套EPC装置、6套张力仪、3套焊缝检测装置,用于向机组提供运行必要的张力和确保机组稳定运行、高效生产。设有两个水平式活套,用于动态地储存带钢,缓冲和调节入口段、工艺段及出口段之间的生产节奏。两个活套控制方式基本相似,本文以入口活套为例逐一说明。
2 入口活套结构及技术参数
入口活套位于入口段和中央段之间,起到调节张力和机组速度的作用。入口活套为卧式活套,包括主马达、编码器、润滑泵和摆动门检测开关等设备。入口活套为4层水平式,有效活套量385.6 m。构成形式为:水平式活套车,摆动式支撑辊。活套行程约为110 m,最大存储量 440 m。活套小车在轨道上进行充放套是由卷扬驱动装置来完成的。在卷扬转动时,一根钢丝绳向卷扬上缠绕,而另一根则从卷扬上放出,从而使小车移动。活套卷扬机卷筒由变频器控制的交流电机驱动,最大总拉力约66,8150 N。
3 控制系统概述
马钢酸洗生产线基础自动化系统由控制器PLC、HMI系统、工业以太网、现场总线、现场远程I/ O站ET200和编程装置等设备构成。在本机组中选择SIEMENS的SIMATIC S7-400作为控制器。整个机组设PLC三台,基于机组的复杂性,选择较高级的CPU416-2为PLC的中央处理器,用于开环和闭环控制以及算术运算。本系统的HMI使用西门子的WINCC系统,用工业以太网将PLC与WINCC服务器相连。PLC与现场设备之间的通讯使用PROFIBUS DP方式进行,每个PLC设有多个PROFIBUS DP接口,用于连接远程IO、传动装置、编码器、现场仪表、及CPC和EPC装置等。
4 活套控制
活套控制必须完成如下功能:张力控制、张力斜坡生成、剩余的充/放套时间计算、活套小车的位置监视和控制、充/放套的速度和加速度的计算的设定、卷扬机的加/减速计算、小车的实际位置计算。如图1所示。
4.1 带钢张力控制
无论入口速度和出口速度和活套小车位置如何变化,活套中的带钢都必须保持恒定的张力,因此设有一个张力控制器作用于活套卷扬马达。本系统使用的是直接张力控制方式,这样可以不考虑带钢的厚度、摩擦力、弯曲损失以及小车的重量等对控制系统的影响。卷扬电机的速度设定是根据活套入口的速度值和活套出口的速度值的差作为卷扬电机的速度设定值。
4.2 活套小车行程复位位置
活套小车的行程位置由安装在卷筒上的编码器(PLG-2.20-01)进行监控。当活套小车运行到复位位置,并被接近开关(PX-2.20-01)检测到,编码器的计数器应该被复位重置。
4.3 断带或卷杨钢丝绳断裂时的机组停车控制
当检测到活套张力突然下降或钢丝绳卷筒超速时,入口段和酸洗段机组以及活套传动应立即快速停车。
4.4 张力控制的惯性补偿
惯性补偿用于入口段和酸洗段机组的加、减速期间,减少由活套小车的运动引起的张力波动。
4.5 正常和快速停车控制
活套在充套情况下,当接触到满套快停限位时,入口段机组应快速停车。当接触到满套停车限位时,入口段机组应正常停车。活套在拉套情况下,当接触到空套停止限位时,酸洗段机组应正常停车。当接触到空套快停限位时,酸洗段机组应快速停车。
4.6 活套小车位置控制
在画面上以百分比的形式设定活套小车的正常运行区间,一般为(5%~95%),活套的实际位置是通过对绝对值编码器测量值的计算得到的。活套位置控制的核心是一个行程预计算器,这个计算器根据卷扬机的速度,计算出活套到达满套(充套时,95%位置)或到达空套时(放套时5%位置)所需要的行程值,活套小车位置控制器将这个值不断与设定的位置值进行比较,当相等时,就给出一个空套或满套信号,这个信号作用于速度控制器,改变入口段或出口段的速度设定值,来控制小车位置。
带钢在焊接和月牙剪剪切后,活套如果在(HMI)上选择了“空套位置(shorter side)”的运行模式,入口段机组加速到与酸洗段机组速度同步。活套小车应保持在空套位置(shorter side)附近运行。当开卷机上的钢卷长度减少到设定的充套长度时,入口段机组加速到全速进行充套,使活套小车运行到满套位置时再降到与酸洗段机组速度同步。这时(HMI)上的同步设定自动切换到“满套位置(longer side)”另外在“空套位置(shorter side)”模式下的运行期间,如果发生酸洗段机组速度被手动操作改变,活套应立即自动切换到“满套位置(longer side)”模式下运行。
4.7 活套摆动门检测
活套摆动门起到支撑活套带钢和导向钢丝绳的作用,摆动门的打开和关闭正常,是活套正常运行的基本条件。摆动门由活套小车通过时打开,门上的托辊用于支撑活套中间的带钢。当活套门打开后应监控接近开关的信号,以防止托辊与运行中的活套小车干涉。当摆动辊的摇臂中心距活套小车中心在(± 2.5)m以内,摆动辊的位置信号无效,此时机构正在开闭动作的过程当中。如图2所示。
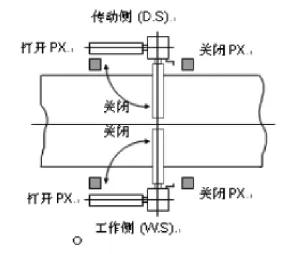
图2 摆动门示意图
5 对活套控制系统的优化
在实际生产过程中,出口活套有误报断带的情 况,PDA监控如图3。
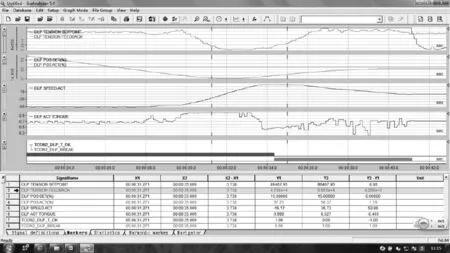
图3 PDA趋势图
由图3的曲线可以看出,排除带钢原料板型;带钢在机组内运行过程中跑偏;带钢与张紧辊之间可能有打滑;活套小车的轨道可能有卡阻或其他机械原因引起的问题;张力计自身问题,误差过大等外在因素,在活套冲放套的转换过程中,活套张力产生了波动,而此时活套电机的实际转矩已达100%,说明带钢已经无法被拉紧,在PLC系统检测的时间内活套实际张力未达到设定值,因此产生断带信号。活套冲放套的过程其实是一个生产线加减速的过程,在此过程中应克服(补偿)加减速造成的动态力矩对张力的影响,避免活套动作滞后而引起张力波动。以下根据现场实际情况提供一种通过改变活套电机设定的加减速速率来避免张力振荡的方法。
西门子S7-400 PLC程序如图4所示:可以看到该功能块左边的输入管脚i_A_POS中填的是#t_line_QS_AL,这个是活套加减速率设定值,其最终来自于DB1411.DBD120。通过在现场的跟踪调试,DB1411.DBD120适当减小到一合适的数值后,张力波动可以得到改善。
图5是修改参数后的波形。

图4 程序功能块示意图

图5 PDA优化后的趋势图
6 结束语
现场生产情况证明,马钢连续酸洗机组的活套控制系统自动可靠、操作便捷、降低了劳动强度,能够满足生产的需要,达到了预期的经济效益。
The Control Principle and Application of Loop in the Continuous Pickling Line of MaSteel
Wu Xiao
(Maanshan Iron&Steel Co.,Ltd.,Maanshan,Anhui 243000,China)
The basic structure and control principle of loop in the continuous pickling line of MaSteel was introduced.Loop control was discussed in detail and a method to treat loop tension fluctuation was put forward combining with the actual field condition.This process control system was successfully applied in the pickling line of MaSteel.
loop;control system;tension fluctuation
TP27
B
1006-6764(2015)06-0058-04
2015-02-06
吴霄(1981-),男,大学本科学历,助理工程师,现从事PLC及传动技术工作。
猜你喜欢
山东冶金(2022年2期)2022-08-08
矿冶(2020年5期)2020-12-29
设备管理与维修(2020年12期)2020-06-30
山西冶金(2019年1期)2019-04-26
中国设备工程(2017年12期)2017-06-27
工业设计(2016年11期)2016-04-16
重型机械(2016年1期)2016-03-01
安徽冶金科技职业学院学报(2015年3期)2015-12-02
安徽冶金科技职业学院学报(2015年3期)2015-12-02
电机与控制应用(2015年3期)2015-03-01