萃余酸制备工业级磷酸一铵的工艺优化
2015-12-28 05:42
化学与生物工程 2015年8期
(武汉工程大学绿色化工过程教育部重点实验室湖北省新型反应器与绿色化学工艺重点实验室,湖北武汉430073)
萃取法是净化湿法磷酸时普遍使用的方法[1],磷酸净化率一般在65%左右,萃取过程中产生的萃余酸含有较高浓度的P2O5和杂质。如何高效利用萃余酸一直都是磷化工领域的技术难题[2]。
据分析,萃余酸P2O5含量一般为41%~48%,理论上可用来制备肥料级磷酸一铵、磷酸二铵等产品[3-5],但由于萃余酸与湿法磷酸的物性差异较大,其杂质含量发生了变化,生产工艺控制指标及操作方法与“料浆法”或“传统法”相比,均有所不同[6]。
作者在此以溶剂萃取法净化湿法磷酸所得的萃余酸为原料,采用二次中和法制备工业级磷酸一铵,并对制备工艺条件进行了优化,以开发萃余酸生产工业级磷酸一铵新工艺。
1 实验
1.1 原料、试剂与仪器
萃余酸,四川某化工有限责任公司提供,主要化学成分为:P2O545.28%、SO2-40.41%、MgO 4.11%、F-1.09%、Al2O30.76%、Fe2O31.04%、固含量2.85%,密度1.61g·mL-1;氨气,工业级。
钼酸钠、柠檬酸、柠檬酸钠、三乙醇胺、乙二胺四乙酸二钠、氯化铵、无水乙醇等均为分析纯。
DF-101S型集热式恒温加热磁力搅拌器,SH2601型精密酸度计,SHZ-D 型循环水式真空泵,101-1EBS型电热鼓风干燥箱,500mL 玻璃三口烧瓶,精密电子天平,玻璃直管冷凝器,电动搅拌器。
1.2 原理
萃余酸除了有效成分H3PO4外,还含有Fe3+、Al3+、Mg2+、F-、SO2-4等杂质。使用氨气对萃余酸进行中和,随着pH 值的增大,萃余酸中的大多数杂质离子可以沉淀下来。当pH 值被氨中和至1.6~2.2时,萃余酸中的Fe3+、Al3+开始析出,形成磷酸铁铝与磷酸铵的复盐(Fe,Al)NH4H2PO4·1/2H2O;萃余酸中的Mg2+随着pH 值的增大大部分转化为磷酸铵镁沉淀;当pH 值被氨中和至4.2~4.5时,H3PO4的第一个氢离子全部与氨反应生成磷酸一铵,反应式如下:
H3PO4+NH3=NH4H2PO4
使用氨气中和萃余酸时,可以采用一次中和法将pH 值中和至4.5,也可以采用二次中和法,即先将pH值中和至3.5,分离滤渣后再中和至4.5。中和后,分析滤液中的Mg2+、Fe3+、Al3+等的含量。
1.3 工艺流程
将萃余酸按稀释比(水与萃余酸的质量比)1∶1稀释后,称取500g稀释后的萃余酸进行反应,其中一次中和和二次中和通入氨气时的反应温度均为60℃,2次静置沉化时间均为1h;将滤液浓缩至相对密度为1.37后,将溶液缓慢冷却至40 ℃,冷却结晶,结晶时间为20min;分离结晶,干燥,称量,计算工业级磷酸一铵收率(以P2O5计)。
萃余酸制备工业级磷酸一铵的工艺流程如图1所示。

图1 萃余酸制备工业级磷酸一铵的工艺流程Fig.1 Process flow of preparation of industrial-grade monoammonium phosphate using raffinate acid as material
1.4 分析方法
萃余酸各成分含量的测定参照GB/T 2091-2008;萃余酸与磷酸一铵中P2O5的质量分数采用喹钼柠酮质量法(仲裁法)测定;磷酸一铵产品的测定参照HG/T 4133-2010。
2 结果与讨论
2.1 滤液中杂质离子的含量
将一次中和法和二次中和法所得的氨化浆料过滤,测定滤液中杂质离子含量,结果见表1。
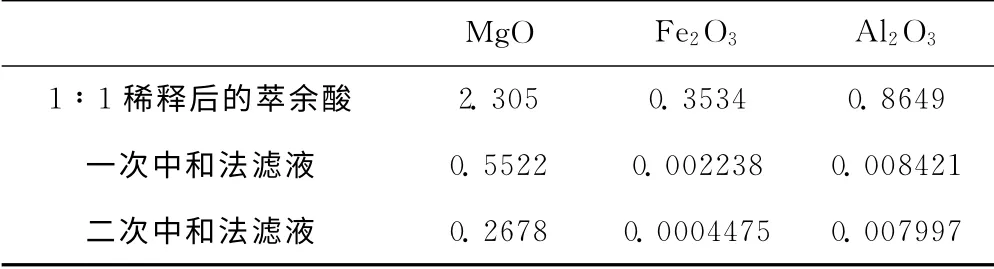
表1 滤液中杂质离子的含量/%Tab.1 Contents of impurities in filtrate/%
由表1可看出,二次中和法比一次中和法具有更好的沉淀金属离子效果,尤其是降低了对后续工艺影响较大的Mg2+的浓度,并且二次中和法所得浆料较一次中和法所得浆料的黏度小,降低了管线堵塞的可能。
2.2 工艺条件优化
2.2.1 萃余酸稀释比对工业级磷酸一铵收率的影响(图2)
由图2可看出:随着萃余酸稀释比的增大,工业级磷酸一铵收率呈上升趋势;当稀释比增大至1.75∶1后,收率升幅趋缓。原因可能是,稀释比较小时,萃余酸比较黏稠,与氨气反应不充分,同时,部分有效P2O5被磷铵杂质沉淀吸附过滤分离,导致收率较低;稀释比过大会增加浓缩结晶时所蒸发的水量,导致收率升幅趋缓。因此,萃余酸稀释比以1.75∶1较为适宜。

图2 萃余酸稀释比对收率的影响Fig.2 Effect of dilution ratio of raffinate acid on yield
2.2.2 中和反应温度对工业级磷酸一铵收率的影响(图3)
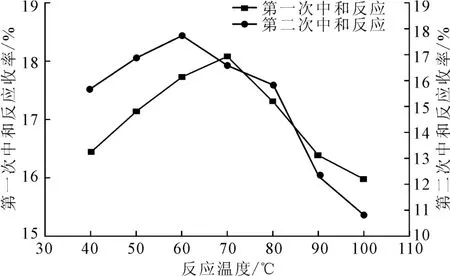
图3 中和反应温度对收率的影响Fig.3 Effect of neutralization reaction temperature on yield
由图3可以看出:随着中和反应温度的升高,工业级磷酸一铵收率均先升高后降低;第一次中和反应温度为70 ℃时,收率达到最高;第二次中和反应温度为60 ℃时,收率达到最高。这是因为,升高温度,溶液水分损失增多,部分磷酸一铵随中和杂质析出,导致收率降低。因此,第一次中和反应温度以70 ℃较为适宜,第二次中和反应温度以60 ℃较为适宜。
2.2.3 静置沉化时间对工业级磷酸一铵收率的影响(图4)
由图4可看出:随静置沉化时间的延长,工业级磷酸一铵收率逐渐升高;第一次静置沉化时间延长到3.5h后,收率升幅趋缓;第二次静置沉化时间延长到3h后,收率升幅趋缓。因此,第一次静置沉化时间以3.5h较为适宜,第二次静置沉化时间以3h 较为适宜。
2.2.4 浓缩比对工业级磷酸一铵纯度的影响(表2)
由表2可以看出,随着浓缩比的增大,工业级磷酸一铵产品的杂质含量总体呈增加趋势,和MgO含量增加,氮含量略微减少,当浓缩至相对密度为1.40时,水不溶物超过工业级磷酸一铵Ⅲ类产品标准(≤0.6)。因此,浓缩比以相对密度达到1.37较为适宜。
2.2.5 结晶温度对工业级磷酸一铵收率的影响
实验发现:当结晶温度为50 ℃时,所得磷酸一铵符合工业级磷酸一铵标准,但是收率不到10%;当结晶温度为40℃时,所得磷酸一铵符合工业级磷酸一铵标准,且收率达20%以上;当结晶温度为30 ℃时,虽然收率较高,但产品质量明显下降,主要表现为氮含量达不到工业级磷酸一铵行业标准中的Ⅲ类标准。因此,结晶温度以40 ℃较为适宜。
2.2.6 结晶时间对工业级磷酸一铵收率的影响
当磷酸一铵在40℃结晶后,需要在该温度下继续稳定一段时间,使磷酸一铵析出并形成颗粒合适的晶体。实验发现,在其它条件不变的情况下,结晶时间为20~40min时对工业级磷酸一铵收率影响较小。

图4 静置沉化时间对收率的影响Fig.4 Effect of static precipitation time on yield
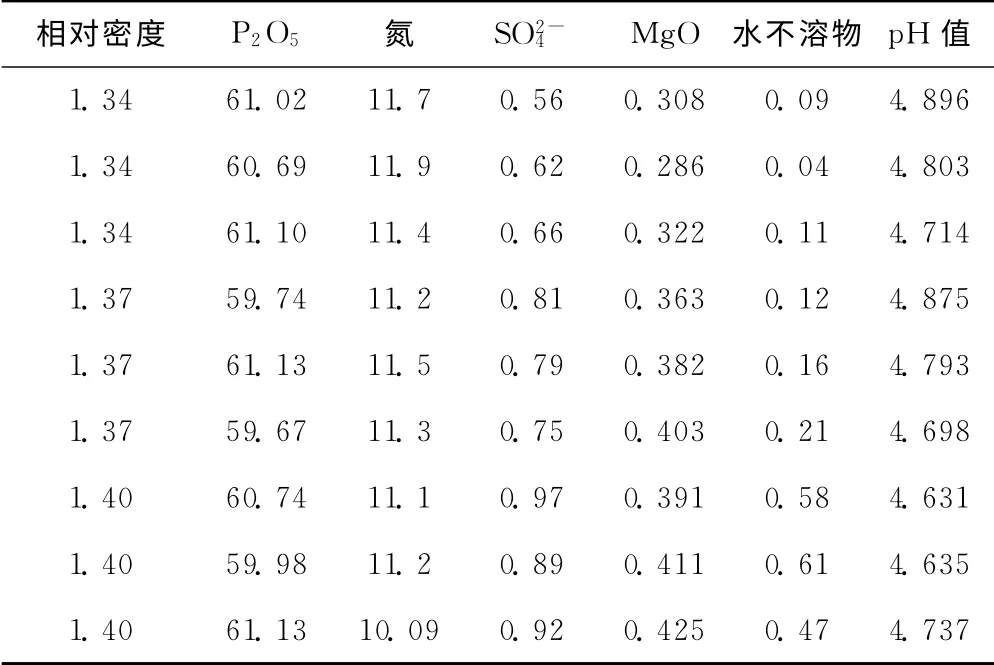
表2 浓缩比对纯度的影响/%Tab.2 Effect of concentration ratio on purity/%
2.3 验证实验
将萃余酸按稀释比1.75∶1稀释后,通入氨气进行中和反应,反应温度为70℃,随后保持浆料70℃静置沉化3.5h;然后将浆料过滤,所得滤液再次通氨气中和,反应温度为60 ℃,保持浆料在60 ℃静置沉化3h;再次过滤,将滤液加热浓缩至相对密度至1.37,冷却至40 ℃结晶,结晶时间为20min;分离晶体与母液,得到工业级磷酸一铵,收率为28.5%(以P2O5计)。产品质量指标见表3。
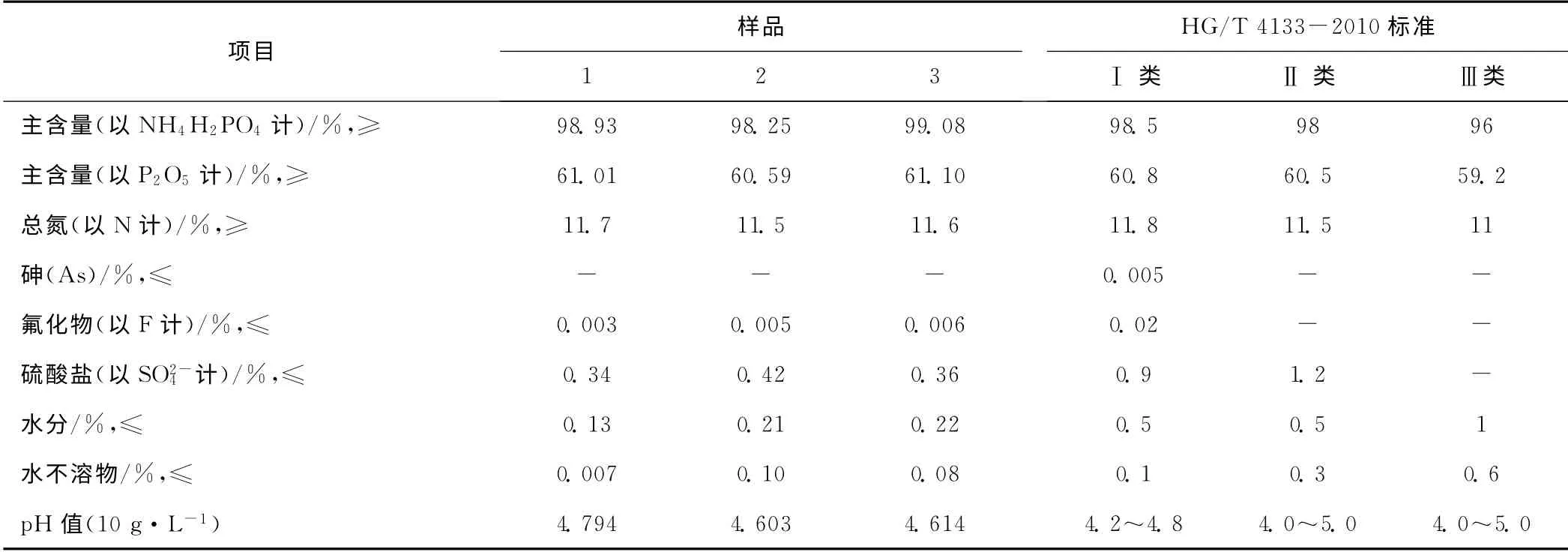
表3 工业级磷酸一铵产品质量指标Tab.3 Quality index of industrial-grade monoammonium phosphate
由表3可看出,在最优条件下制备的工业级磷酸一铵纯度均在98%以上,氮含量大于11.5%,主含量和总氮含量符合工业级磷酸一铵Ⅱ类标准要求,其它指标达到工业级磷酸一铵Ⅰ类标准要求。
3 结论
利用湿法磷酸净化的工业副产品萃余酸制备工业级磷酸一铵,研究了萃余酸稀释比、中和反应温度、静置沉化时间、浓缩比、结晶温度和结晶时间等对工业级磷酸一铵收率和纯度的影响。在最优条件下制得的工业级磷酸一铵纯度在98%以上,主含量和总氮含量符合工业级磷酸一铵Ⅱ类标准要求,其它指标达到工业级磷酸一铵Ⅰ类标准要求。该方法为综合利用萃余酸提供了新思路,产品附加值提高,经济效益显著。
[1]钟本和,李军,龚海燕.溶剂萃取法净化湿法磷酸的研究进展[J].化工矿物与加工,2007,36(7):1-3.
[2]杜怀明,罗容珍,刘兴勇,等.萃余酸净化利用的现状及展望[J].四川理工学院学报(自然科学版),2011,24(1):94-97.
[3]徐春.净化湿法磷酸的萃余酸用于DAP 生产[J].磷肥与复肥,2010,(3):37-39.
[4]罗珍,曾波,罗康碧,等.湿法磷酸萃取净化副产萃余酸利用研究进展[J].化工矿物与加工,2014,43(12):60-62.
[5]黄进,杨毅.用净化磷酸的萃余酸生产磷酸二铵的方法:中国,101613094[P].2009-12-30.
[6]王邵东,张红映,李君.湿法磷酸净化的萃余酸联产磷酸二氢铵和磷酸氢二钠[J].无机盐工业,2008,40(4):39-40.
猜你喜欢
煤气与热力(2021年4期)2021-06-09
中国化肥信息(2019年12期)2020-01-16
中国化肥信息(2018年7期)2018-08-23
中国化肥信息(2018年6期)2018-08-23
中国茶叶(2017年1期)2018-01-04
中国化肥信息(2017年7期)2017-12-13
中国化肥信息(2016年29期)2016-05-17
西安建筑科技大学学报(自然科学版)(2014年1期)2014-11-12
中国农资(2014年21期)2014-04-24
中国化肥信息(2014年29期)2014-02-27