
空心抽油杆螺纹加工数控车床的改造
2015-12-27 03:23:34张朋举朱林徐先静刘斌张仙文
中国设备工程 2015年2期
张朋举朱 林徐先静刘 斌张仙文
(1.中国石油吐哈油田分公司机械厂;2.中国石油吐哈油田分公司吐鲁番采油厂,新疆 鄯善 838202)
空心抽油杆螺纹加工数控车床的改造
张朋举1朱 林2徐先静2刘 斌1张仙文1
(1.中国石油吐哈油田分公司机械厂;2.中国石油吐哈油田分公司吐鲁番采油厂,新疆 鄯善 838202)
将经济型数控机床改造成空心抽油杆螺纹加工机床,改造后应用效果良好,满足了生产工艺需要。
空心抽油杆;螺纹加工;数控车床;改造
近年来,随着边际油田的规模性开发,空心抽油杆因其可通过特有的独立通道向井内注入热蒸汽、热水或热油、降黏剂和防腐剂,能有效地降低开采难度、增加分层开采计量层数,极大地丰富了注采工艺。而这种应用也推动了空心抽油杆制造工艺的持续优化。传统的摩擦焊接式空心抽油杆的加工方法,已不能适应深井、超深井的工况条件。空心抽油杆的加工逐渐向整体镦锻、整体热处理、整体螺纹加工的方向发展。由于加工工艺的改变,相应的加工设备也随之发生变化。在所有的工序中,空心抽油杆的螺纹加工是重要工序。传统的摩擦焊接式空心抽油杆,为独立加工方式,接箍端使用钻床加工;外螺纹端使用滚压方式加工。镦锻式空心抽油杆需进行轴向螺纹加工,辅助机床配合使用。为了保证螺纹加工质量,相关的设备都需要进行改变。
一、空心抽油杆螺纹形式
根据SY/T 5550-2012标准的规定,空心抽油杆外螺纹结构如图1所示,内螺纹结构如图2所示。
空心抽油杆的螺纹和实心抽油杆的螺纹参数一致,均为10牙/in,牙型符合ASME B1.1-89要求。公差和间隙为2A-2B级。外螺纹设计牙型是UNR型,其牙根部为圆弧。内螺纹牙型是UN型,牙根部为平底形,平根宽度(0.25×螺距)以外的牙根部形状可以带圆弧。
二、镦锻式空心抽油杆机床改造设计
为了实现空心抽油杆的螺纹高效加工,经调研决定,以经济机床为基础,从机械装置、电气装置、辅助装置3个方面进行改造,选定的机床型号为CAK6150P型号车床。
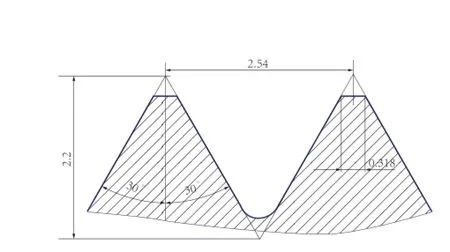
图1 空心抽油杆杆头外螺纹结构
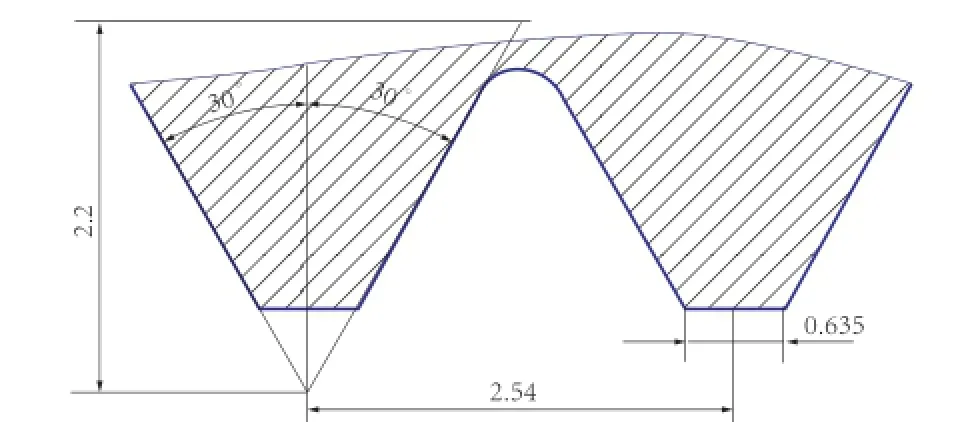
图2 空心抽油杆接箍内螺纹结构
1.机械装置
CAK6150P型号车床的基本参数如表1所示。将手动卡盘改为气动,卡盘参数如表2所示。其尾部利用原有尾台,增加气动装置安装丝锥(图3),用于内螺纹加工。利用原车床尾台,在头部增加丝锥安装孔,形成加工头,依靠汽缸移动,推进丝锥工作。将图3中安装丝锥的部分,更换为滚丝轮(图4),用于外螺纹加工,其工作方式与内螺纹的工作方式类似。
2.电气装置
原车床采用FANUC系统,保证机床的基本使用功能。增加机械部件之后,需要增加自动控制部件。采用西门子S7200PLC系统,同时选用必要的电气传感装置与PLC系统配合,其工作逻辑原理如图5所示。
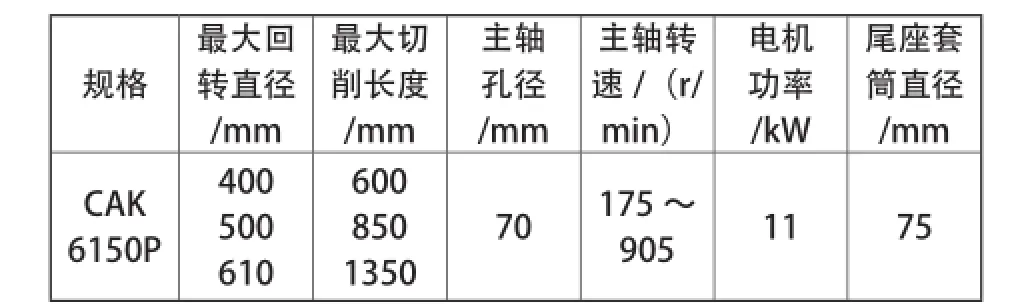
表1 CAK6150P基本参数

表2 选用气动卡盘参数

图3 内螺纹加工装置
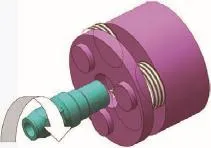
图4 杆头螺纹加工过程示意
3.辅助装置
辅助设施主要为辅助机床工装,用于保证机床自动进出料、实现螺纹加工工序的配合过程等。包括上料装置、辅助推进装置、辅助退回装置、下料拨料装置,如图6所示。动力提供主要依靠汽缸和电机的配合使用,控制依然采用西门子PLCS700,功能及逻辑部分与车床改造的部分协调配合。
三、使用效果
通过对经济数控机床的改造,调整改造机械装置、辅助装置、自动控制 与原车床加工程序的配合,加工镦锻式空心抽油杆杆头加工效率达到585s/根、接箍加工效率860s/根,满足了生产工艺需要。

图5 PLC工作原理图

图6 加工辅机示意
[1]魏新春.一体式空心抽油杆采油技术研究[D].成都:西南石油学院,2003.
[2] SY/T 5029-2006.抽油杆[S].2006.
[3] SY/T 5550-2012.空心抽油杆[S].2012.
[4]杨叔子,李斌.机械加工工艺师手册[M].北京:机械工业出版社,2011.
[5]吴则中,李景文.抽油杆[M].北京:石油工业出版社,1994:154-155.
[6]吴则中,钟永海,孟忠良等.我国抽油杆研制工作的现状及发展方向[J].石油机械,2008,36(2):63-66.
TG659
B
1671-0711(2015)02-0056-02
2014-05-06)
猜你喜欢
新疆钢铁(2021年1期)2021-10-14 08:45:34
装备制造技术(2021年2期)2021-07-21 05:38:22
制造技术与机床(2019年8期)2019-09-03 01:14:28
经济技术协作信息(2018年11期)2019-01-14 03:07:22
制造技术与机床(2017年11期)2017-12-18 06:46:44
中国新技术新产品(2015年19期)2015-09-02 08:29:24
石油化工应用(2015年9期)2015-08-10 09:22:50
锻压装备与制造技术(2015年2期)2015-06-26 09:00:25
化工管理(2014年8期)2014-02-02 08:47:06
金属加工(冷加工)(2013年3期)2013-04-17 09:54:18
