
机制木炭机工作原理及木屑物料压缩空间变化分析
2015-12-26 08:57:52李瑞垞
广东开放大学学报 2015年5期
李瑞垞
(茂名广播电视大学,广东茂名,525000)
机制木炭机工作原理及木屑物料压缩空间变化分析
李瑞垞
(茂名广播电视大学,广东茂名,525000)
机制木炭是一种可再生、无污染的清洁能源,利用这些能量,在目前能源紧缺、大气污染严重的情况下具有深远的意义。现阶段,机制木炭机主要由机座、套筒、发热管和推进器等组成,其主要易损部件是推进器与套筒,其中推进器的修补是机制木炭生产行业生产中的难题,因此对机制木炭机木屑压缩空间变化进行分析,找出推进器及套筒的主要受力部位,从而改进其生产工艺,延长其使用寿命具有重要意义。
机制木炭机;压缩空间变化分析;推进器;使用寿命
在农业生产和林业生产中会产生很多丢弃物,如农业生产中的作物秸杆、稻壳;林业生产中的木屑、树皮等。这些丢弃物内存大量能量,这是以化学能方式储存在生物体中的一种能量形式,是一种以生物质为载体的能量,它是一种可再生、无污染的清洁能源。因此利用这些能量,在目前能源紧缺、大气污染严重的情况下具有深远的意义。传统上,这些丢弃物的利用主要是直接燃烧或将它压缩成固体块状物之后燃烧,而将这些丢弃物压缩成固体物的设备有机制木炭机、生物质压块机等。其中机制木炭机(如图1所示)是将丢弃物粉碎、干燥后在高温高压状态下连续地挤压出内有圆孔的方形、六边形或梅花形的长条固态物,其密度可达1.2~1.4g/cm3,体积压缩比6至8倍(不同的生物质丢弃物各有不同)。其热值为3800kcal/kg左右,大于木材,可直接燃烧,具有烟少火旺、灰少卫生的特点。为增加产品的附加值,成型后的固态物一般将其炭化,制成机制木炭。机制木炭与普通木炭相比具有形状规则、包装方便,含碳量高、热量大、挥发性小、燃烧时间长、火旺无味等优点。现阶段,机制木炭机主要由机座、套筒、发热管和推进器等组成,其主要易损部件是推进器与套筒,其中推进器的修补是机制木炭生产行业生产中的难题,因此对机制木炭机木屑压缩空间变化进行分析,改进推进器及套筒的生产工艺,延长其使用寿命具有重要意义。下面以原材料为木屑的机制木炭机中木屑棒的成型原理分析物料(木屑)于推进器与套筒所组成的压缩腔体积的变化,并提出如何提高推进器使用寿命的方法。
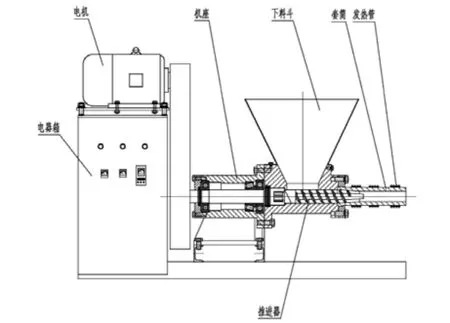
图1 机制木炭机结构图
一、木屑棒成型原理分析
1.木屑棒成型要点分析
机制木炭机属于生物质成型中的热压成型,它是在国内外对生物质进行固化成型最为普及的工艺之一,其工艺流程为:

图2 机制木炭机生产流程
木屑棒的挤压成型是以温度、压力和物料在成型模具内的滞留时间为三要素。挤压成型的特点是木屑在套筒模具内被挤压的同时,利用发热管对套筒模具进行外部加热,钢制的套筒模具很容易将热量传递给木屑,木屑温度得以提高。植物细胞中的木质素是高分子化合物,当温度为70~110℃时软化,粘合力增加;达到140~180℃时就会塑化而富有粘性;在200~300℃时可熔融,从而成为一种高效粘结剂,可以将木屑粘结成在一起,在压力的作用下、在一定时间内经过套筒模具就会成为条形的木屑棒。
另外,基本定型的木屑棒外表层与套筒直接接触会炭化而成为炭粉,这一层炭化层起到润滑剂的作用,使其通过套筒模具时能较顺利滑出而不会粘连,从而减少挤压动力消耗,提高生产效率。
2.机制木炭成型原理
机制木炭的木屑棒是用机制木炭机来生产的,机制木炭机的生产过程是一个连续不间断对木屑的压缩过程。为便于研究,依据木屑所处的不同状态可将其分为四个区域:供料区、压紧区、压缩区、定形区,见图3。在供料区内,木屑颗粒主要靠自身重力的作用下通过漏斗下落到推进器螺旋槽内,并在旋转的推进器作用下不断向前推进。这一阶段,木屑颗粒的结构形态基本没什么改变。
随着木屑颗粒被推进器连续不断地往前推进,迅速进入到压紧区,压紧区是一封闭的空间,木屑在这一空间内被初步压实,并且物料间相互挤压、磨擦而产生热量,木屑的温度会升高到80℃左右。80℃左右的温度还不能使木屑内的木质素软化或液化,所以木屑只能产生少量塑性变形,还不能相互粘连在一起,其形态呈碎片状,不能形成一固定的形状。
在生产过程中,随着推进器的旋转,物料很快进入压缩区,这是木屑成型的核心区域。这一区域也就是推进器后部尾部与套筒锥口配合区域,推进器尾部的螺旋高度由13mm左右逐渐降低5mm左右,呈一锥形;套筒内腔也由65mm左右逐渐降低到50mm左右,也呈一锥形,它们之间的空隙形成一个挤压空间。在这挤压空间内,推进器螺旋高度的逐渐降低,木屑所受的约束力减少而不断翻滚,直到碰到有加热管的套筒模具接受热量后又返回。在压缩区内推进器、套筒与木屑产生剧烈的磨擦,并产生磨损。当木屑因接受热量而温度升高到260℃左右时,木屑开始塑化。塑化的木屑在推进器的压力作用和液化的木质素的粘结作用下相互贴紧、堆砌和镶嵌粘接而基本成型,形成锥度口形成固体状并向前推动,密度达到最大,进入到定形区。
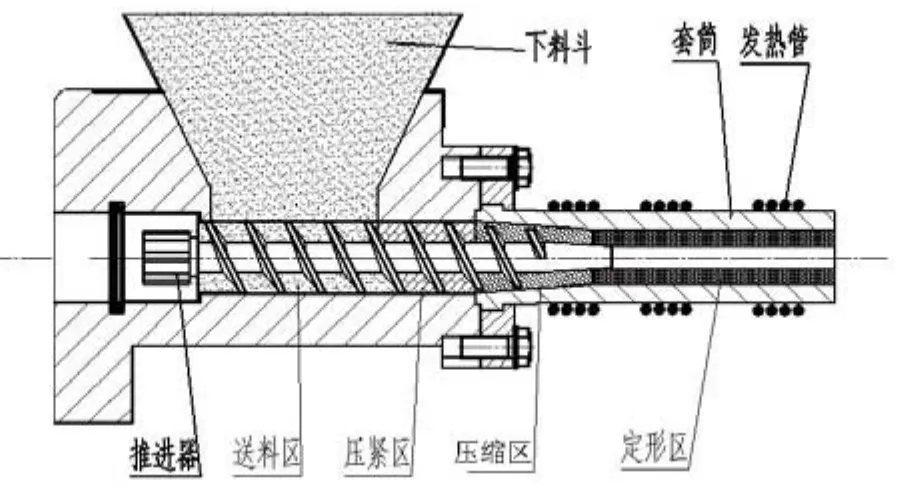
图3 机制木炭成型原理图
在定形区的木屑棒,随着推进器的转动,不断被新固体木屑棒料往前推送,在套筒径向力、筒壁和固体木屑棒料轴向摩擦力的共同作用下,保持形状。木屑棒在前进的过程中不断强力回弹,释放弹性能量。在定形区内,固体物料主要是弹性变形,基本没有塑性变形。要炭化成机制木炭的木屑棒需抓紧时间装入炭化炉炭化,因为长时间不炭化,木屑棒会吸收空气当中的水份而变松,从而散开而恢复成木屑的形态。
二、物料在压缩腔的体积变化分析
木屑物料从料斗进入到推进器螺旋槽内后,由于推进器的工作长度较短(推进器如图4所示、套筒如图5所示),螺杆全长绝大部分用于对物料的输送和压缩,而物料中起主要的粘结作用木质素的软化出现在套筒的压缩腔内,处在推进器端部的推进面上。物料在旋转着的推进器作用下,通过套筒内壁和推进器表面的摩擦作用不断输送和压实,此阶段物料是呈固态被向前推进,在推进过程中木屑所经过的空间截面积是变化的,正是由于这种变化引起木屑所受压力的变化。下面分析木屑经过压紧区、压缩区、定形区三个区域的截面积的变化情况。
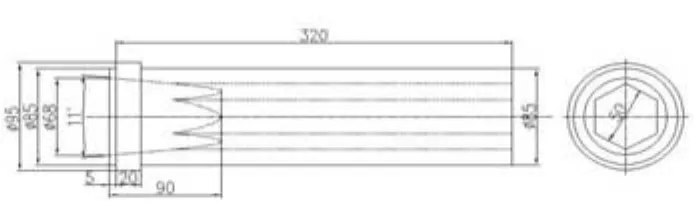
图4 推进器工程图
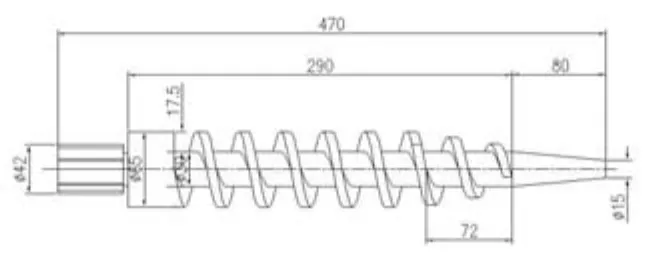
图5 套筒工程图

图6 推进器与套筒配合效果图
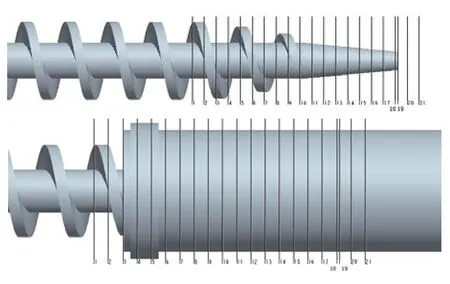
图7 挤压空间截面积分析图
1. 挤压空间截面积变化。推进器与套筒配合如图6所示,推进器螺旋部分插入套筒部分长为50mm。如图6所示,以推进器与套筒中心线为X轴,推进器尾部为X轴正方向;套筒径向向上为Y轴正方向,坐标原点设定在套筒入口端面(即截面3)上,建立坐标系。在坐标原点左边取三个截面进行分析(截面1到截面3),在坐标右边取18个截面进行分析,除截面18至截面19为2mm外,其余截面间距都是10mm,这主要是若按截面间间距为10mm进行截面设置,则推进器尾部还有2mm,为保证数据的准确性,在推进器尾部设定为截面19,截面分布如图7所示。
用PRO/E建立推进器与套筒配合实体模型,如图6所示,并用PRO/E分析出推进器与套筒截面积之和S,手工计算出套筒截面外圆面积(S套=πr2),计算出挤压空间截面积(S截= S套-S杆),计算结果如表1所示。
2.木屑压缩空间变化的图表分析。通过表1,以挤压空间截面积(S截= S套-S杆)为横向轴,以推进器与套筒中心线为纵向轴(X轴),绘制出木屑压缩空间变化图,如图8所示。
在图中,我们可以看到:木屑经过截面1到截面3的过程主要是压紧,曲线较为平直,木屑物料所承受的压力也较小。这就说明这一阶段木屑物料只是起到初步压实的作用,其他特性基本没有改变。
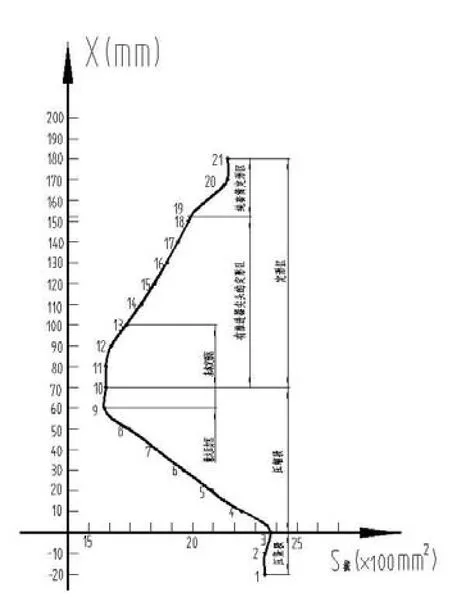
图8 木屑压缩空间变化的图
截面3到截面10为压缩区,这一阶段木屑物料在加热的情况下塑化,在推进器的推力下,物料相互之间可以粘合在一起而成型。在图表中我们还可以看到,其压缩是渐进式的,在这一区域内,在套筒的入口端面处(即截面3)截面积是最大的,然后逐渐减小,到截面9、截面10处截面积最小,截面9到截面10压力最大的区域,所以在实际生产中,这一区域的推进器与套筒是最易磨损的,用耐磨焊条修补推进器也主要在这一区域。而截面10刚好在推进器螺旋牙末端不远处,可见,物料的压缩是在套筒入口处到推进器螺旋牙末端。
截面10到截面21这一阶段,是定形区,其中截面10到截面18是有推进器尖头定位的定形区,而在这一阶段中截面10到截面13是基本定形区,截面18到截面21是纯套筒定形区。这一阶段,木屑所受的压力逐渐减小,温度逐渐降低,质地也较软,到截面18时就已定形而成为木屑棒。随着温度的进一步下降,木屑棒出到截面21而成为较为结实的木屑棒。
综上所述,木屑物料在压缩过程中所通过的截面空间是不断变化的,截面空间的变化也就说明机器传递给木屑的压力是不断变化的,其中截面9到截面10处的截面空间最小,这地方的压力是最大,机械运行过程中磨损也是最大的,这就要求我们在制造和修补推进器或套筒时要特别注意这个地方,以延长其生产寿命。
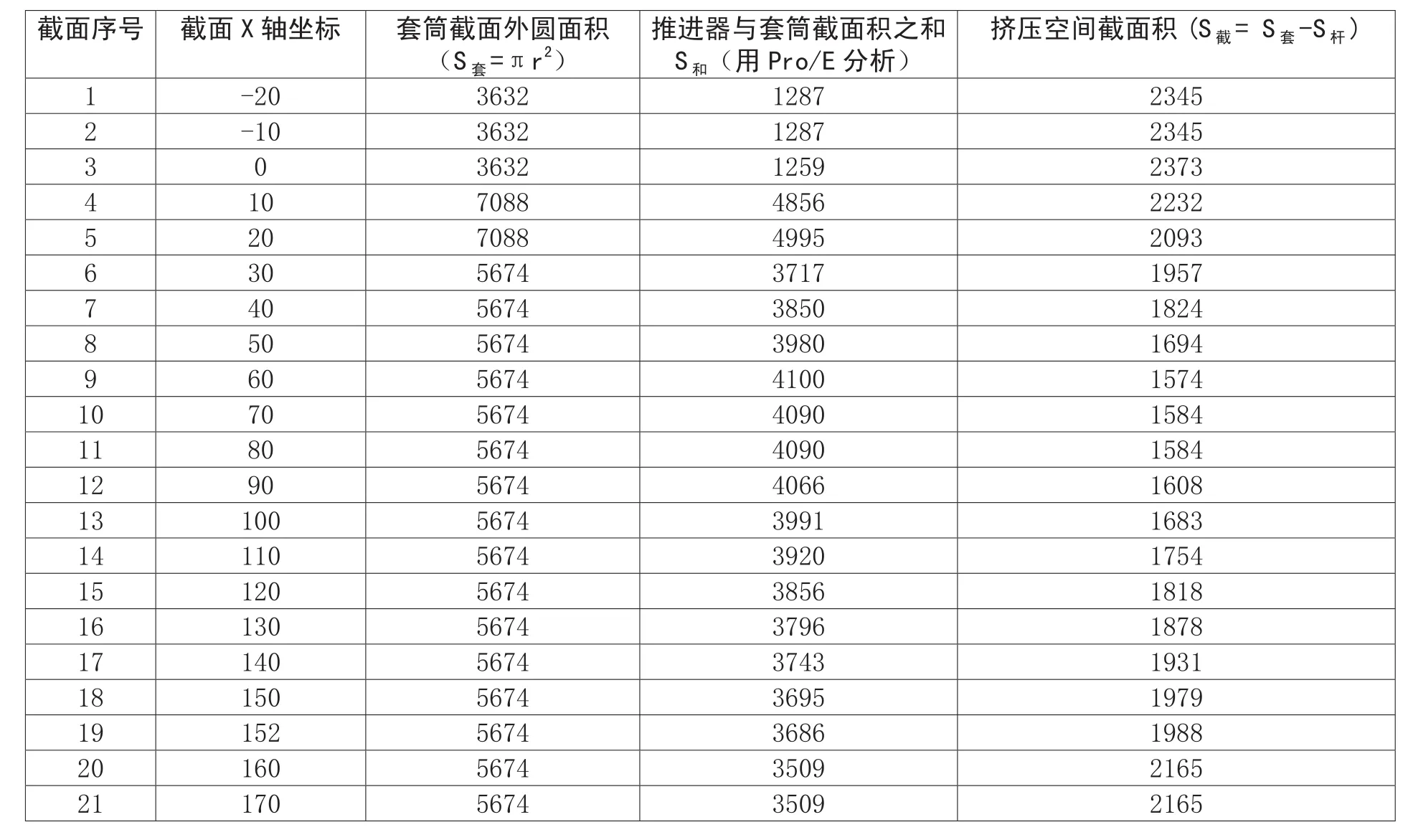
表1 木屑在各截面的压缩情况
[1]严永厚.提高木炭机螺旋轴耐磨性的研究[J].农业与食品机械,1997,(2)23-24.
[2]孙武亮.粮食加工设计手册[M].武汉:武汉工业大学出版社,1998.
[3]吴培龙,朱明.物料颗粒在滚筒式干燥机内停留时间的确定[J].农业工程学报,1998,(3):63-70.
(责任编辑:楚和)
Working Principle of the Mechanism of Charcoal Machine and the Space Change Analysisof Wood Material Compression
LI Rui-cha
(Maoming Radio & TV University, Maoming, Guangdong, China, 525000)
Using the machine-made charcoal,which is a kind of renewable and pollution-free clean energy, has far-reaching signifi canceunder the currentcondition of the shortage of energy and serious atmospheric pollution. At this stage, the mechanism of charcoal machine is mainly made up of the seat, sleeve, heat pipes and propeller, etc., the most vulnerable partbeing the propeller and the sleeve, therefore, the most diffi cult problem lies in the repairof the propeller. As such, it is of great signifi cance to carry out the space analysis of the sawdust, to fi nd out the stress areas of the propeller so as to overall enhance the processing technology.
machine-madecharcoal; analysisof compressed space change; propeller; service life
TH122
A
2095-932x(2015)05-0109-04
2015-09-07
李瑞垞 (1969— ),男,广东化州人,茂名广播电视大学讲师。
猜你喜欢
初中生学习指导·中考版(2022年1期)2022-02-09 11:46:09
舰船科学技术(2021年12期)2021-03-29 01:28:38
风能(2019年10期)2019-02-18 11:12:26
科技创新与应用(2018年29期)2018-12-13 01:56:50
当代陕西(2018年12期)2018-08-04 05:49:08
山东工业技术(2017年19期)2017-09-27 11:32:21
学习月刊(2015年10期)2015-07-09 03:35:12
兴趣英语(2013年6期)2013-08-29 07:45:26
中国船检(2013年10期)2013-08-15 00:42:40
中小企业管理与科技·上旬刊(2013年7期)2013-04-29 23:14:19
