提高卷烟制造过程制丝出丝率的研究
2015-12-26 07:36杨艳阳
安徽农业科学 2015年27期
提高卷烟制造过程制丝出丝率的研究
杨艳阳
(红塔烟草(集团)有限责任公司大理卷烟厂,云南大理 671000)
摘要[目的] 解决卷烟生产过程中制丝线损耗高、出丝率低的问题。[方法]对大理卷烟厂新投产的制丝线进行损耗测试,找到损耗高的工序并探寻原因,同时对损耗高的工序进行改进,以提高烟丝出丝率。[结果]针对加湿滚筒易粘附烟丝的问题,将滚筒自动水洗方式改为在滚筒内安装喷吹装置进行清洗,滚筒清洗废料由90 kg减少为50 kg;对夜班清扫废料进行分类整理回收,每天可回收15 kg的烟叶;将切丝前分料器下料口角度由30°扩宽为60°,使切丝除尘的造碎率由0.51%降低至0.29%。改进后,该制丝线出丝率由97.65%提高至98.17%。 [结论] 经改进后的新制丝线节约了烟叶原料,有效降低了烟叶消耗,提高了资源利用率和企业经济效益。
关键词出丝率;制丝线;烟叶消耗
中图分类号S572;TS452
作者简介杨艳阳(1986- ),男,贵州安顺人,硕士,从事卷烟工艺研究与质量管理工作。
收稿日期2015-07-27
Study on Improving Ratio of Cut Tobacco Yield in Cigarette Manufacturing Process
YANG Yan-yang (Dali Cigarette Factory, Hongta Tobacco (Group) Co. Ltd., Dali, Yunnan 671000)
Abstract[Objective] To solve the problem of high loss, low ratio of cut tobacco yield. [Method] The new tobacco primary processing line of loss factor testing to find the high loss processes and improvement in order to improve the ratio of cut tobacco yield. [Result] For adhesion of tobacco moistening roller easy, automatic drum washing way instead of in cylinder installed blowing device for cleaning, roller cleaning wastes by 90 kg reduce is 50 kg. The recovery of the night shift cleaning waste was sorted, and the 15 kg of the tobacco leaves was recycled every day, and the recovery of the tobacco leaf was improved. The cutting feed distributor before the angle from 30 degrees to 60 degrees to widen, cutting dust breakage rate decreased from 0.51% to 0.29%.After the improvement, the ratio of cut tobacco yield increased from 97.65% to 98.17%. [Conclusion] The improved new tobacco primary processing line can reduce the consumption of tobacco, improve the utilization rate of resources and economic benefits of enterprises.
Key wordsRatio of cut tobacco yield; Tobacco primary processing line; Tobacco consumption

我国是烟叶的生产和消费大国,烟叶是卷烟生产的主要原料,烟叶消耗的高低直接影响着产品的生产成本及企业的经济效益。卷烟制造业围绕提高出丝率、降低烟叶消耗进行了相关研究,对制丝过程中影响烟叶损耗的工序进行详细的测试、试验,对工艺路线、工艺参数和部分设备提出了改进优化的措施,有效提高了制丝出丝率[1-7]。大理卷烟厂新制丝线投产后,增加了较多的生产工序和环节,生产流程加长,带来了制丝损耗增加、烟丝出丝率低的问题。为此,笔者通过对新制丝线进行损耗测试,探寻损耗高的原因,并对损耗高的工序进行改进,以提高烟丝出丝率。
1影响卷烟制丝出丝率的问题分析
烟叶单箱消耗是烟草行业“优秀卷烟工厂”的重要衡量指标,是各卷烟工业企业关注重点,而出丝率是影响单箱叶耗的一个重要方面。新制丝线投产后,对“玉溪”品牌制丝生产过程进行测试,其制丝损耗率为3.61%,损耗较高,导致烟丝出丝率较低。
卷烟制丝过程出丝率计算公式如下:

式中,产出烟丝重量、投入烟叶重量都是折算水分后的标准重量,a、b、c等为各加工工序的损耗,因此可以看出,提高出丝率的关键是减少加工过程的损耗量。为此,试验对制丝线进行损耗测试以找到高损耗的原因及工序,工艺损耗测试结果如表1所示。
对损耗测试结果进行分析,发现制丝线损耗高的工序主要是纯丝称前振筛烟末(测试编号25)、加香入口烟末(测试编号29)、加湿滚筒废料(测试编号34)、现场清扫废料(测试编号35)和集中除尘废料(测试编号38)。
2改进方法
研究人员围绕损耗产生比例较高的环节进行工艺和设备改进。针对加湿滚筒产生废料较多,工程技术人员在制丝线涉及滚筒的工序上安装喷吹装置,减少滚筒废料;对于夜班设备清扫的卫生废料,在管理上强化考核制度对卫生废料进行分拣回收;针对烟末损耗,寻找到产生造碎的末端原因,对设备进行改造以降低造碎率。具体改进方法如下:
2.1减少加湿滚筒内壁上的粘附物料制丝加湿滚筒设备应用于滚筒干燥线和气流干燥线的超级松散回潮、润叶加料工序,加湿滚筒的筒体内壁易粘附物料,由于粘附物无法进入下道生产工序,造成加工过程中的物料损耗[8]。对于滚筒内壁粘附物料的处理,改进前清洗方式为滚筒自动水洗方式,此方式易造成筒体内壁潮湿,使烟丝更易粘附筒壁,从而增加烟丝损耗。针对此情况研究人员将滚筒清洗方式改为在滚筒内安装喷吹装置,利用进入筒内的高压空气吹落筒体内壁的粘附物料(图1)。喷嘴安装在加湿滚筒的出口处,喷嘴角度根据实际情况可调。喷吹装置的喷吹时间及喷吹压力可根据烟丝粘附的情况进行实时调整。
2.2回收夜班清扫废料在项目开展前,制丝夜班设备清扫的卫生废料直接丢弃。现对夜班设备卫生清扫废料进行分析,发现有可回收利用的烟叶原料。改进后,对清扫出的除水渍烟叶外的卫生废料,统一贴上标签,摆放在固定区域,安排专人进行整理,筛检出可用烟叶,并在超级松散回潮入口进行回掺,每天可回收约15 kg的烟叶原料。
2.3改进切丝前分料器切丝是将烟片切割成符合要求烟丝的过程,该工序对烟丝损耗的影响很大[1]。其中纯丝称前振筛烟末和加香入口烟末基本来源于切丝产生的造碎。切丝工序产生造碎的主要原因在于切丝前堵料,切丝供应不均匀,造成切丝造碎比例的增加。对切丝工序进行造碎测试,切丝除尘的造碎率为0.51%。经过设备专业分析测试,对切丝前分料器转向板进行重新设计制作,分料器下料口角度由改进前的30°扩宽为60°(图2),下料口角度的扩宽有效解决了切丝前堵料和供料不足的情况,降低了切丝的造碎,改进后切丝除尘的造碎率降为0.29%。

表1 制丝线损耗测试结果
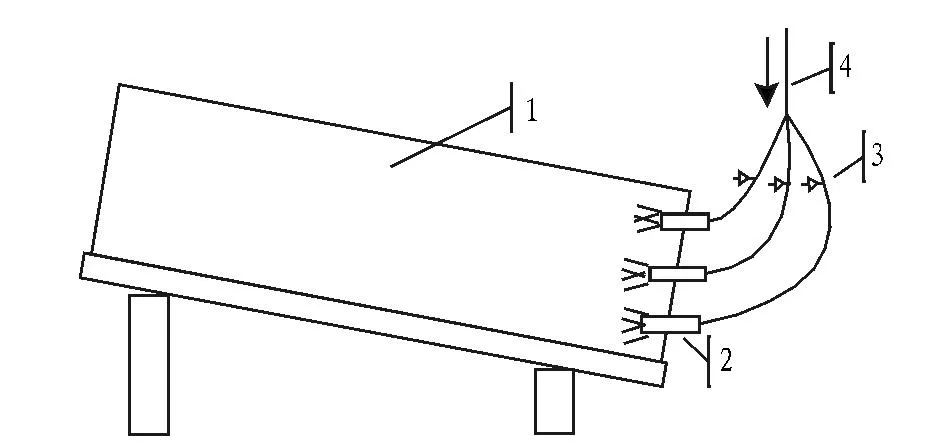
注;1.加湿滚筒;2.喷嘴;3.调节阀;4.高压空气。 图1 加湿滚筒安装喷吹装置示意
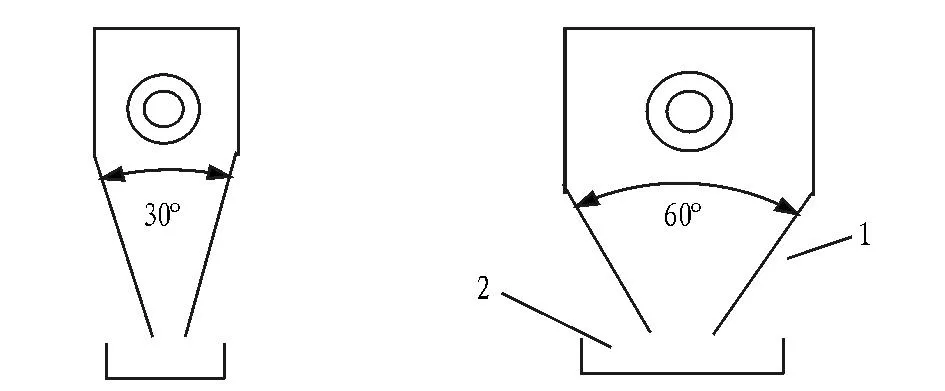
注:1.分料器下料口;2.落料斗。 图2 切丝前分料器
3应用效果
将改进后的新制丝线进行投产试用,发现通过将滚筒自动水洗方式改为在滚筒内安装喷吹装置进行清洗,每天4个滚筒清洗的卫生废料由90 kg减少为50 kg,降低了44%的清扫废料损耗;对于改进前夜班清扫废料直接丢弃改为对夜班
清扫废料进行分类整理回收,每天可回收15 kg的烟叶原料,提高了烟叶的回收利用率;针对切丝易堵料问题,将切丝前分料器下料口角度由30°扩宽为60°,使切丝除尘的造碎率由0.51%降低至0.29%。通过上述改进,最终得出制丝线出丝率从97.65%提高至98.17%(表2)。

表2 改进前后出丝率比较
4讨论
新制丝线工序多、生产流程较长、加工过程的损耗增加,通过对整线开展消耗测试,对影响工序加工能力的薄弱环节进行工艺改进,损耗产生比例较高的环节进行工艺和设备改进。通过将滚筒自动水洗方式改为在滚筒内安装喷吹装置进行清洗,夜班清扫废料进行分类整理回收,切丝前分料器下料口角度的扩宽等改进措施,制丝线出丝率从97.65%提高至98.17%,有效节约了烟叶原料,提高了资源利用率和企业经济效益。
参考文献
[1] 王根旺,朱令宇,郑俊立,等.制丝过程中烟叶损耗降低措施探讨[J].中国高新技术企业,2010(3):62-63.
[2] 黄晓卫,李亚威.降低烟丝含末率,提高制丝质量[J].工业及卷烟材料,2010(10):33-35.
[3] 叶汀録.浅谈改善卷烟工业梗丝出丝率方法[J].科技风,2013(3):271.
[4] 茹琦.降低制丝线碎丝率方法浅谈[J].科技与企业,2015(5):233.
[5] 陈海鸣,杨剑刚.降低膨胀烟丝过程造碎提高出丝率[C]//云南省烟草学会2007年学术年会论文.昆明:云南省烟草学会,2007:142-150.
[6] 杜正峰,何忠,廖强.基于PLC的叶丝超级回潮筒的出丝率设计[J].电工技术,2008(11):59-60.
[7] 肖春菊,孙佐,石红雁,等.烟梗切丝宽度的探讨[J].烟草科技,2000(3):4-6.
[8] 戴滔,冉江.卧式筒体设备清吹装置的设计应用[J].烟草科技,2009(4):30-31.