机械设计与制造专业理实一体化课程教学改革探索
2015-12-25 05:05:24刘祥伟
船舶职业教育 2015年4期
刘祥伟
(渤海船舶职业学院,辽宁兴城125105)
高职院校主要是培养生产、建设、服务和管理第一线需要的高技能人才。为了实现高技能人才培养的目标,满足企业对一线专业人才的需求,高职院校必须更新教育理念,改革教学模式,探索并实践理实一体化教学模式,使学生获得“工作过程知识”。
机电工程系机械设计与制造专业是渤海船舶职业学院国家骨干高职院建设项目和提升专业服务产业发展能力建设项目中重点建设的专业之一,而普通机床机械零件加工课程是机械设计与制造专业的核心课程之一。本文将结合该课程的教学实践,探索理实一体化教学模式的实施。
1 理实一体化教学模式探索
理实一体化教学模式即理论与实践一体化的教学方式,融“教、学、做”于一体,强调在做中学,教学做合一,以做为中心,打破以往理论与实践相分离,知识与应用相脱节的教学体系,在动态的教与学的过程中,引导和发挥学生的主观能动性,以学生为教学主体,增强学生的职业能力,培养高职学生的专业技能。实施理实一体化教学模式对高职教育课程改革具有重要意义。
1.1 理实一体化教学模式的实施基础
1.1.1 实现一体化教学配置
实施理实一体化教学,需要配备“教、学、做”一体化教室,要求有多媒体设备。对机制专业来说,还需配置刀具、夹具、量具、工具,具备普通机床等实训设备。
1.1.2 建设校内生产性实训基地
渤海船舶职业学院机电工程系校内生产性实训基地是在原校属企业“动力机械厂”基础上建立的,具有独立法人资格,财务独立。将动力机械厂企业管理组织机构与教学管理组织机构合一,形成了全新的“校中厂”管理组织机构,通过改革实现了“双重身份、双重角色和双重责任”的转变,由系主任担任厂长,专业负责人兼任车间主任,教师兼任工程师或技师,学生兼任职企业一线员工。相关专业负责人带头,教师、技术人员和学生组成团队,按照企业生产流程完成产品的研发、设计和加工等生产性教学任务,实施“产、教、研、学”一体化教学模式,从机制体制上保证了理实一体化人才培养模式的贯彻落实。
1.1.3 打造“双师型”教师队伍
学院选派专业教师到相关企业生产一线顶岗工作,使专业教师了解并掌握生产一线的最新技术及管理模式,提高专业教师的实践教学能力。同时聘请行业企业的专业人士担任学院兼职教师,将企业生产一线的管理模式、师傅带徒弟的传授方法引入理实一体化的教学实践,从而打造一支“双师型”教师队伍。
1.1.4 完善教学质量保障体系
实施理实一体化教学,应加强质量管理体系建设,重视过程监控,逐步完善以项目考核为核心的教学质量保障体系。
1.2 理实一体化教学模式的实施过程
1.2.1 明确教学目的
为了实现理实一体化教学,教师首先要让学生明确学习目标,了解基本知识,掌握基本技能。
1.2.2 阐明教学任务
教师按工件图、评分记录表等阐明工作任务,分析教学内容的重点、难点。
1.2.3 选择教学设施
明确任务后,教师选择教学场地、教学设备及工具、量具、辅具、毛坯工件及其相应的教具等,为实施理实一体化教学做好准备。
1.2.4 编排教学过程
教师先演示(操作)后讲解或先讲解后演示(操作),设计好教学“工作流程”,引导学生主动投入教学活动,学生分组合作,合理配置设备。
1.2.5 加强意识培养
在理实一体化的教学中,要把企业的质量标准、安全环保意识的培养融入其中,要把团队精神、合作精神和纪律约束等意识的培养融入其中。
2 普通机床机械零件加工课程理实一体化教学改革探索
2.1 理实一体化课程项目任务的确定
该课程的教学改革以企业岗位需求和国家职业标准为主要依据,在借鉴国内外机械设计与制造的先进资料和经验的基础上,邀请具有丰富机械加工经验的企业一线技术人员和行业专家参与教学改革,使教学内容密切联系企业机械加工的生产实际,有利于实现工学结合、理实一体化的人才培养模式。教学内容编写融入普通中级车工、铣工国家职业标准的技能操作的要求,主要是针对工艺与机械加工等职业岗位或岗位群而设计,选择了“车床的认知与操作”“阶梯轴的车削加工”和“转动小滑板法车削圆锥体”等12个典型项目任务作为教学载体。
2.2 理实一体化课程教学产品的开发
将教学产品的理念贯穿到课程的设计、教学、实训等环节中,按照教学产品的真实生产过程在校中厂内组织教学与生产过程。在这一过程中,校内教师与企业兼职教师合作,学生在教师的指导与带领下完成每个环节,在实训中心的设计室、检验室等科室内完成工艺员、调度员、操作工和质检员等工作岗位的轮换,做到学中做,做中学。在该模式下教师按照基于工作过程的理念设计教学情境,安排实训环节,做到理实一体化教学。现已将船用平肩接头、螺纹接头、法兰盘等常用船用零件开发成教学产品。
为了激发学生的学习生产兴趣,从学生的实际生活出发,将“哑铃”开发为教学产品,如图1所示。
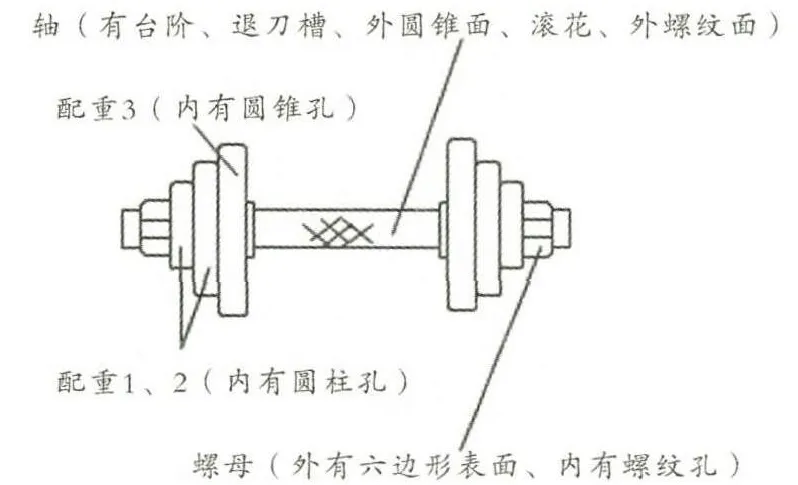
图1 “哑铃”示意图
哑铃作为教学载体包括几个主要零件:配重1、2的加工包含了“盘套类零件”(内有圆柱孔) 的加工,配重3的加工包含了内圆锥孔的加工,螺母的加工包含了六边形表面铣削加工、内螺纹车削加工,轴的加工包含了台阶、退刀槽、外圆锥面、滚花、外螺纹面等车削加工。这些加工内容完全符合普通中级车工、铣工国家职业标准的技能操作的要求。由于教学产品为健身器材,学生加工教学产品的积极性很高,有利于高质量完成教学任务。该“教学产品”作为教学载体已于2015年上半年正式实行,收到了很好的教学效果。
2.3 教学产品铣削加工的理实一体化教学
六边形零件的铣削加工是普通机床机械零件加工中必须掌握的一项基本技能。下面以教学产品“哑铃”的零件之一“六角螺母”的六边形表面的铣削加工(如图2所示) 为教学案例,介绍其理实一体化教学过程的实施。

图2 “六角螺母”的六边形表面的铣削加工
2.3.1 课题引入
首先,教师向学生展示六边形零件外型,说明六边形零件的作用,让学生初步认识六边形零件。其次,教师提供六角螺母工件图及评分记录表,师生共同分析工作任务,分析重点和难点。
2.3.2 教学讲授
在教学过程中,教师可以利用“教学录像”放映六边形零件的铣削加工全过程,使学生对教师演示(操作)过程有一个初步的认识,加深学生的感性认识。还可以利用精心设计的教学课件,选择恰当的教学挂图,详细讲解六边形零件的特点、作用。在讲解六边形零件的铣削加工过程时,教师可以将切削理论、刀具、材料、工艺知识融入案例中进行讲解示范,使学生掌握“六边形零件的铣削加工”的操作细节,深刻理解六边形零件的铣削加工过程。
2.3.3 教师现场演示(操作)
通常情况下,一名教师与3至5名学生共用一台铣床及刀具、夹具、量具、工具、辅具、毛坯工件。演示(操作)加工时,每进行一个步骤,教师要讲清具体操作方法及步骤名称,使学生详细了解六角螺母的工件结构、工作原理及工件的装夹、刀具的使用、六角头的铣削、工件自检与评价。
2.3.4 学生现场操作
学生以小组为单位反复练习铣削加工六角螺母,使学生在独立操作中了解铣床加工产品的技能,培养学生独立思考问题、解决问题的能力及团队合作精神。而教师以观察巡视为主,一般不主动操作,对学生提出的问题,要根据提出问题的性质,分析是否直接回答,有意识地培养学生自主独立的工作能力。
2.3.5 课程测评
能力主导、多元均衡的考核评价方法是理实一体化教学模式下客观的考核评价方法。六角螺母的铣削加工的考核评价主要包括口试、笔试和现场操作技能测试三部分。口试即结合实操内容,教师提问,学生口答。笔试主要是教师发给学生提前打印好的试卷,学生答完试卷后,当堂交卷,教师批阅后马上讲解。现场操作技能测试主要是指教师指定学生按教师讲述和演示的铣削工艺过程,铣削加工六角螺母,加工完成后,按照六角螺母工件图及评分记录表,由现场观看的学生和教师共同打分。
通过专业核心课程普通机床机械零件加工理实一体化教学实践的探索和尝试,不难发现该课程改革的重点在于:明确程课改革目标、充分认识理实一体化教学模式和原教学体系的区别、制订理实一体化教学过程的实施方案、完善理实一体化教学模式的实施要素、注重理实一体化教学过程的设计及精心设计理实一体化教学案例。
将企业生产的产品开发为教学产品,实现了教学环节与企业生产流程对接,人才培养质量与企业满意度对接。以教学产品的研发、设计、生产制造等活动作为纽带,能够将专业课程建设、校企合作机制体制建设、校中厂建设及师资队伍建设紧密结合起来,从而推动全方位、深层次的教育教学改革。在理实一体化教学实践中,仍需不断改进教学过程的设计,改革教学方法和手段,从而形成以就业为导向、促进学生全面发展的高职课程教学模式。
[1]李雄杰.职业教育理实一体化课程微观设计研究[J].职教通讯,2011(10):1-4.
[2]司开妹.构建数控专业理实一体化课程体系的探索[J].江苏教育研究,2013(18):38-41.
[3]戴曙.金属切削机床[M].北京:机械工业出版社,2005.
[4]徐春成.高职院校理实一体化课程课表编排的研究[J].湖北函授大学学报,2013(4):9-10.
猜你喜欢
中国设备工程(2024年6期)2024-04-08 07:07:08
小哥白尼(趣味科学)(2021年6期)2021-11-02 05:23:50
装备制造技术(2020年9期)2021-01-26 00:15:24
有色金属加工(2020年4期)2020-08-20 04:35:04
童话世界(2018年32期)2018-12-03 05:14:56
福建质量管理(2018年20期)2018-11-14 04:42:46
电子制作(2018年10期)2018-08-04 03:24:40
学生导报·高中版(2017年23期)2017-09-10 07:22:44
学生导报·初中版(2017年23期)2017-09-10 07:22:44
技术与教育(2014年1期)2014-04-18 12:39:08