
竹粉/PA复合混粉激光烧结制件弯曲强度研究
2015-12-24 01:08:40赵德金郭艳玲宋文龙东北林业大学机电工程学院黑龙江哈尔滨50040延边大学工学院吉林延吉33002
安徽农业科学 2015年6期
赵德金,郭艳玲 ,宋文龙(.东北林业大学机电工程学院,黑龙江哈尔滨50040,2.延边大学工学院,吉林延吉33002)
选择性激光烧结(SLS),由美国德克萨斯大学奥斯汀分校的Dechard于1989年研制成功。SLS工艺是将粉末状材料通过CO2激光器根据零件的分层信息有选择地扫描CAD零件对应的截面区域,将三维实体简化成二维的加工方式。一般首先将粉末材料加热到略低于熔点的一定温度,然后铺一层粉,激光扫描CAD零件底层截面对应区域,再在刚加工的层上铺一层粉,激光束由计算机控制再扫描一层,如此重复性的加工,直到所有层都加工结束。粉末可以是金属和陶瓷粉末或者非金属热塑性树脂粉末。目前被广泛研究的材料有尼龙12[1]、聚苯乙烯[2]、聚醚醚酮[3]以及添加增强填料的尼龙基粉末材料等[4-6]。东北林业大学郭艳玲对木塑和稻壳塑复合混粉激光烧结性能进行了研究,结果表明其弯曲强度较低[7-8]。据统计,竹废在竹制品企业中占竹材质量的60%[9]。因此,竹废的合理利用可提高林业资源利用率以及为社会创造经济价值。该试验研究了竹粉/PA复合混粉激光烧结制件的弯曲强度和弯曲模量。
1 材料与方法
1.1 试验材料 竹粉100目(自制)、低熔点聚酰胺(PA,市售)、复合偶联剂、抗氧剂和润滑剂。
1.2 制备竹粉/PA复合混粉 该试验竹废从某竹筷厂收集,利用竹粉粉碎机粉碎,使用振动筛(新乡华成机械生产)筛分出粒径小于100 μm的竹粉,然后利用自加热和混合机使叶片和竹粉高速摩擦,产生热量干燥,干燥温度控制在100~120℃,干燥至湿度小于5%为止。竹粉微观形态如图1a所示,竹粉由不规则片状颗粒组成。
聚酰胺是低熔点热塑性树脂粉末材料,电镜扫描图片如图1b所示,聚酰胺由大小不一、不规则颗粒组成。聚酰胺特性见表1所示。
利用高速混合机按照质量比30/70将竹粉和PA粉末在700~800 r/min速度下混合15 min,混合的同时加入少量复合偶联剂、抗氧剂和润滑剂,温度不能超过50℃。将竹粉/PA复合混粉塑封准备激光烧结试验。

表1 聚酰胺物理特性
1.3 弯曲强度测试 弯曲强度按照ASTM D790-2004进行弯曲测试,测试件尺寸80 mm×13 mm×4 mm,弯曲强度使用万能力学试验台测试,测试速度为10 mm/min。
2 结果与分析
2.1 粉末床表面能量输入 激光烧结机粉末床能量输入密度是一个关键的物流量,决定着粉末是否能够融化结合形成实体。粉末床表面能量输入(ED)由下列公式计算[10]:
式中:P是激光功率(W);v是激光扫描速度(mm/s);s是激光扫描间距(mm);l是铺粉层厚(mm)。
2.2 粉末床预热温度 单层烧结法是检验粉末床的预热温度和激光加工工艺参数是否匹配的一种有效的方法。单层烧结法就是将粉末床预热到稍微低于材料的熔点温度,然后采用适当的激光加工工艺参数进行单层烧结试验,看材料混粉受热的变化,材料受热表现为热量不足不能成型、能成型但翘曲变形、成型质量好和过热材料炭化。合适的预热温度将改善材料激光加热的翘曲变形[11]。在一定预热温度下,混粉材料能成型但翘曲变形的激光加工工艺参数容易找到,但要使其成型质量好不发生翘曲变形就需要多次单层烧结法并且通过调整粉末床预热温度的试验方法来解决。竹粉为填料,PA作为复合混粉材料的基料,为了提高激光烧结成型质量,防止材料在激光扫描过程中翘曲变形,应合理确定材料的激光加工工艺参数和材料粉末床的预热温度。根据表1的聚酰胺材料软化点的温度范围,首先将混粉材料预热到80℃,当激光扫描速度为2 000 mm/s、烧结间距为0.2 mm、铺粉层厚为0.15 mm时,通过单层激光烧结法确定激光功率为10~13 W时,材料能成型,但加工时翘曲变形比较严重,得到表2激光加工工艺参数。按照表3将预热温度逐渐提升接近材料软化点温度的一系列单层烧结试验中,结果如表3所示,粉末床的预热温度在90℃左右时,复合混粉没有发生变形,适合激光烧结加工。
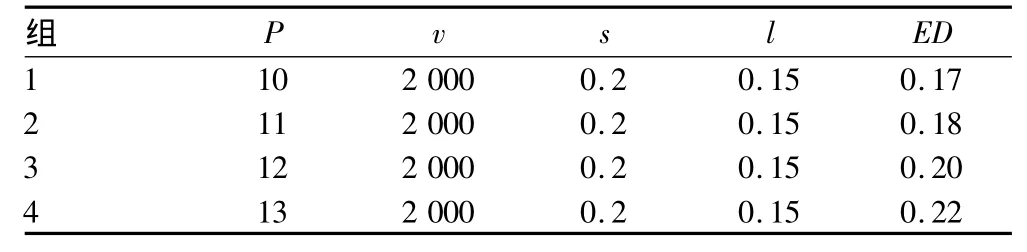
表2 激光加工工艺参数
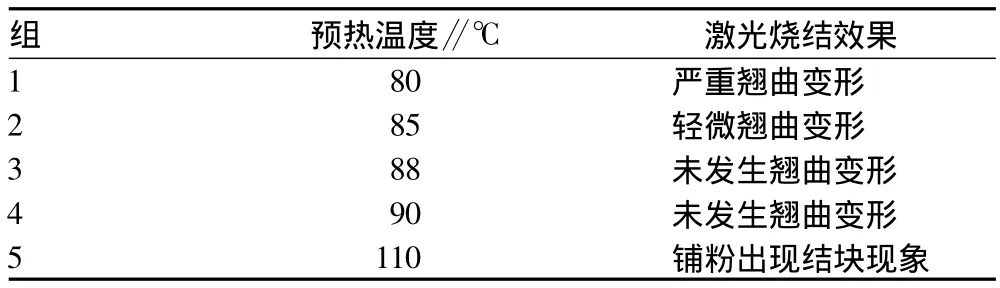
表3 不同预热温度下激光烧结效果
2.3 选择性激光烧结和弯曲性能测试 采用表2激光加工参数进行加工时,利用万能力学实验机(CMT5504型,MTS系统公司)测试激光烧结弯曲测试件的弯曲强度和弯曲模量(图3、4),当粉末床表面激光输入能量为0.22 J/mm3时,弯曲测试件的弯曲强度和弯曲模量分别为15.1 MPa和219.7 MPa。比木塑和稻壳塑复合混粉的激光烧结制件的弯曲强度0.37 MPa 和0.475 MPa 有了显著提高[7-8]。
2.4 激光烧结零件 薄壁叶轮CAD零件模型如图5a所示,竹粉/PA复合混粉激光烧结叶轮制件如图5b所示,说明该材料能烧结复杂的零件。
3 结论
该试验成功利用选择性激光烧结技术使用制备的竹粉/PA复合混粉制造薄壁复杂叶轮零件,说明该材料选择性激光烧结具有较高成型特性,对激光烧结弯曲测试件进行弯曲性能测试,弯曲强度和弯曲模量分别为15.1 MPa和219.7 MPa。
[1]DUPIN S,LAME O,BARR S C,et al.Microstructural origin of physical and mechanical properties of polyamide 12 processed by laser sintering[J].European Polymer Journal,2012,48(9):1611 -1621.
[2]YANG J,SHI Y,SHEN Q,et al.Selective laser sintering of HIPS and investment casting technology[J].Journal of Materials Processing Technology,2009,209(4):1901 -1908.
[3]SCHMIDT M,POHLE D,RECHTENWALD T.Selective laser sintering of PEEK[J].CIRP Annals - Manufacturing Technology,2007,56(1):205-208.
[4]YANG J,SHI Y,YAN C.Selective laser sintering of polyamide 12/potassium titanium whisker composites[J].Journal of Applied Polymer Science,2010,117(4):2196 -2204.
[5]GOODRIDGE R D,SHOFNER M L,HAGUE R J M,et al.Processing of a polyamide -12/carbon nanofibre composite by laser sintering[J].Polymer Testing,2011,30(1):94 -100.
[6]SALMORIA G V,PAGGI R A,LAGO A,et al.Microstructural and mechanical characterization of PA12/MWCNTs nanocomposite manufactured by selective laser sintering[J].Polymer Testing,2011,30(6):611 -615.
[7]GUO Y,ZENG W,JIANG K.Preparation and selective laser sintering of wood - plastic composite powers and post processing[J].Digest Journal of Nanomaterials and Biostructures,2011,6(3):1435 -1444.
[8]ZENG W,GUO Y,JIANG K,et al.Preparation and selective laser sintering of rice husk - plastic composite powder and post processing[J].Digest Journal of Nanomaterials and Biostructures,2012,7(3):1063 -1070.
[9]刘志坤.竹材加工剩余物综合利用研究(一)[J].竹子研究汇刊,2003(1):55-59.
[10]OLAKANMI E O.Direct selective laser sintering of aluminium alloy powders[D].Leeds:University of Leeds,2008.
[11]史玉升,刘锦辉,闫春泽.粉末材料选择性激光快速成形技术及应用[M].北京:科学出版社,2012.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
山东陶瓷(2021年5期)2022-01-17 02:35:46
林业勘察设计(2021年3期)2022-01-04 03:29:06
陶瓷学报(2021年1期)2021-04-13 01:33:08
竹子学报(2020年3期)2020-07-12 02:53:18
中成药(2018年1期)2018-02-02 07:20:14
制造技术与机床(2017年5期)2018-01-19 02:48:50
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
中国塑料(2015年4期)2015-10-14 01:09:22
中国塑料(2015年5期)2015-10-14 00:59:40
