
醋酸制乙醇工艺路线的技术经济分析
2015-12-22 05:42沈洪源中国海洋石油总公司炼化与销售部北京100101
化工管理 2015年22期
沈洪源(中国海洋石油总公司炼化与销售部, 北京 100101)
随着石油资源日渐枯竭,能源需求逐年增加,新型替代能源受到越来越多的关注,其中燃料乙醇是研发热点之一。燃料乙醇可按一定比例与汽油混合,在不对原汽油发动机做任何改动的前提下直接使用,也可在专用乙醇发动机中使用,是一种超清洁燃料。近年来,有关燃料乙醇方面的研发非常活跃,在巴西和美国,燃料乙醇作为交通燃料已广泛应用[1]。我国燃料乙醇行业也在快速的发展,国家发改委在“十五”期间先后核准了4家企业建设发酵法生产燃料乙醇生产装置。但发酵法制乙醇消耗大量粮食,且成本高,因此,自2006年起,国家调整政策,要求原料选取遵循“因地制宜,非粮为主”原则,坚持走“非粮”路线[2]。考虑到我国煤碳资源丰富,从煤出发生产乙醇的研究也得到了广泛的关注。
目前,煤制乙醇的技术路线主要有四条:①合成气微生物发酵;②合成气直接制乙醇;③醋酸酯化加氢;④醋酸直接加氢。合成气微生物法发酵需要一段时间,难实现连续化生产,目前还没有公开数据分析该路线的经济性,且业内普遍认为该技术不适合大规模生产。对于合成气直接制乙醇路线,采用现有的Cu-Co基、Zn-Cr基、Cu-Zn-Al基或MoS2基催化剂都不能得到单独的甚至是以乙醇为主的产物,其产物中存在大量的烷烃、CO2、醛、酮、酸、酯等副产物,乙醇收率低。而对于第三与第四条路线,煤制甲醇、甲醇制醋酸技术已日臻成熟,且随着建设中项目的投产,预计2015年我国醋酸总产能将超过1050万吨/年,但近些年利用量基本维持在430万吨左右,产能利用率不足五成。因此,提高醋酸行业产能利用率,盘活企业在煤气化、甲醇及醋酸装置上的资产成为行业的共识,而醋酸制乙醇技术的开发为醋酸行业带来了机遇。
本文介绍以醋酸为原料制备乙醇工艺路线的研究进展,从技术和经济角度对醋酸制乙醇的两条工艺路线进行分析,并展望其研究和应用前景。
1 技术分析
1.1 醋酸酯化加氢制乙醇技术
醋酸酯化加氢路线如图1所示,醋酸首先与乙醇进行酯化反应生成乙酸乙酯,随后乙酸乙酯在催化剂作用下加氢反应制得乙醇。粗乙醇部分返回酯化工序代替乙醇原料,部分精制得到产品乙醇。酸催化条件下的酯化工艺已非常成熟,因此该路线的技术难点主要是醋酸酯加氢催化剂的开发。
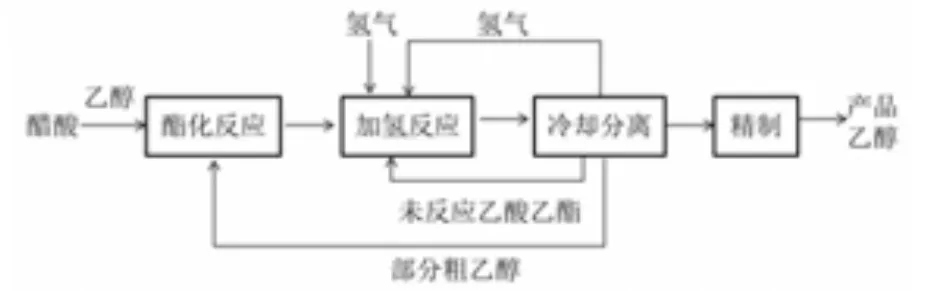
图1 醋酸酯化加氢制乙醇工艺路线
1.1.1 工艺研究
20世纪80年代, Davy Mckee公司[3]开发了天然气制乙醇工艺,由天然气蒸汽转化、低压法甲醇、甲醇羰基合成醋酸、乙醇酯化和酯还原等工序组成,其关键是Davy Mckee和UCC共同开发的酯的低压氢化技术。
1982年,BASF公司[4]公开了乙醇连续生产与多步蒸馏技术,先由甲醇羰基化合成醋酸甲酯和醋酸,醋酸甲酯利用铜基催化剂加氢生成乙醇,分离出的副产物醋酸、甲醇、二甲醚等循环回羰基合成反应器,乙醇总收率为50%~60%。
1994年,韩国科学技术研究所[5]公开了甲醇首先气相羰基化,生成醋酸/醋酸甲酯,随后分离得到醋酸甲酯,进一步加氢制乙醇的方法,其中醋酸甲酯转化率与乙醇选择性均大于97%。
近些年,我国众多科研机构对以醋酸为原料,酯化加氢制乙醇工艺进行了大量研究,特别是西南化工研究设计院取得了突破性进展。该院[6]从2008年开始开展醋酸酯化加氢制乙醇的研发工作,先后完成了小试、单管模试和中试,研发了新型醋酸酯加氢催化剂,探索最佳醋酸酯加氢工艺条件,形成具有自主知识产权的新工艺与技术,醋酸酯加氢反应单程转化率不低于95%,乙醇选择性不低于98%。
醋酸酯加氢体系多采用铜基催化剂,主要基于该类催化剂对于酯生成醇有高的转化率与选择性。早在1930年,铜铬催化剂被用于生产乙醛聚合物,随后的研究中,该类催化剂广泛应用于生产乙醇的领域[7]。Evans等[8]研究表明在二氧化硅上负载铜,或者用雷尼铜在酯加氢中均有效加氢催化效果。
1.1.2 应用进展
由于我国醋酸产能严重过剩,而燃料乙醇缺口较大,多家企业通过自主研发或与科研单位合作的方式进行了醋酸酯化加氢制乙醇的中试与工业示范规模的研究。
2012年3月,上海戊正工程技术有限公司开发的60t/a醋酸酯催化加氢制乙醇中试装置稳定运行6000h,加氢工序采用铜基复合催化剂,醋酸酯转化率大于96%,乙醇选择性达98%。同年5月西南化工研究设计院与河南顺达化工科技有限公司签订国内首套“200kt/a醋酸酯化加氢制乙醇”工业示范装置合作协议,总投资约5亿元。8月,江苏丹化集团自主研发醋酸酯加氢制乙醇技术中试获得成功, 600t/a中试装置稳定运行1000 h,醋酸酯转化率达到98%,乙醇选择性达到99%。2013年初,中国石化集团四川维尼纶厂与中国石化上海石油化工研究院合作开发的醋酸甲酯加氢制乙醇模试装置一次试车成功,甲酯含量小于2%,乙酯含量小于1%,甲醇含量51%左右,乙醇含量47%左右。目前,醋酸酯化加氢制乙醇技术多处于技术研发与中试阶段,尚未实现大规模工业应用。
1.2 醋酸直接加氢制乙醇技术
醋酸直接加氢制乙醇路线如图2所示。醋酸与氢气经加热后混合气化,在贵金属催化剂存在的条件下,一步反应制得乙醇,产物经冷却分离,气相产物和反应副产物乙酸乙酯、未反应醋酸返回混合气化单元,粗乙醇经提纯得到乙醇产品。
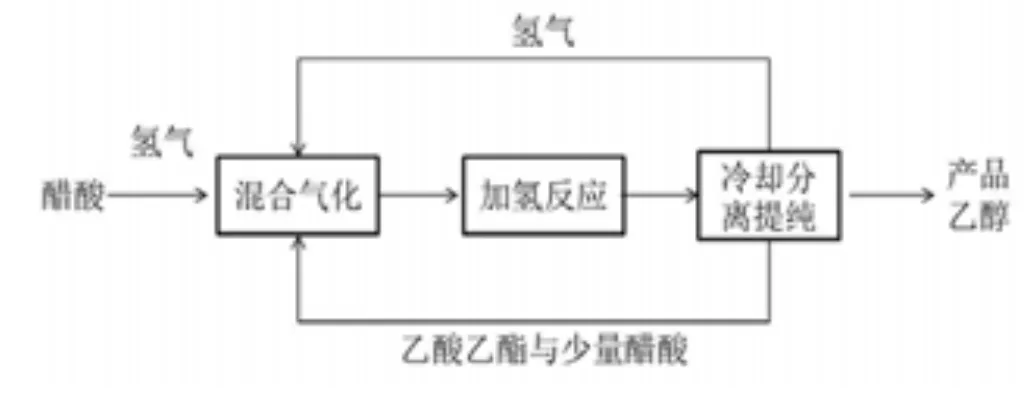
图2 醋酸直接加氢制乙醇工艺路线
1.2.1 工艺研究
早在20世纪50年代,杜邦公司就进行了醋酸直接加氢制乙醇研究[9],醋酸经Ru催化剂作用,于70~95MPa压力下加氢获得88%的乙醇收率,20MPa压力下乙醇收率降至40%,但工业装置上很难满足这种极端的工艺条件。1982年,BASF公司[10]报道了Co基催化剂上醋酸在30MPa压力下加氢制乙醇,收率达到97%,但经济上仍不可行。1987年BP公司[11]公开了羧酸与羧酸酯在Pt合金催化剂上催化加氢制乙醇工艺,催化剂至少包含一种第八族贵金属,与Re、 W或Mo。虽然该催化剂上羧酸加氢制醇醚选择性大大提高,但仍有3%~9%的烷烃副产物生成。1990年,BP公司[12]公开了改进的醋酸加氢制醋酸乙酯的方法,醋酸转化率5%~40%,醋酸乙酯选择性大于50%,相应醇选择性不高于10%。
醋酸直接加氢研究已有70多年历史,但真正取得突破的是2011年塞拉尼斯公司[13]公开的TCX技术,使该技术的工业应用成为可能。该技术利用以二氧化硅、石墨、硅铝复合氧化物为载体的铂、锡催化剂在250℃将乙酸气相选择性还原制得乙醇。采用以二氧化硅为载体的铂含量与锡含量均为1%的催化剂得到最优评价结果,乙酸转化率85%,乙醇选择性93.4%。
国内多家科研院所与企业开展了醋酸直接加氢制乙醇的研究。山西煤炭化学研究所610课题组开发了以过渡金属化合物为催化剂的醋酸一步加氢制乙醇工艺[14],实现了非贵金属催化醋酸直接加氢制乙醇。厦门大学[15]报导了以过渡金属为活性组分,碳纳米管或二氧化硅为载体,添加助剂和保护剂制备了高性能催化剂,醋酸转化率大于99%,乙醇选择性大于95%,催化剂寿命超过1000h,乙醇时空产率大于1g/(g-cat·h)。上海华谊公司[16]公开了一种Pt、Sn、Cu、Ca负载于SiO2的醋酸加氢制乙醇催化剂,寿命超过3000h,醋酸转化率高达98.5%,乙醇选择性高达98.9%,乙酸乙酯选择性仅为1%。
1.2.2 应用进展
塞拉尼斯公司于2012年3月宣布获准在中国南京生产工业乙醇。通过优化和升级其位于南京化学工业园内现有的一体化乙酰基装置,于2013年投产了产能27.5万吨/年,目前该公司的工业乙醇已经开始市场销售。此外,该公司于2012年8月,宣布与印尼国家石油公司签署独家战略合作备忘录,使用该公司的TCX技术,协助印尼发展燃料乙醇项目。
目前国内同样采用直接法制乙醇的公司还有浦景化工,其自主开发的600吨/年醋酸直接加氢装置于2012年5月正式开工建设,公开资料显示,浦景化工醋酸直接加氢制乙醇技术醋酸转化率大于99%,乙醇选择性大于92%,时空产率大于850 g/(kg cat.)/h。山西煤炭化学研究所610课题组采用非贵金属催化醋酸直接加氢制乙醇技术,于2013年初在小店基地完成中试并平稳运行。
2 经济性分析
2.1 生产规模
由于我国醋酸酯化加氢与直接加氢的产品目标定位均为燃料乙醇,其经济性与装置规模、投资成本、氢气成本、醋酸成本、乙醇的市场价格密切相关。综合考虑我国燃料乙醇的快速增长需求与生产的规模效益,建议醋酸制乙醇的产品规模为20万吨/年。
2.2 生产成本
以西南化工研究设计院为河南顺达化工科技有限公司设计的醋酸酯化加氢制乙醇项目为例,为便于分析与比较,原材料、产品等基准数据如表1所示。

表1 基准数据
醋酸制乙醇的两种工艺各有优缺点,由表2数据可知,直接加氢工艺流程短,能耗低,但现已成熟的体系均需使用贵金属催化剂;酯化加氢工艺所用催化剂成本低,但整体工艺流程长,能耗高。两种工艺的生产成本比较如表2所示。由表中数据可知,直接加氢工艺的原料吨耗与催化剂成本略高,酯化加氢工艺由于流程长,能耗高,两种方法的整体成本接近,以原料与水、电、汽价格计算,直接加氢法经济性略优于酯化加氢法。

表2 两种工艺成本比较

表3 主要经济指标比较
2.3 风险分析
醋酸制乙醇的成本主要取决于原料成本,原料成本占到总生产成本的85%~88%,而原料中的醋酸占到生产成本的65%,因此,项目的经济性就主要取决于乙醇和醋酸的价差。
2.3.1 原料成本
近年来,我国醋酸价格保持在3000元/吨左右,粮食发酵法生产燃料乙醇的价格保持在7200元/吨上下。如果醋酸和乙醇保持现在价格,两条路线均具有较好的经济性。
对于醋酸生产企业,开发醋酸加氢制乙醇项目,可通过较小的投资,开辟一个极具潜力的产品方向。当醋酸市场行情较好时,可以降低乙醇装置负荷,主要销售醋酸;反之亦然,进而提高装置的灵活性,同时由于醋酸为自产,成本可控,项目的经济性有保障。
另一方面,在燃料乙醇价格不变的前提下,如果煤炭价格上涨,则醋酸和氢气价格会同时上涨,当醋酸价格超过3500元/吨,氢气价格达到1.5元/Nm3,则醋酸制乙醇路线将不再具有经济性。
2.3.2 产品价格
我国车用燃料乙醇的需求不断增长,预计2015年我国汽车保有量将达到1.6~1.8亿辆,成品油需求将达到3.3亿吨,其中汽油消费量将达1亿吨左右。按照国内目前通常使用的E10(掺混10%乙醇)标准计算,如果全部采用乙醇汽油,届时对燃料乙醇的需求将达1000万吨。在粮食乙醇停止发展的背景下,燃料乙醇缺口较大,其价格在最近几年内稳中有升,为醋酸加氢制乙醇带来了良好的市场机遇。
燃料乙醇同样存在一定的降价风险。一方面,国家正在积极推广纤维素乙醇,尽管该路线目前仍处于研发阶段,还有大量技术问题需要解决,经济性尚不过关,但经过几年研发,如果纤维素乙醇得到大范围成功推广,势必会造成燃料乙醇价格的下跌。另一方面,自2014年下半年国际原油价格持续下跌,如果油价仍在低位徘徊,将直接影响燃料乙醇的销售价格。经初步测算,以现有醋酸、氢气价格保持不变,燃料乙醇价格降至6850元/吨以下,醋酸加氢制乙醇在经济上将不可行。
3 结语
由文中技术分析可知,醋酸直接加氢与酯化加氢技术已日趋成熟,两种方案在技术上均可行。从经济性考虑,按现有醋酸价格,两种工艺生产成本明显低于粮食发酵法制乙醇的生产成本,在经济上也是可行的,直接加氢方案略优于酯化加氢方案。就项目的抗风险性而言,醋酸制乙醇项目适于现有的醋酸企业,可充分利用现有装置的公辅设施,降低建设投资,提高装置的灵活性,创造更好的经济效益。总之,该技术的实施可解决醋酸产能过剩与乙醇供给不足的现状,有较好的经济效益和社会效益。
[1]靳胜英.世界燃料乙醇产业发展态势[J].环球石油,2011(2):52-54.
[2]王宏涛,吕建宁,吕静,等.煤制乙醇技术的烟具及开发应用进展[J].煤化工,2014,173:3-7.
[3]William B M, Norman H, Keith T. Process for the Production of Ethanol [P]. WO 8303409A1, 1983-10-13.
[4]Frankenthal R K, Eppelheim V T, Ludwigshafen H-W S. Continuous Production of Ethanol and Plural Stage Distillation of the Same [P]. US 4454358, 1984-6-12.
[5]Beak Y J, Han S H, Joo S O, et al. Process for the Preparation of Ethanol from Methanol [P]. US 5414161,1995-5-9.
[6]王科,陈鹏,胡玉容,等.一种用醋酸酯加氢制备乙醇的方法[P].CN102093162B,2012-04-18.
[7]Stroupe D. An X-ray Diffraction Stuy of the Copper Chromites and of the “Copper Chromium Oxide”Catalyst [J]. Journal of the American Chemical Society. 1949, 71: 569-572.
[8]Evans J W, Cant N W, Trimm D L, et al.Hydrogenolysis of Ethyl Formate over Copper-based Catalysts[J]. Applied Catalysis, 1983, 6: 355-362.
[9]Ford T A, Hundred M C. Preparation of Alcohols from Carboxylic Acids [P]. US 2607807, 1952-8-19.
[10]Ludwig S, Mueller F, Anderlohr A, et al.Continuous Preparation of Ethanol[P].US 4517391,1985-5-14.
[11]Kitson M, Williams P S. Platinum Group Metal Alloy Catalysts for Hydrogenation of Carboxylic Acids and their Anhydrides to Alcohols and/or Esters [P].US 5149680, 1992-09-22.
[12]Gillian P, Alan M K, John P P. Ester Production by Hydrogenation of Carboxylic Acid and Anhydrides [P]. EP 0372847 A2, 1990-06-13.
[13]Johnston V N, Chen L Y, Kimmich B F. Direct and Selective Production of Ethanol from Acetic Acid Utilizing a Platinum/tin Catalyst [P]. US 7863489B2,2011-01-04.
[14]李德宝,肖勇,陈从标.一种合成乙醇的催化剂及制法和应用[P].CN102631941B,2014-04-16.
[15]叶林敏,袁友珠,李雯婧,等.用于生产乙醇的催化剂及其制备方法[P].CN103170337,2015-01-14.
[16]徐烨,宁春利,尹冯懿,等.醋酸加氢制乙醇催化剂及其制备方法[P].CN104275194A,2015-01-14.
[17]凌晨,唐丽.醋酸直接加氢制乙醇工艺及经济性分析[J].天然气化工(C1化学与化工),2013,38:60-62.
[18]吴路平,王科,陈鹏.醋酸酯加氢制乙醇技术进展[J].乙醛醋酸化工,2013(10):13-16.
猜你喜欢
机械工业标准化与质量(2022年6期)2022-08-12
广州化工(2020年8期)2020-05-19
中国调味品(2017年2期)2017-03-20
化学反应工程与工艺(2016年1期)2016-12-15
化工设计通讯(2016年4期)2016-12-01
天然产物研究与开发(2016年11期)2016-06-15
云南中医学院学报(2015年1期)2015-07-31
中学化学(2015年2期)2015-06-05
中国当代医药(2015年1期)2015-03-01
华东理工大学学报(自然科学版)(2015年5期)2015-02-27
