
轻烃回收装置数据挖掘及生产优化方案研究
2015-12-21 04:57于闳茗大庆油田庆升实业公司黑龙江大庆163414
化工管理 2015年14期
于闳茗(大庆油田庆升实业公司,黑龙江 大庆 163414)
1 响应值方面的分析
1.1 合理判断响应值
一定环境条件下,针对制冷系统,假若我们需要提高其的收率,就必须要对装置中膨胀机的进/出口温度作出适当的调整,使其能够一直保持在比较低的温度范围之内,以提高系统的制冷功能,让天然气中的C3+及以上的组成部分能够实现液化效果。倘若,未能达到上述的温度要求,也可采取调整温度差的方式,来增强膨胀机的制冷功效,以达到提升制冷量的目的。依照上述分析,可准确判断出整个装置中膨胀机的具体响应值,详见表1-1。

表1-1 响应值表
1.2 影响因素
无论是哪一种类型的响应值,其都会受到来自于多方面的影响,比如:吸收塔、膨胀机以及原料气。从工艺上去进行划分,可把影响因素分为八种,即:吸收塔温度、膨胀比、气流量、膨胀机运行速率、温差、原料气温度、喷嘴压力以及原料气压力。
2 数据方面的剖析
2.1 单因子
通过分析,可得出下述两种结果:
2.1.1 和响应值不存在函数相关的因子有五种,它们分别为:原料气的压力、温度和流量,以及吸收塔的温度和喷嘴的压力;
2.1.2 和响应值存在着线性相关的因子只有三种,为:膨胀机的运行速率、温差以及膨胀比。
2.2 双因子
根据对多组数据的分析,我们能够知道:原料气的压力以及流量,都和喷嘴的压力有着一定的线性关系,也就是说:在一定范围之内,随着喷嘴压力的不断提高,原料气的压力以及流量均会逐渐升高。但是,当其超过该范围的最大值之时,尽管提高了喷嘴的压力,原料气的压力以及流量都不会与之呈现出正相关的关系。
2.3 影响因素
2.3.1 膨胀比与压力差。
通常情况下,随着膨胀比与压力差的提高,温度差也会逐渐增大。因此,若想确保温度差能够一直维持在29摄氏度之上,就应当对膨胀比以及压力差进行合理的调整。
2.3.2 膨胀机的运行速率。
由于呈正相关关系,所以,当膨胀机的运行速率逐渐提高的时候,其进/出口的温度差也会呈增长趋势。若是想要将温度差提升至29摄氏度之上,还应当对膨胀机的运行速率进行调整,使其不超过4.39万转每分。
3 探究制冷量
当膨胀机的进口温度达到“TI-14”,且装置中分离器的温度达到“TI-13”之时,若前者的值较低,那么装置液化的效率就比较高。其次,由于出口温度直接影响到液烃的回收效率,所以,在一定的温度范围之内,我们可通过降低出口温度的方式,来达到提高液化效率的最终目的。
另一方面,依照装置的实际运行情况,将膨胀机的出口温度控制在低于零下83摄氏度的范围之内,同时将气进口温度控制在低于零下53摄氏度的范围之内,当进/出口的温度差超过29摄氏度之时,整个装置的生产效率是最高的。
4 优化方案的设计
4.1 设计目标
让膨胀机进/出口的温度能够分别维持在零下53摄氏度以及零下82摄氏度及以下的范围之内,并保障这两者之间的温度差能够高于29摄氏度。
4.2 设计思路
通过上文的分析,可以知道:制冷量能够对液化气的收率造成较大的影响。所以,该方案的设计就应当以控制冷凝的温度为主,让制冷量的水平能够得到进一步的提升,以直接性的提高整个装置的运行效率。
4.3 各影响因素的优化设计
详见表1-2,注:表中的优化值均为最佳的波动范围值,可通过对装置中的对应设备进行适当的调整,来得以良好的实现。
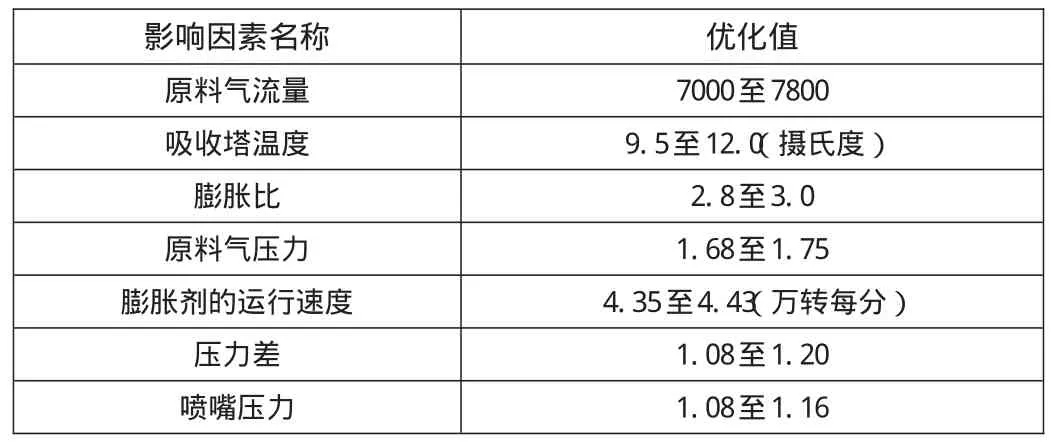
表1-2 各影响因素的优化设计表
5 结语
综上所述,大量实践证明,轻烃回收装置数据挖掘以及生产方案的优化,不仅可以提高液烃的收率,还能够给企业自身带来更多的经济效益。因此,我们就应当在一定程度之上,对轻烃回收装置数据挖掘及生产方案进行合理的优化设计,以尽可能的降低企业的生产成本,同时也能够提高天然气的液化效率。
[1]轻烃回收装置数据挖掘及生产优化[J].计算机与应用化学,2005,22(7):555-560.
猜你喜欢
云南化工(2020年11期)2021-01-14
甘肃科技(2020年20期)2020-04-13
科技创新导报(2019年6期)2019-06-11
爱你(2018年17期)2018-06-28
爱你·健康读本(2018年6期)2018-05-14
科学与财富(2018年4期)2018-04-19
土木建筑与环境工程(2018年1期)2018-01-23
粮食与饲料工业(2017年2期)2017-03-08
山东工业技术(2016年15期)2016-12-01
环境技术(2016年4期)2016-09-22
