
28M nV钢热敏裂纹原因分析
2015-12-21 12:52:50李召岭天津钢铁集团有限公司技术中心天津300301
天津冶金 2015年4期
李召岭(天津钢铁集团有限公司技术中心,天津300301)
28M nV钢热敏裂纹原因分析
李召岭
(天津钢铁集团有限公司技术中心,天津300301)
[摘要]为分析28MnV坯料产生裂纹及管坯穿管时发生爆裂的原因,对28MnV圆管坯生产工艺和穿管工艺进行跟踪试验,并采用相似钢种钢坯进行火焰切割对比实验。研究结果表明,对于28MnV这类含V元素较高的钢坯,当使用炔氧焰进行火焰切割圆管坯定尺坯料时,相较不含钒钢更容易出现钢坯裂纹并快速扩展。给出了减少钢坯热敏裂纹的措施。
[关键词]28M nV;火焰切割;热敏裂纹
修回日期:2015-04-10
1 引言
随着我国石油工业的快速发展,石油行业用钢需求量在不断增加,石油套管是维持油井运行的生命线,根据地质条件的不同,在井下受力状态复杂,要同时承受拉、压、弯、扭各种载荷的综合作用,这对套管本身的质量提出了较高的要求。因此随着石油钻探区域不断发展,工作环境日趋复杂,对钢材的性能要求也日趋苛刻。28MnV钢为非调质N80级石油套管用钢,是生产高强度高韧性的专用石油无缝井管,一般被用在恶劣的环境中。该钢种要求具有较高的强度和一定的塑韧性,对钢中夹杂物和气体含量都有较高的要求。
天钢集团生产的断面为椎210 mm的28MnV圆管坯在冬季检验过程中发现有部分开裂现象,甚至有表面未见裂纹的圆管坯在穿管过程中出现毛管爆裂的现象。经统计,问题管坯有关数据时发现,出现开裂的坯料都是定尺超长,使用火焰切割后的坯料。本文通过试验对28MnV钢坯料裂纹的产生原因进行了分析,并与其他相似化学成分钢种进行了对比试验,有针对性地制定了相应的改进措施,以杜绝上述质量问题的发生。
2 28 M nV圆管坯的生产现状
2.1成分控制
28MnV钢用于轧制非调质N80级石油套管,要求具有较高的强度和良好韧性,成分中加入Al 和V进行微合金化,以细化晶粒,提高钢的综合性能。28MnV钢化学成分见表1。

表1 28M nV化学成分/%
其中,残余元素要求Pb、Sn、As、Sb、Bi五害元素含量总和≤250×10-6,单一元素≤100×10-6;气体元素中要求H≤2×10-6,O≤40×10-6,N≤80×10-6。
2.2工艺路线
28MnV圆管坯对夹杂物的要求非常严格,控制钢中夹杂物的含量要严格精炼操作,保证软吹氩时间和镇静时间。所设计的28MnV钢生产工艺路线为:120 t顶底复吹转炉→120 tLF精炼炉寅VD真空脱气炉寅CONCAST六流方/圆坯连铸机。
3 铸坯表面裂纹情况
在料场对圆管坯进行检验时,发现有圆管坯表面出现细长的纵向裂纹,如图1(a)所示,甚至部分圆管坯裂纹扩展到了整支铸坯长度,裂纹的深度可达圆管坯中心,如图1(b)所示。

图1 28M nV圆管坯裂纹宏观形貌
对现场5000多支圆管进行逐支检验,共检验出有这类裂纹缺陷的铸坯有19支,发现所有出现裂纹的圆管坯断面均经过下线后二次火焰切割,所有的裂纹分布方向均垂直于火焰切割方向,沿管坯表面纵向扩展。经过对圆管坯切割断面的检查、低倍酸浸的分析,初步断定裂纹出现在圆管坯下线后二次火焰切割后,属于应力裂纹范畴,严重时裂纹可扩展至铸坯通身。
4 金相分析
为了分析裂纹产生的原因,在圆管坯端部火焰切割面截取金相试样。试样抛光后在光学显微镜下进行观察,圆管坯端部纵向截面可见大量细小裂纹,且有部分裂纹贯通到试样表面,典型的裂纹形貌如图2(a)所示,腐蚀后部分裂纹形貌如图2(b)所示。

图2 火焰切割面纵向试样裂纹形貌(500x)
从图2中可见,在该试样表面有约1.5~3.3 mm厚的火焰切割后产生的热影响区,表面产生快速冷却后的马氏体组织并向钢坯内部逐渐过渡到正常组织,热影响区的异常金相组织见图3(a)所示。在钢坯热影响区以下的正常组织部分,由于一定内应力的作用也产生裂纹,裂纹沿晶界或穿晶扩展,典型裂纹形貌见图3(b)所示。
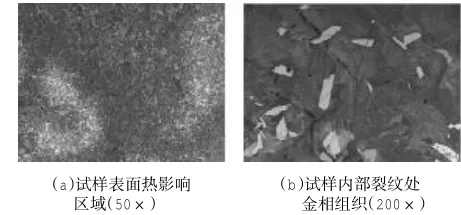
图3 火焰切割产生的热影响区及其金相组织
5 热敏裂纹产生机理
28MnV圆管坯下线以后,对定尺长度超标的圆管坯再次进行手动火焰切割。手动火焰切割在铸坯切割区形成热影响区的示意图如图4所示。其中:a层为熔融层;在熔融层附近形成一个热影响区,b层的温度高于A1点;c层的温度低于A1点;d层的温度未变化。在火焰切割的热影响区具有很大的温度梯度[3]。
手动切割枪a层c层

图4 手动火焰切割热影响区示意图
在火焰切割过程中,b、c层产生热膨胀,受d层的阻碍为热压应力,而且升温过程中b、c层受的热应力为压应力,而组织为奥氏体和珠光体,具有一定的变形能力,不会产生裂纹;在切割结束后的冷却过程中,b、c层受d层的激冷作用,温度下降并收缩,产生拉应力;当b层冷却速度大于临界淬火速度时产生过冷奥氏体,b层的温度低于临近转变点时,过冷奥氏体向马氏体转变。当b层的热拉应力和相变应力之和大于其组织强度极限时就会产生切割裂纹[4]。
28MnV下线后在料架内堆放,冷却后检验定尺,当手动火焰切割长定尺时,由于手动切割较慢导致火焰在坯头上停留时间比较长,同时加之冬天温度较低,最终导致坯头的b、c、d三区形成更大的温度梯度,热拉应力增加,在b区产生应力裂纹。如果产生热敏裂纹的铸坯自身残余应力较大,裂纹就会进一步扩展,发展成铸坯的通身裂纹。
6 对比试验
为进一步确定影响裂纹产生的微量元素因素,了解热敏裂纹产生的机理,现选取化学成分相近但仅微量元素V成分稍有区别的两种钢坯进行了对比试验。与28MnV对比的钢坯选取为37Mn5和25Mn2V,化学成分见表2。

表2 对比钢种化学成分 /%
将不同钢种的钢坯也在户外进行火焰切割实验,并将钢坯放置于相同的试样场所,每隔2 h记录,检查结果见表3。
表3 钢种切割后裂纹检测结果
由实验结果可见,37Mn5钢坯未含有V元素,火焰切割后在料场长时间搁置均无裂纹产生,而含V钢种钢坯随着微量元素V的加入量增加,其火焰切割后的钢坯裂纹出现并快速扩展的几率随之增大,也印证了前期的热敏感裂纹机理,即钢坯内的微量元素V的含量较高时,在冬季进行室外的火焰切割极易产生热裂纹。
7 总结
综上所述,28MnV圆管坯的表面纵裂纹的产生原因是在冷态下对28MnV圆管坯进行火焰切割,在火焰切割形成的热影响区内过冷奥氏体的向马氏体转变,当相变应力和组织应力超过表层细晶区所能承受的最大应力时,在热影响区产生裂纹。另外,28MnV圆管坯自身的残余应力比较大,加之冬天气温低,裂纹会进一步扩展,发展成铸坯的通身裂纹。
综上所述,采取以下措施可以降低裂纹的发生几率:加强红外定尺切割控制,避免圆管坯出现长短尺问题,进而减少二次火焰切割;避免圆管坯在低温下进行火焰切割,或者保证切割时铸坯温度在100益以上切割,切割后最长5 h必须入炉,避免长时间露天放置;适当降低连铸中间包过热度、使用末端电磁搅拌,减少连铸坯柱状晶区比例,提高铸坯中心等轴晶率,降低圆管坯的凝固内应力。
参考文献
[1]周英明.45钢铸坯开裂原因分析[J].连铸,2009,8(4):33-35.
[2]吴煜基,徐晓群.铸钢件的火焰切割裂纹[J].铸造技术,1984,12 (6):6-8.
[3]尤大勇,陈兴元.非调质34Mn2V钢坯火焰切割裂纹原因分析[C]//中国金属学会2004年微合金非调质钢技术交流会论文汇编,中国金属学会,2004:90-98.
[4]陈兴元,蒋仁贵.34Mn2V钢的热加工缺陷[J].理化检验—物理分册,2003,39(11):560-573.
[5]赵聪,张恭.天钢N80石油套管用钢的生产实践[J].天津冶金,2013(增刊):1-3.
(上接第51页)Analysison CauseofHeatSensitive Crack of28M nV SteelLIZhao-ling
(Technology CenterofTianjin Iron and SteelGroup Co.,Ltd.,Tianjin 300301,China)
AbstractIn order to analyze the cause for crack formed on billet and billet bursting at piercing,the production process and piercing process for 28MnV round billetwere tracked and tested and two similar grades were utilized for comparison and test in torch cutting. Study results showed compared with non vanadium contentbillet,high vanadium contentbilletssuch as28MnV were more susceptive to crack which could extend fastin torch cutting with oxyacetylene flame.Measures forreducing billetheatsensitive crack areprovided in thepaper.
Key words28MnV;torch cutting;heatsensitivecrack
收稿日期:2015-03-15
doi:10.3969/j.issn.1006-110X.2015.04.013
作者简介:李召岭(1981—),男,河北深州人,工程师,主要从事钢铁冶金工艺方面的研究工作。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:26
钢管(2021年2期)2021-11-30 02:11:01
重型机械(2020年2期)2020-07-24 08:16:14
重型机械(2020年4期)2020-06-29 03:06:18
制造技术与机床(2017年6期)2018-01-19 02:41:06
天津城建大学学报(2015年5期)2015-12-09 01:26:50
橡胶工业(2015年6期)2015-07-29 09:20:32
机械与电子(2014年3期)2014-02-28 02:07:53
四川冶金(2013年4期)2013-08-15 00:45:06
河南冶金(2013年6期)2013-08-09 11:02:54
