锦纶6细旦工业丝多头纺设备及工艺探讨
2015-12-19 12:13:50北京中丽制机工程技术有限公司董文涛
纺织机械 2015年7期
北京中丽制机工程技术有限公司 董文涛/文
前言
目前我国锦纶6工业丝的产量已占世界总产量的1/4,其中90%为粗旦锦纶产品。经过多年的技术发展,传统锦纶6细旦工业丝一步法纺牵联合机的二头纺、四头纺技术已成熟稳定。如何在此基础上、在有效控制投产成本的情况下,最大程度地提高纺丝产量和纺丝品质,是我公司一直努力的方向。在细旦工业丝纺丝上开展多头纺技术的研究是提高其单位产能的有效方法之一,我公司近新研发的“单纺位配置两台卷绕头”锦纶6细旦工业丝多头纺机型为锦纶工业丝提高效能、保证产品质量提供了装备和技术保障。该锦纶6细旦工业丝多头纺机型的主要特点介绍如下:
1工艺流程及主要技术参数
1.1 工艺流程
干燥的切片——纺丝料仓(氮气保护装置)——螺杆熔融挤压——熔体输送——计量纺丝——缓冷器(过热蒸汽保护装置)+单体抽吸——吹风冷却——2道油唇上油——喂入辊+主动分丝辊——4对辊牵伸定型——网络——高速卷取——成品丝筒
1.2 主要技术参数和牵伸辊的配置

表1 主要技术参数
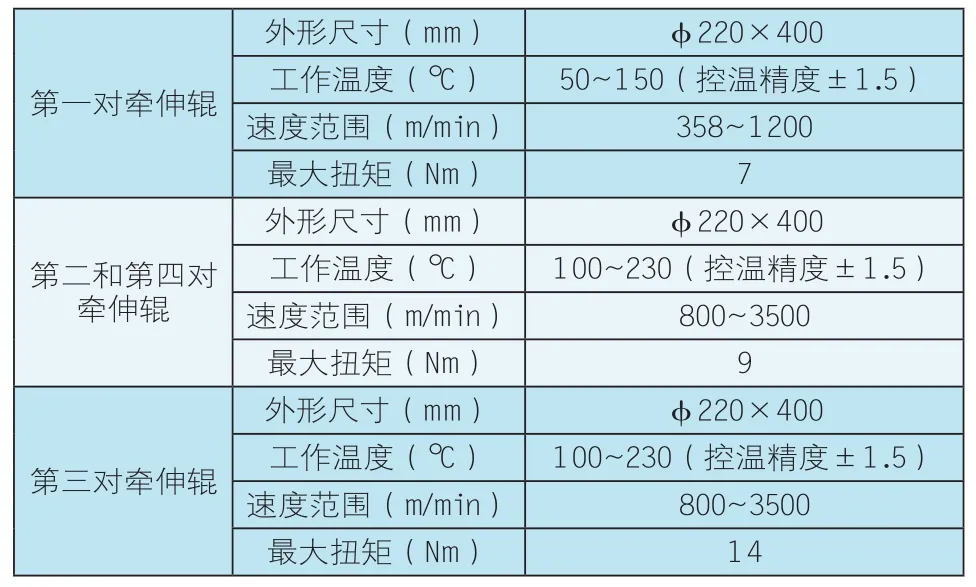
表2 牵伸辊的配置及主要技术参数
2设备工艺特点
2.1 熔体输送及纺丝箱
熔体管道系统要求熔体到每个纺丝位的滞留时间、温度、流动速率和压力均匀一致,不得有滞留点和死点。根据纺丝需要采用纺丝箱和熔体管路分别单独联苯加热系统,可根据工艺要求分别调节温度,以满足不同品种的需求。
由于聚酰胺熔体腐蚀性强,故所有和聚酰胺熔体接触的地方都应采用不锈钢材料。
2.2 纺丝温度
纺丝箱的纺丝温度应严格控制,由于聚酰胺的熔点和分解温度之间较窄,对纺丝温度要严格控制。纺丝温度过高,会使聚合物热分解加剧,易出现断头丝、飘丝等现象,造成热牵伸辊缠丝,影响丝束质量;纺丝温度过低,易出现硬头丝,影响牵伸成型。纺丝温度一般控制在270~290℃范围内。
2.3 过热蒸汽保护装置和缓冷器、单体抽吸装置
聚酰胺熔体中含有低聚物(简称单体),当熔体从喷丝孔中喷出后,单体以气体状态逸出,遇冷后凝结成晶体粘附在喷丝板、缓冷器、侧吹风风网以及箱体底部,使纺丝环境恶化,影响纺丝质量,在喷丝板板面下方安装了过热蒸汽保护装置,从喷丝板四周喷入雾状的过热蒸汽,侧吹风上方装有的单体抽吸装置及时将气状单体吸走,有效保护板面的洁净;另外,由于工业丝单丝纤维较粗,熔体由喷丝板喷出后需要保持一定的温度,使熔体细流不要过快骤冷。喷丝板下方至侧吹风吹风口的距离称延迟高度,缓冷器通常安装在此,以延长从喷丝孔刚喷出的熔体细流凝固时间,保证获得具有良好牵伸性能的初生纤维,提高纤维的乌斯特(CV%)值。
2.4 吹风冷却装置
冷却成形是熔体纺丝重要过程之一。冷却条件主要包括侧吹风的风速和风湿、风温,吹风形式有环吹和侧吹。与民用型相比,工业丝的根数多,单丝dpf和总纤度大。对于标准型工业丝大多数采用侧吹风,同时要求侧吹风的风窗高度要长,本机型侧吹风高度为1800mm,宽度为1400mm。侧吹风的风速均匀性是该装置的重要考核指标,为保证风速在横向均匀,风窗采用多孔板+多层金属网+蜂窝板结构,有效将横向风速的均匀度提高到10%以内,丝束运行稳定,保证纤维质量。
通常纺丝的风温控制在15~20℃,误差控制在±1℃;相对湿度65%~70 % ;风速为0.4~0.8米/分。
2.5 上油方式
为了减少静电增加丝束抱合力,提高纤维的抗静电性能,减少纤维与设备、纤维与纤维之间的摩擦力,提高纤维的牵伸性能。丝束在进入牵伸区都要进行上油。上油方式主要有油唇上油、油嘴上油、油轮上油。
本机型在上油方式上采用2道油唇上油,如果采用单油唇上油,会存在上油不均问题,丝束抱合力较差,不利于纺丝拉伸,易造成断头率高等负面作用,针对这种情况故采用2道油唇上油,可增加丝条上油率,并增大丝束的接触面积,以保证最终丝束含油率,进而保证其可拉伸性。
2.6 预网络与主网络
由于涤纶工业丝的丝束旦数高,易出现上油不均匀的现象,影响后道牵伸。因此在上油与喂入辊之间、喂入辊与牵伸辊之间增加预网络器,能起到匀油、稳张力的作用,增强丝束的抱合力,提高纤维对热牵伸的承受能力。预网络器在整个纺程中产生“网络结点”,空气压力不能过大,一般设定在 0.05~0.1MPa之间。
主网络一般设置在牵伸辊与卷绕之间。丝束在高速气流多角度喷射下相互纠缠形成交络(俗称“网络点”),丝间的抱合力大大增强,有利于后续加工时的丝束退绕。主网络一般使用的压缩空气压力在0.2~0.4MPa。
2.7 牵伸卷绕系统
本机型采用“一分为二”的丝路。丝束经由第四对牵伸辊GR4下的导丝钩进入主网络器,再经由网络器下的导丝钩进行分丝,“一分为二”拉引至卷绕头,从而实现一位两台卷绕头的牵伸卷绕(如图1所示)形式。
在牵伸热辊系统中,牵伸由三对辊形成的2级牵伸来完成。第一对热牵伸辊由2个低温热牵伸辊组成,辊温一般设在50~80℃,给牵伸的丝束进行预热并保持丝束有一定的张力。第二、第三对热牵伸辊各由2个高温热牵伸辊组成,与第一对热牵伸辊形成2级牵伸。温度设定分别为120~160℃、170~190℃。由于涤纶工业丝的切片粘度高,牵伸倍数高,屈服应力大,多级牵伸有利于提高纤维的均匀性和强度。通常第一级牵伸倍数一般为3.0~4.0倍;第二级牵伸为1.1~1.3倍。
第四对热牵伸辊也由2个高温热牵伸辊组成,其作用是对牵伸后的丝束进行定型,消除纤维因高速牵伸产生的应力。第四对热牵伸辊的速度略低于第三对热牵伸辊,二者之间纤维有一定的回缩,完成细旦丝的定型。
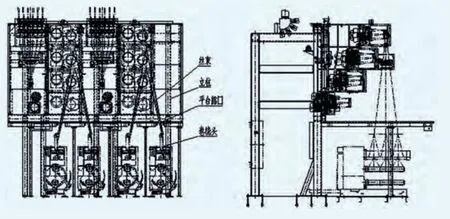
图1 “一位两台卷绕头”锦纶6细旦工业丝多头纺机型
3设备的结构特点
3.1 螺杆挤压机
螺杆挤压机采用交流异步电机变频调速,螺杆直径120mm,长径比1:25,并采用了LTM混炼均化结构,以达到提高产量,稳定流量、压力、温度,提高熔体均匀性的目的。针对工业丝黏度大、反压大,故选配加强型齿轮箱,设有压力上下限报警及紧急停车装置,当螺杆转速超速(超设定上下线15%)时可自动停车,加热温度超温度上限则自动停止加热。
3.2 纺丝箱体
纺丝箱体采用一位一箱的结构形式,每位箱中装有2台纺丝计量泵和6套纺丝组件。计量泵为一进三出,流量为15cc/r;组件为上装矩形,喷丝板尺寸为210×140mm。纺丝箱上设有熔体冷冻阀,通压缩空气可单独关停每台纺丝计量泵,进行泵的更换。
3.3 过热蒸汽保护装置
为使纺丝过程中聚酰胺单体不附着在喷丝板周围影响纺丝质量,在纺丝箱体的无风区结构上做了改进,采用高度可调式结构。在喷丝板下方增加蒸汽喷射装置,在丝束周围形成过热蒸汽保护,有效保护喷丝板面的洁净,延长喷丝板使用寿命。如图2所示
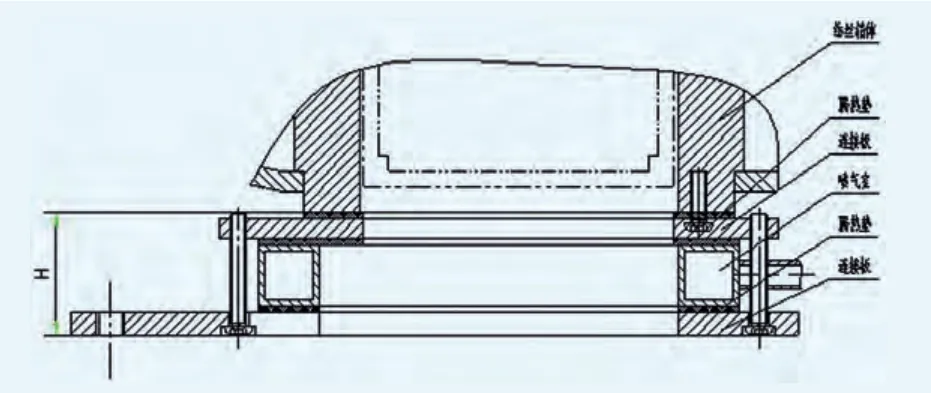
图2 过热蒸汽保护装置
3.4 单体抽吸
每个纺丝部位都有一套单体排放装置,常采用双鸭嘴式单体排放装置(见图3)。这种结构往往中间抽吸效果好,两边稍差。本机型对此做了改进,将单体排放装置由原来的双鸭嘴式改为单鸭嘴式(见图4),在腔内设一档板,以增强排放装置两侧的风压,改善整个吸风宽度上的风压分布,均衡抽吸效果。针对锦纶6单体溶于水的特点,根据现场情况采用水流做抽吸动力,只需控制水流速度即可调节单体抽吸力大小。采用单鸭嘴式结构,水喷射器通过软管直接与单体排放装置连接起来,减少管道阻力,提高工作效率,并给现场足够的安排空间。
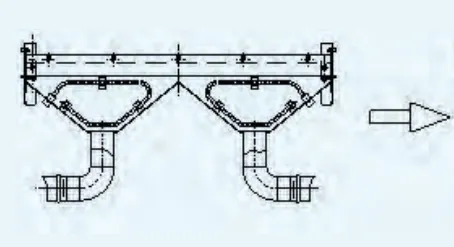
图3 双鸭嘴式单体排放装置
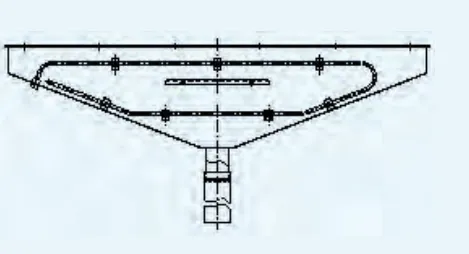
图4 单鸭嘴式单体排放装置
3.5 油唇上油
油唇上油结构是由上下两款钢板和垫片组成,让油剂在狭缝中沿下油唇均匀流出,形成由一定油膜厚度的“瀑布”。每套油唇由1套计量泵提供定量的油剂。根据纺丝品种,控制油剂泵的转速,达到定量供应油剂的目的;丝束通过油膜“瀑布” 时将油剂带走,稳定的油剂流量,保证丝束上游的均一性。
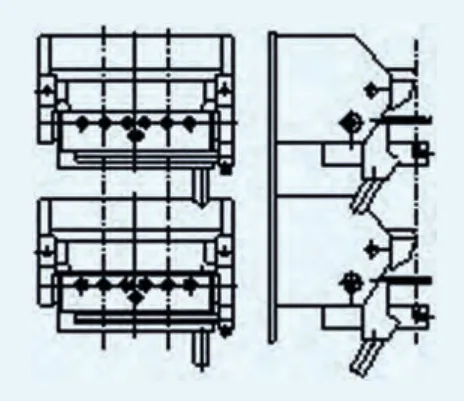
图5 2道油唇上油
3.6 导丝器
在纺程上,需要各种导丝器来帮助丝束转向,由于导丝器直接与丝束接触,会产生一定的摩擦力,对丝的品质产生一定影响,为了减少丝束与导丝器间的摩擦力,对导丝器的材质及表面处理提出了更高的要求。橘皮表面的导丝器适合用于表面光滑的原丝,在纺制锦纶工业丝的过程中与丝束接触的导丝瓷件采用橘皮表面的最佳。
3.7 主网络部件
对主网络部件重新进行设计,在网络器下方增加了一排导丝钩( 图 6所示)。用于对进入卷绕头前的丝束进行分丝,并稳定丝束,方便卷绕头生头操作的进行。
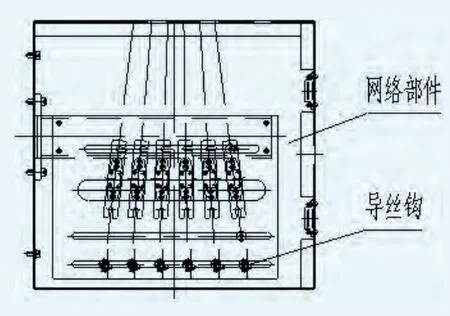
图6 网络部件增加导丝钩的结构
3.8 喂入辊及牵伸定型系统
喂入辊(GR0)由导丝辊和分丝辊组成,为冷辊。其作用是将初生的丝束握持住,并给予丝束一定的速度。喷丝板喷出的熔体细流在喂入辊的牵引下,经冷却成型,完成纺程的牵伸形成初生纤维。在喂入辊(GR0)中分丝辊采用主动式,增强了对丝束的握持力,使纺程张力稳定,有利于提高初生纤维质量。一般喂入辊的速度控制在550~750米/分左右。
本机采用四对速度、温度不同的热牵伸辊对丝束进行牵伸和热定型。
牵伸定型辊均采用电感+汽相,热管均温方式加热,采用铂电阻+旋转变送器测温技术。热牵伸辊体圆周钻列式孔,注入密封工业纯水,加热后形成汽化,保证了热辊的高效传热和温度均匀。辊体工作表面控温精度为±1.5℃。通过调整不同的速度、牵伸比、温度,从而得到不同的牵伸强度和不同收缩率的丝束,以满足工艺的要求。
3.9 “一分为二”的机架平台
丝束在牵伸后和进入卷绕头前都有导丝钩对丝束进行分丝和稳丝,用以减小丝束的摆动。由于丝束出第四对热辊(定型辊)时温度较高,在进入卷绕头卷绕之前需要降温冷却。通常采用自然冷却的方式,因此机架较高,为操作方便,机架采用牵伸和卷绕二层式结构。
对其结构和其支撑方式进行了重新研发设计,结构上,由轻型的方形矩管拼焊而成。与传统机型相比,极大地减少了原材料的使用。支撑方式上,平台前端有平台支撑结合件支撑,后面固定在与立柱相连接的横梁结合件上。结构更加紧凑,牢固(如图7所示)。

图7 平台的支撑结构
3.10 卷绕头
卷绕头采用BWA40G-900/3全自动换筒卷绕头,一位配两台卷绕头。卷装丝饼宽度为250mm,最大卷装直径为φ420mm,机械速度4000米/分。每个卷绕头上可卷绕3个丝饼。
本卷绕头采用分段式精密卷绕控制系统,内置变频驱动控制器和精密卷绕纺丝控制器。摩擦辊采用主动控制方式,配合可编程控制器,完成全自动高速卷绕机的电机速度控制和机械动作逻辑控制。经过现场实际行动,证明整套系统具有系统响应速度快、速度控制精度高、丝束张力稳定、防叠丝效果好等诸多优势。
4 纺丝工艺参数
在实际的纺丝生产中,制定如下工艺参数,获得了优良的锦纶6细旦工业丝。
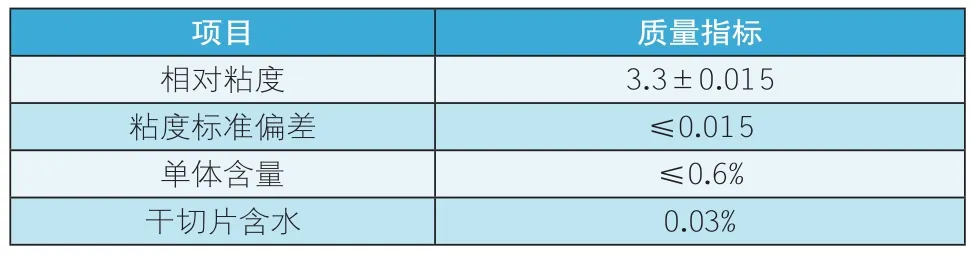
表3 锦纶6切片的质量要求

表4 纺丝工艺参数及工艺条件
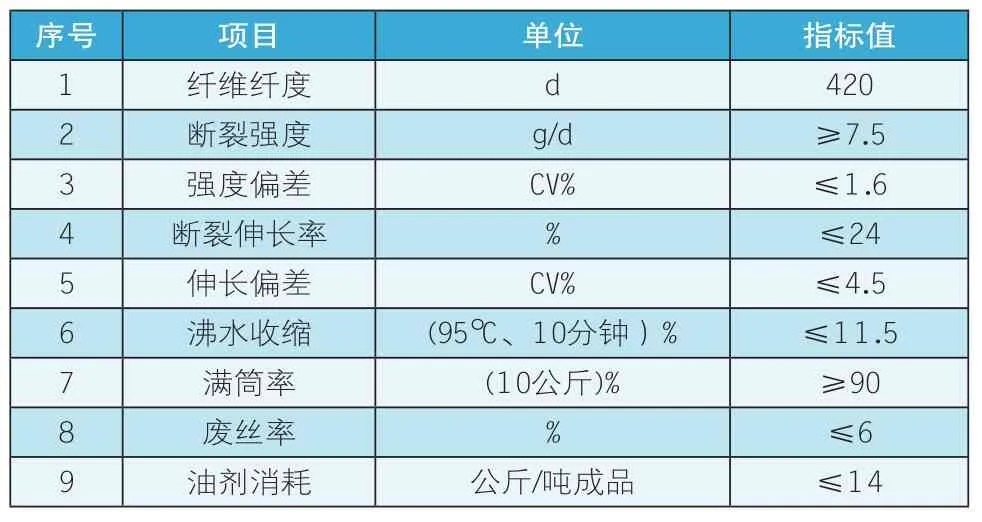
表5 锦纶6细旦工业丝多头纺产品物理性能指标
5 结束语
锦纶6细旦工业丝多头纺机型与传统锦纶6工业丝4头纺牵联合机型比较,此款机型可增产50%,而设备仅仅只增加了卷绕头,大大降低了投资成本,实现了高产能、高收益,提高了市场竞争力,增加企业竞争优势,为我公司继续开发新产品夯实基础。
[1] 中国化学纤维工业协会编著,2014年中国化纤经济形势分析与预测.中国纺织出版社,2014.3
[2] 王炽,刘丽芳,纺牵卷一体机拉伸辊上丝路调节方法的分析,合成纤维工业,2002,25(3):40
猜你喜欢
伴侣(2024年6期)2024-06-26 05:00:52
纺织科学研究(2023年9期)2023-10-23 11:18:06
九江学院学报(自然科学版)(2022年2期)2022-07-02 02:33:28
云南化工(2021年7期)2021-12-21 07:27:36
纺织报告(2021年12期)2021-12-20 05:06:28
纺织科学研究(2021年9期)2021-10-14 08:52:16
纺织科技进展(2021年3期)2021-06-09 08:07:20
纺织科学研究(2020年1期)2020-05-21 00:31:02
合成纤维工业(2016年5期)2016-11-16 06:21:14
燕山大学学报(2015年4期)2015-12-25 02:19:46