HFW钢管中频处理后直度超标的改进措施
2015-12-18 08:31陈燕军杨宴宾张世格
焊管 2015年6期
陈燕军,杨宴宾,张世格
(天津市联众钢管有限公司,天津300606)
HFW钢管中频处理后直度超标的改进措施
陈燕军,杨宴宾,张世格
(天津市联众钢管有限公司,天津300606)
为了提高HFW钢管品质,高频焊接后需要对焊缝进行中频常化处理。针对中频处理后易造成焊管弯曲的现象,采用两台600 kW中频感应加热装置进行了在线焊缝模拟热处理,并对模拟结果进行了分析。分析表明,主要原因为中频温度和焊接速度等相关因素控制不好,焊缝温度高于管体温度,焊缝温度越高弯曲度越大。同时根据现场生产工艺提出了改进措施,即在空冷段增加冷却装置,以此来控制焊管进入水冷箱的温度,防止焊管弯曲度超标,收到了良好的效果。
焊接;高频焊接;中频处理;直度;冷却装置
1 HFW焊管的焊接机理及焊缝特点
在高频焊接过程中,利用高频电流所特有的集肤效应和邻近效应,使电流高度集中在管筒边缘的焊合面上。依靠金属自身的电阻,将边缘迅速加热到焊接温度(根据不同的材质选择不同的焊接温度,一般在1 350~1 550℃)时,然后在挤压辊的挤压下完成压力焊接。在焊合过程中钢带边缘的熔合区中,金属处于熔融状态,晶粒十分粗大,化学成分和金相组织极不均匀,冷却后易形成过热组织。虽然该区域很窄,却极易诱发裂缝和局部脆性破坏,其周边的热影响区又可分为粗晶粒区(过热区)、细晶粒区(相变重结晶区)和部分相变区(不完全重结晶区),其中过热区组织大约在1 100~1 300℃,奥氏体晶粒开始急剧长大,在化学成分和冷却速度适当的情况下也会出现一些硬而脆的组织,使该区的综合力学性能降低。为消除由此引起的隐患,对某些高品质的HFW焊管需要进行中频常化处理,目的是使焊缝区和热影响区晶粒粗大的组织细化,均匀化,硬度降低,韧性提高,得到焊缝与母材相同的金相组织,并且藉以消除焊接成型过程中的残余热应力,提高焊缝和热影响区的综合力学性能。
2 焊缝在线模拟正火热处理
在线热处理设备采用2台600 kW中频感应加热装置。焊缝模拟热处理工艺参数一般应随材质、壁厚及焊接速度来调整,其工艺参数主要为加热温度、保温时间、冷却速度及入水温度等。
2.1 第一台感应加热器的理论工艺参数
焊缝在高频焊接后进入第一台感应加热器之前的初始温度一般为200~320℃。进入第一台感应加热器使焊缝温度尽可能达到或超过居里点,从而使整个焊缝在壁厚方向均匀加热,并且给第二台感应加热器提供足够高的起始加热温度。但是依照以往的生产经验,考虑到设备的实际能力以及确保延长设备使用寿命,第一台感应加热器的理论工艺参数一般设定在700~780 ℃。
2.2 第二台感应加热器的理论工艺参数
焊管进入第二台感应加热器将焊缝快速加热到奥氏体化温度,使焊缝部位的铁素体和珠光体转变为奥氏体,并且随后整个焊缝位置的温度逐步升高,感应加热线圈的交变磁场渗透到整个焊缝壁厚方向,提高整个焊缝的加热速率,使焊缝内外表面得到均匀的加热,以细化奥氏体晶粒度。第二台感应加热器的理论工艺参数一般设定在880~960℃(根据不同壁厚及车速确定相应的最终中频处理温度)。
因为在此温度范围内形成的是细小的铁素体+珠光体,但要控制在1 000℃以下,如果超过1 000℃,一些合金元素的碳化物溶解在奥氏体中,使奥氏体晶粒迅速长大,在冷却期间形成粗大的贝氏体组织。另外温度太高还会引起表面脱碳,使冲击韧性大大降低。
2.3 空冷段及水冷段工艺设定
焊缝在经过两台中频感应加热器加热及短暂保温阶段后,进入空冷段和水冷段共同构成的冷却阶段。冷却速度是热处理中很重要的控制手段,要使珠光体晶粒细化就必须控制冷却速度。通常焊缝进入水冷装置前的温度应≤350℃,这就需要调整空冷段的长度和焊接速度。然而空冷段的长度已由工艺布局限定而不可改变,那么调整温度只能靠控制焊接速度,而焊接速度太低又会影响焊接质量和生产效率,因此在空冷段加装管体间接冷却系统是很有必要的。
3 中频处理后焊管弯曲度超差的原因分析
天津市联众钢管有限公司φ355 mm焊管机组的空冷段长度为65 m,这是目前不可改变的。当然如果空间允许距离再加长一些,使降温时间加长,降温效果会好一些。
机组运行速度对于高频焊接来讲,在能够确保足够输入热量的情况下尽可能选择高的焊接速度。这样既可提高单位时间的产量,且使热输入量的范围变宽,另外焊接速度加快使加热时间变短,边缘加热区宽度变窄,减少了形成金属氧化物的几率,且挤出的内外毛刺较小,容易清除,从而达到产量高、焊接质量和表面质量好的效果。
现以该公司生产的X60钢级、φ273.1 mm×8.18 mm焊管为例进行分析。焊接速度为20~22 m/min,第一台中频感应加热器的温度为680~800℃,第二台中频感应加热器的温度为900~940℃,空冷后进入水冷箱的温度为330~380℃。在实际生产中发现锯切后焊管较直,但20 min后明显弯曲,超出了标准要求范围,并且影响到后续的管端加工和水压试验。从弯管形状看,呈现规律性的弯曲。焊缝一侧为凹面,弯曲度基本相似且方向一致,主要原因是焊缝温度高于管体温度,受热胀冷缩规律的影响,焊缝温度越高弯曲度越大。
4 中频处理后焊管弯曲度超差的解决方法
因为空冷段距离无法改变,中频热处理温度又不能低于900℃,低于900℃达不到再结晶温度,无法使晶粒细化,达不到热处理目的。若热处理温度不变,就必须解决厚壁管在空冷段的散热问题。首先,在成型段增加管体内的注水流量,同时开启室外冷却塔进行循环冷却,这样有利于管体散热。为了进一步使管体达到良好的散热效果,在空冷段增加了焊缝及热影响区间接冷却系统,即在严格避开焊缝和热影响区的位置,巧妙使用乳化液直接冷却管体,通过金属的热传导,达到间接冷却焊缝的目的。在空冷段焊缝温度720~760℃的位置加装间接冷却装置,因为从Ac1~550℃是奥氏体向珠光体转变的温度区间,片状珠光体使铁素体和渗碳体交替排列成层片状组织,这种组织的粗细取决于珠光体的形成温度,过冷度越大,转变温度越低,珠光体越细。增加间接冷却系统不仅可加速管体散热,而且对细化晶粒也有好处,取得了事半功倍的效果。
如果不加冷却装置将会限制焊接速度,焊接速度低会影响焊接质量,但不限制焊接速度将控制不了空冷后进入水冷箱的温度,同样也会影响焊管质量。增加冷却装置后,生产X60钢级、φ273.1 mm×8.18 mm焊管的工艺参数变化为:焊接速度22~26 m/min,第一台感应加热器的温度为680~800℃,第二台感应加热器的温度为900~940℃,空冷后进入水冷箱的温度≤300℃。当焊缝温度≤300℃时,焊缝进入水冷段,经过乳化液冷却后温度进一步降低至管体温度。防止钢管在经过定径及土耳其头的几何尺寸调整后,不会因为冷缩再次发生几何尺寸的变化。
5 改进效果
改进后的焊缝熔合区及热影响区组织如图1所示,焊管弯曲度数据对比见表1,API SPEC 5L标准直度要求为0.2%L(12 000 mm管长直度应≤24 mm)。
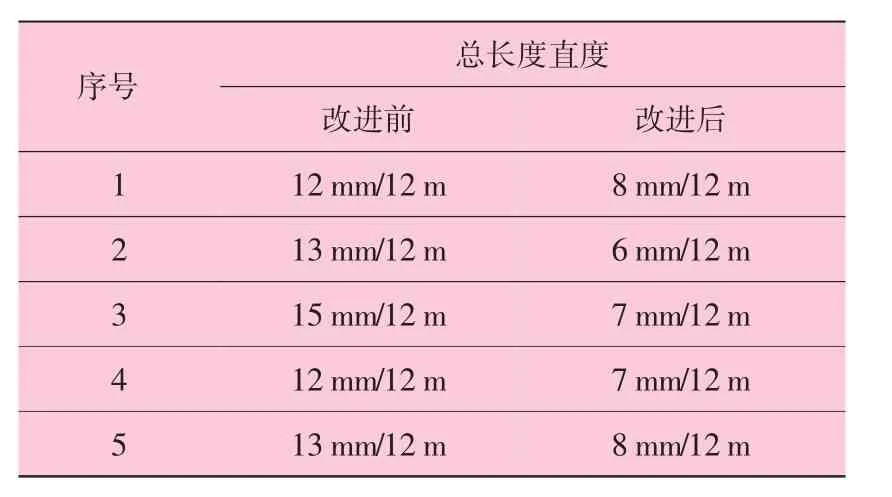
表1 改进前后X60钢级φ273.1 mm×8.18 mm×12 000 mm焊管直度对比
6 结语
为提高HFW焊管品质,会对HFW焊管进行中频常化处理。在对高频焊管进行中频处理时,由于中频温度和焊接速度等相关因素控制不好,易造成焊管弯曲。通过在空冷段增加冷却装置来控制进入水冷箱的温度,防止焊管弯曲度超标,收到了良好的效果。
[1]赵振东.高速钢淬火回火工艺的发展[J].金属热处理,1999(03):22-26.
[2]崔忠圻,刘北兴.金属学与热处理原理[M].第3版.哈尔滨:哈尔滨工业大学出版社,2007.
[3]李景学,高广林,邰红莲,等.HFW钢管直线度的影响因素及解决措施[J].钢管,2013(04):46-50.
[4]赵军,曹宏强,展培培,等.纯弯曲过弯矫直等价原理及其试验验证[J].机械工程学报,2012,48(08):29-31.
[5]韩业启.中频正火焊管的在线矫直[J].钢管,2003(06):23-24.
[6]张文钺.焊接冶金学[M].北京:机械工业出版社,2005.
[7]王恒祥,石碕,王泽光,等.焊管残余应力及其测试[J].河南化工, 2010, 27(02): 35-36.
[8]张培庆.高精度管材矫直原理及应用[J].钢管,2002(02):28-30.
[9]田燕.焊接区断口金相分析[M].北京:机械工业出版社,1991.
[10]刘鸿文.材料力学[M].北京:高等教育出版社,2004:30-31.
Improvement Measures of Preventing Excessive Bending of HFW Pipe After Intermediate Frequency Treatment
CHEN Yanjun,YANG Yanbin,ZHANG Shige
(Tianjin United Steel Pipe Co.,Ltd.,Tianjin 300606,China)
In order to enhance HFW pipe quality,the intermediate frequency normalizing treatment is needed for weld after high frequency welding.Aimed at the phenomenon of welded pipe bending after intermediate frequency processing,using two 600 kW intermediate frequency induction heating equipment to simulate online weld heat treatment,and the simulation results were analyzed.The results indicated that some relevant factors are not under reasonable control,such as the intermediate frequency temperature,welding speed etc.,which cause the weld temperature is higher than that of pipe body temperature.The higher of weld temperature,the higher of bending degree.Meanwhile the improved technology was put forward according to onsite production process,that is to say to increase cooling device in air cooling section,so as to control the temperature of welded pipe entering water cooling box,prevent excessive bending degree,and got good effects.
welding;high frequency welding;intermediate frequency treatment;straightness;cooling device
TG155
B
1001-3938(2015)06-0055-03
陈燕军(1962—),女,工程师,主要从事HFW新产品开发、焊管焊接工艺、理化检验及金相分析工作。
2014-10-24
黄蔚莉
猜你喜欢
航空制造技术(2022年5期)2022-07-15
交通科技与管理(2021年13期)2021-09-10
石油沥青(2021年3期)2021-08-05
装备制造技术(2020年2期)2020-12-14
上海金属(2020年4期)2020-08-25
装备制造技术(2019年12期)2019-12-25
武汉科技大学学报(2019年4期)2019-07-04
节能技术(2018年6期)2019-01-03
电子制作(2018年23期)2018-12-26
汽车电器(2018年1期)2018-06-05