
封口橡胶制品的过程失效模式及影响分析
2015-12-17 07:47:18徐晓敏
上海电机学院学报 2015年2期
封口橡胶制品的过程失效模式及影响分析
徐晓敏
(上海电机学院 商学院, 上海 201306)
摘要:以某橡胶公司生产的封口橡胶制品为研究对象,运用ABC分类法,找出造成产品质量问题的关键项;运用过程失效模式及影响分析法,分析改善前后关键项的风险顺序数,发现运用该技术可以在一定程度上控制质量问题的出现,降低了产品的不合格品率,使得封口橡胶制品的质量得到有效改善。
关键词:封口橡胶; ABC分类法; 过程失效模式及影响分析法; 不合格品率

中小企业是推动国民经济发展、构造市场经济主体、促进社会稳定的基础力量,在国民经济发展中起着非常重要的作用。现今我国许多中小型制造企业十分活跃,然而伴随着企业的快速发展,产品的质量问题也逐渐突显出来,成为困扰企业发展的障碍。主要体现为对反复出现的质量问题缺乏合理有效的过程管理,使其一而再地发生,却无法得到控制或根治。这种质量问题发生后的事后补救措施确实在某些情况下起到了“救火”的作用,但长久发展下去,很可能造成企业的低效甚至倒闭。
对一个品牌来讲,在产品已经可以达到质量合格的基础上,想要进一步提升产品的使用体验,就必须开展可靠性工作[1]。可靠性是衡量产品质量的一个重要指标,是系统的一个固有属性。一切讲信誉的生产厂家,为了提高产品质量争取顾客,都在提高其产品的可靠性[2-5]。随着科学技术的发展,可靠性研究取得了可观的成果,对实践具有很大的指导意义[6-12]。
失效模式及影响分析(Failure Mode and Effect Analysis, FMEA)是可靠性设计的重要方法之一,其目的是在设计初期对产品设计进行评价,通过对系统各单元及应用过程中可能出现的故障模式的影响、危害性进行分析,完成对各种可能风险的评价与分析,为设计评审与修改提供依据,以便在现有技术的基础上消除这些风险或将这些风险减小到可接受的水平[13]。根据应用对象的不同,FMEA可分为4种类型,设计FMEA、过程FMEA、设备FMEA和体系FMEA。其中以设计FMEA和过程FMEA最为常用。过程失效模式及影响分析(Process Failure Mode and Effect Analysis, PFMEA)技术应用于柔性焊装生产线[14]、涡轮增压器[15]以及轮胎制造过程[16]中,很大程度上降低了产品制造过程中缺陷发生的频次,从而达到控制和提升产品质量的目的,起到了“事前预防”的作用[17-18]。这对将PFMEA应用于电容器封口橡胶制品的生产很有借鉴意义。
本文是在对某中小企业的橡胶生产过程研究的基础上,将PFMEA应用于改进产品质量的一次尝试。
1电容器封口橡胶制品存在的问题
位于上海松江的某橡胶制品公司,是一家集橡胶和家电类使用的工业橡胶制品生产的中小型企业,产品涉及家用、汽车配件、工业等诸多行业。公司总部位于日本,产品主要销往包括中国、日本在内的东南亚地区,企业生产的电解电容器封口橡胶产品在全球市场占有率均保持在40%左右。
虽然公司在质量管理方面具有较丰富的经验,在生产过程中充分运用日本的技术和先进设备,然而废品和顾客反馈的不满意情况仍重复出现。为此公司也采取了及时的补救措施,问题虽然得到了暂时的解决,但根本原因并没有得到根除。
2过程失效模式分析
2.1 识别潜在失效模式和后果分析
选取某段时间封口橡胶制品不合格项的统计数据如表1,查找原因。
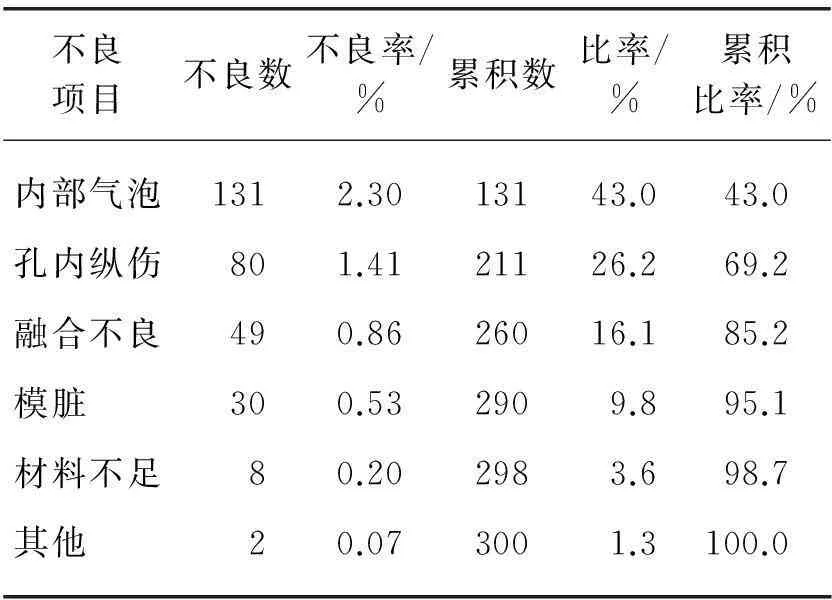
表1 封口橡胶制品不合格项统计表Tab.1 Data of unqualified items of sealing rubber
根据ABC分类法,累积百分率为0%~80%的项目为关键项;因此,外径尺寸不合格、孔内纵伤和融合不良这3项为潜在失效模式。
(1) 外径尺寸不合格。外径尺寸不合格会造成在电解电容器组装时,电容器的铝壳咬合时和胶塞产生间隙,造成电解电容器内部电解液泄露,严重会造成电器设备在使用中由于短路发生火灾。参照评分准则如表2所示,其严重度评价为8。
(2) 孔内纵伤。孔内纵伤会造成电解电容器在使用过程中受热膨胀,其中的电解液在压力下外溢,从而使得电容器短路,损坏家用电器,严重时会引起火灾。参照评分准则如表2,其严重度评价为8。
(3) 融合不良。融合不良会造成电容器铝壳咬合胶塞时,胶塞弹出,从而无法组装。参照评分准则如表2所示,严重度评价为6。
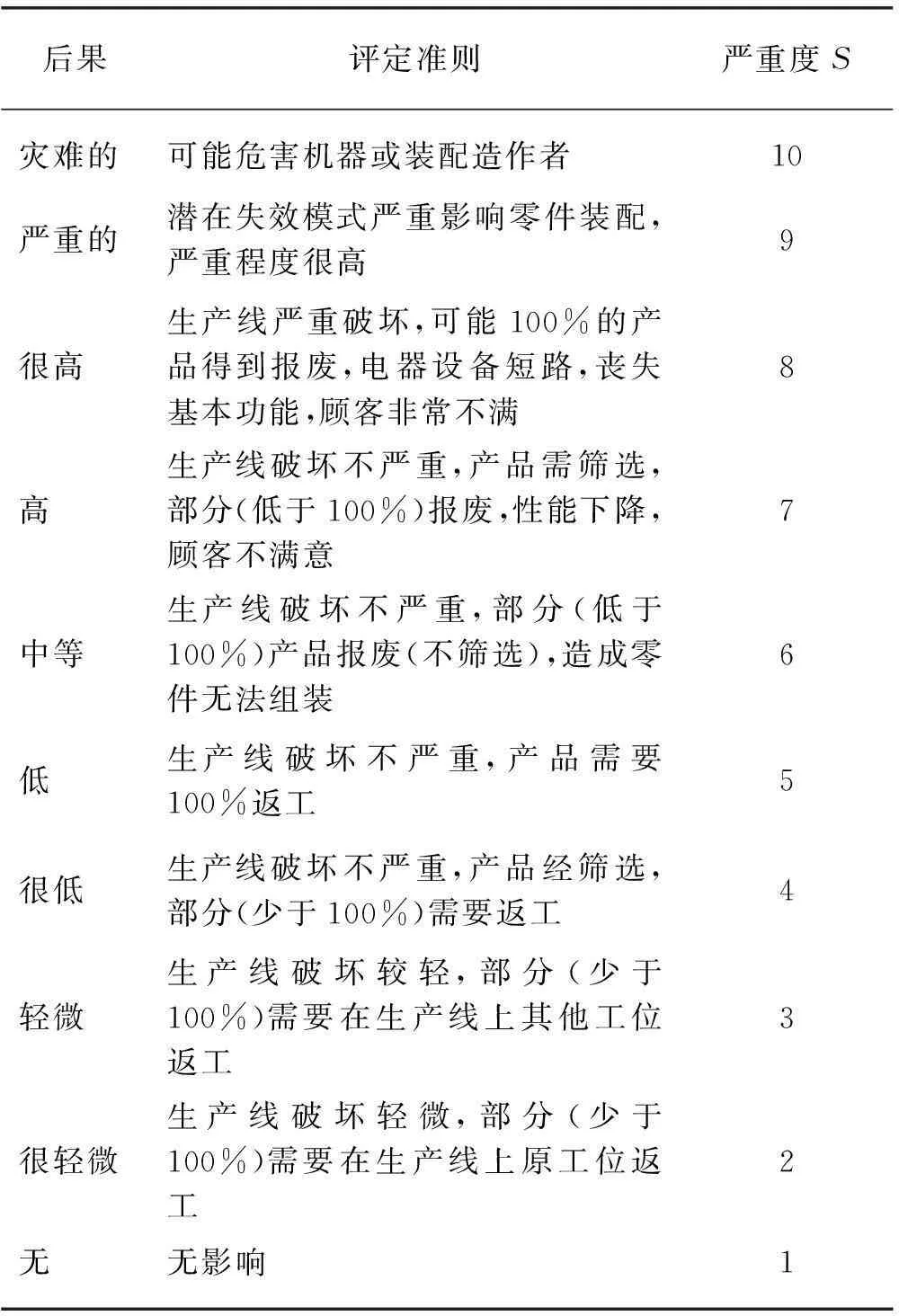
表2 工艺故障模式的严重度等级评分准则表Tab.2 Severity rating scale criteria of process failure mode
2.2 潜在失效模式的发生率及探测度分析
产品的主要潜在失效模式确定以后,分析导致产品出现失效的原因和评价发生率,目的是寻找问题发生的根源。
如表3所示,抽取样本量为1000件,对造成外径尺寸不合格、孔内纵伤、融合不良的潜在失效模式起因发生率及探测度(见表4)进行分析,得到表5~表7的分析结果。
2.3 风险顺序数计算
风险顺序数是严重度(S)、发生率(O)和探测度(D)三者的乘积,是潜在失效模式发生的风险及其危害的综合性评价指标,风险顺序数(Risk Priorty Number, RPN)数值越高的失效模式应作为企业生产控制和预防的重点。
以外径尺寸不合格失效模式各种起因的RPN值为例,其他以此类推。
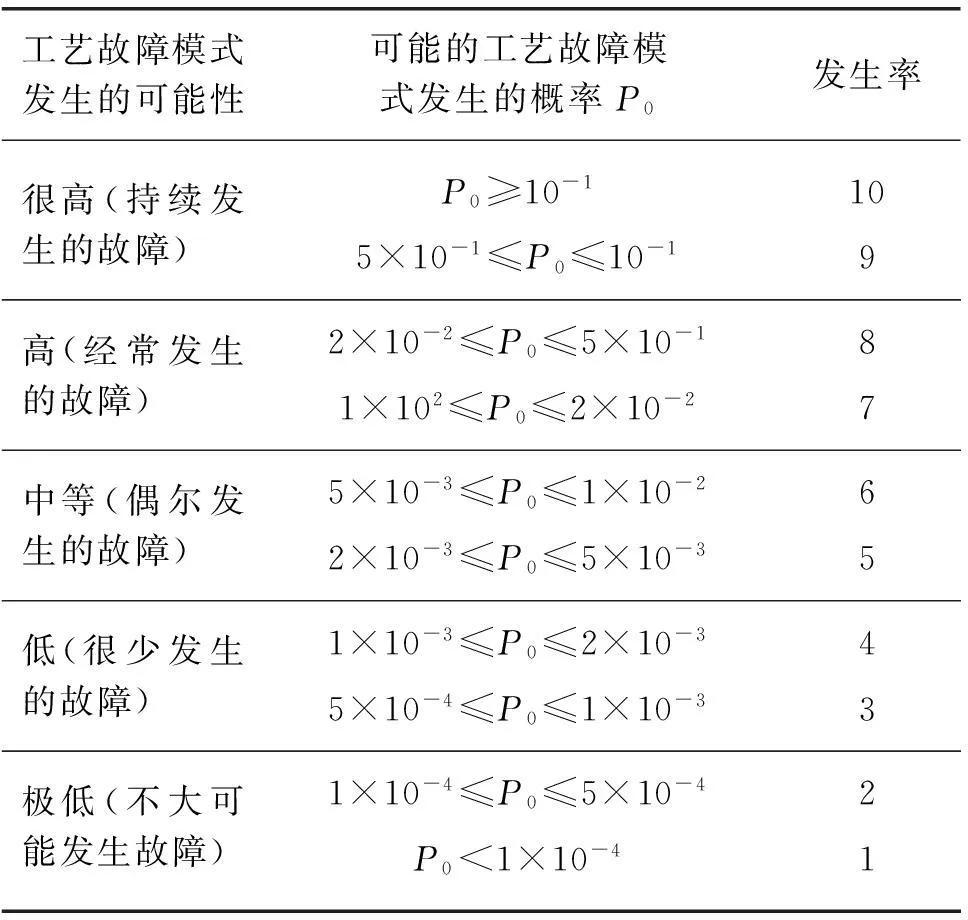
表3 工艺故障模式的发生概率等级的评分准则Tab.3 Occurrence rating scale criteria of process failure mode failure mode
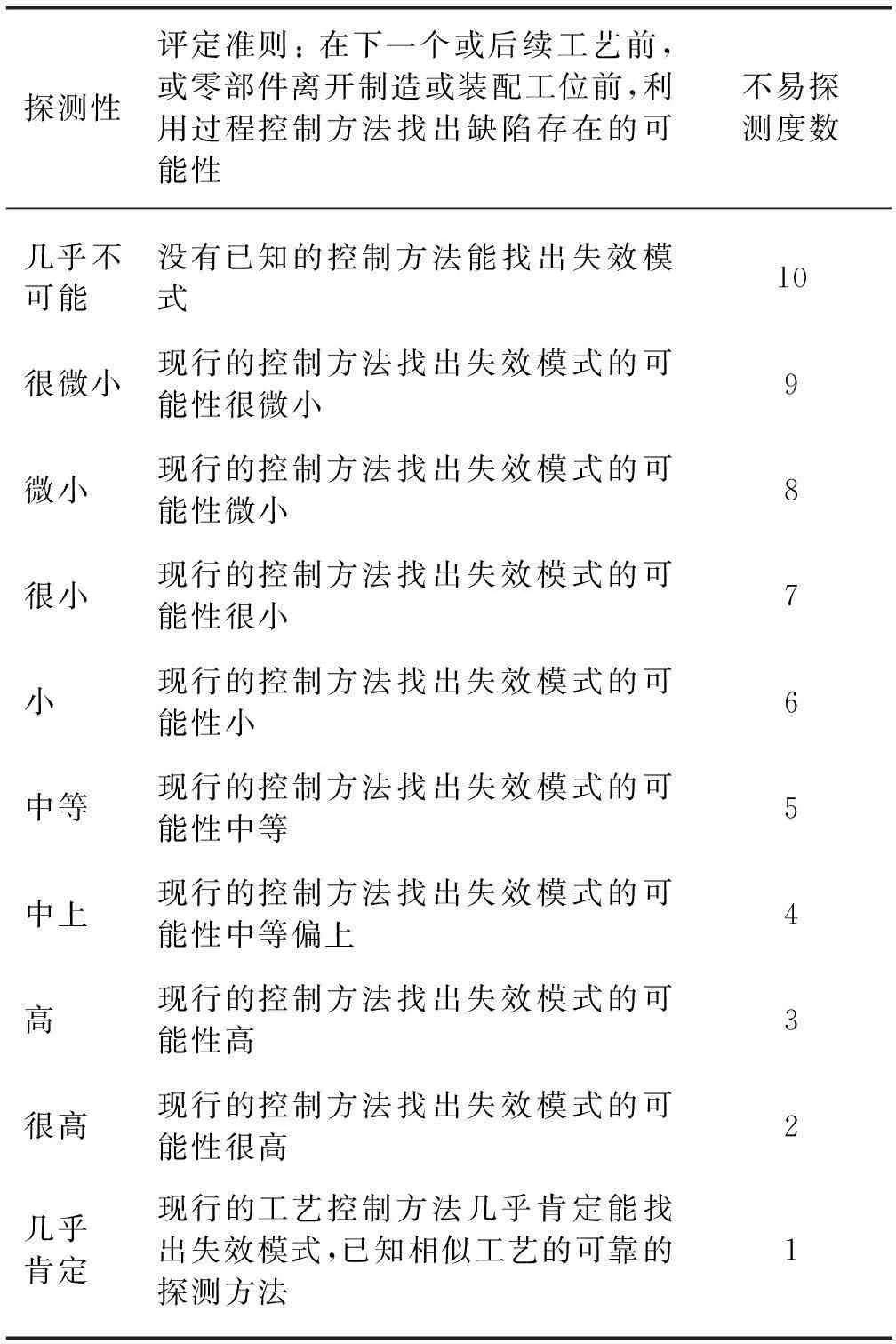
表4 被检测难度等级的评分准则Tab.4 Rating scale criteria of tested difficulty level
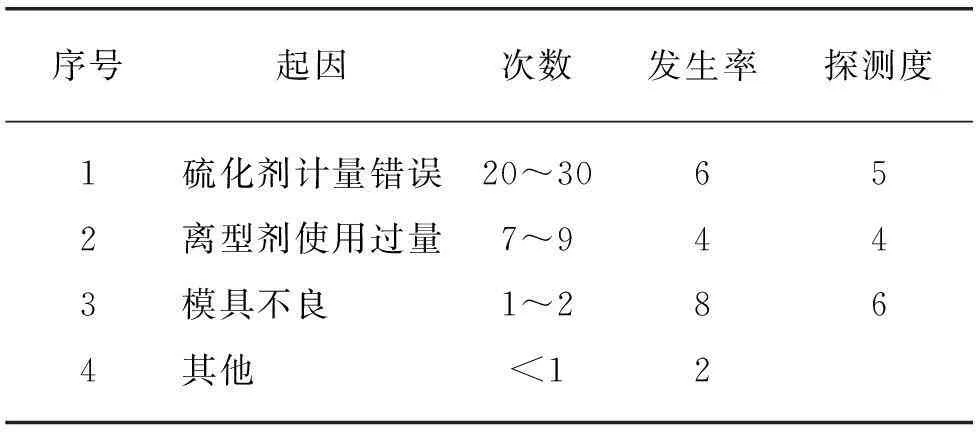
表5 外径尺寸不合格起因发生率及探测度分析Tab.5 Occurrence rating and detection analysis of unqualified cause of outer diameter
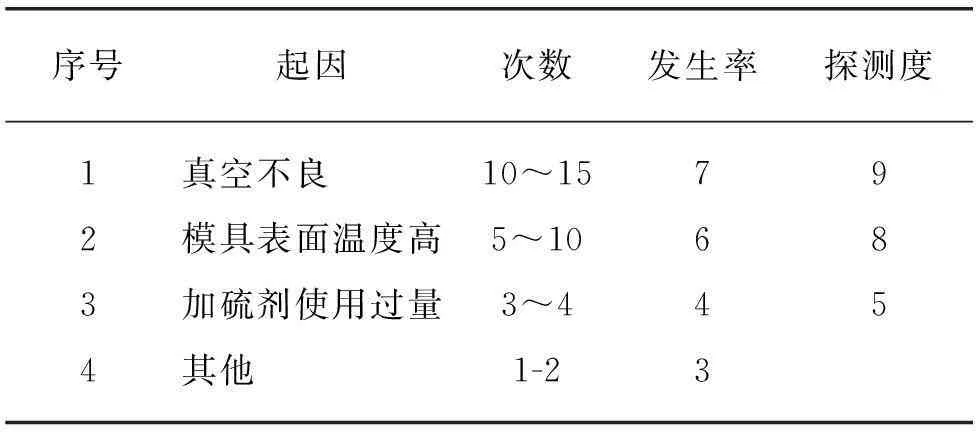
表6 孔内纵伤起因发生率及探测度分析Tab.6 Occurrence rating and detection analysis of hole inside damage cause

表7 融合不良起因发生率及探测度分析Tab.7 Occurrence rating and detection analysis of poor hot melting cause
(1) 模具不良的风险顺序数
RPN=8×8×6=384
(2) 硫化剂使用过量的风险顺序数
RPN=8×6×5=240
(3) 离型剂使用过量的风险顺序数
RPN=8×4×4=128
根据以上分析和评定的严重度以及失效模式的起因发生率和探测度,计算出风险顺序数RPN的值。针对RPN数值高的失效模式提出预防措施并实施改进(见表8),改进前后的RPN值如表9所示。

表8 改进后相关数据Tab.8 Relevant data after improvement
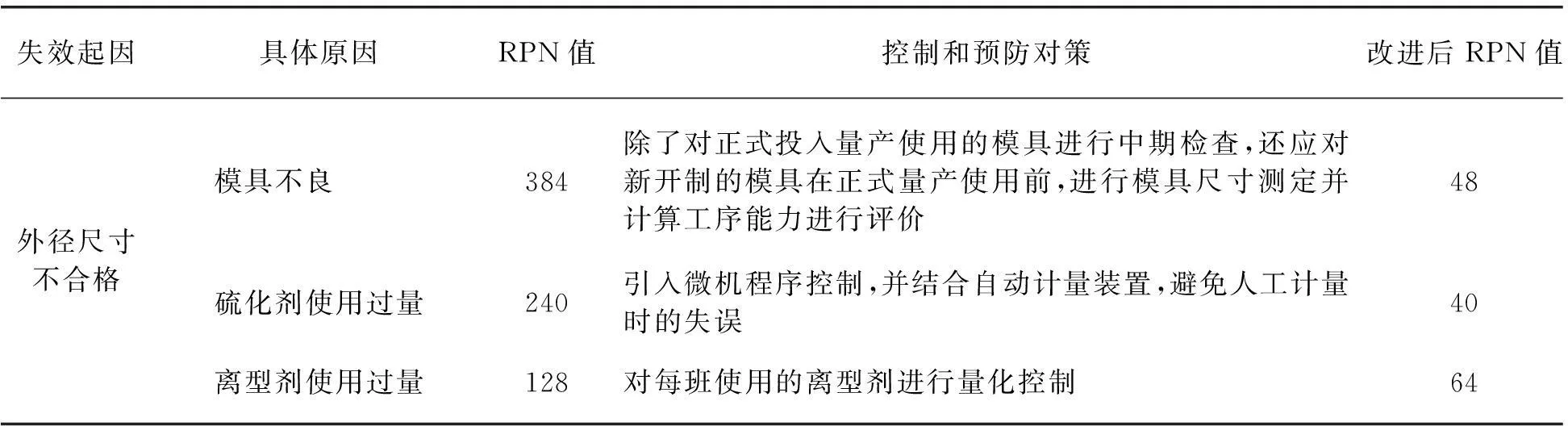
表9 改进前后RPN及潜在失效模式预防对策Tab.9 Risk priority number (RPN) before and after improvement and prevention countermeasures of potential failure modes
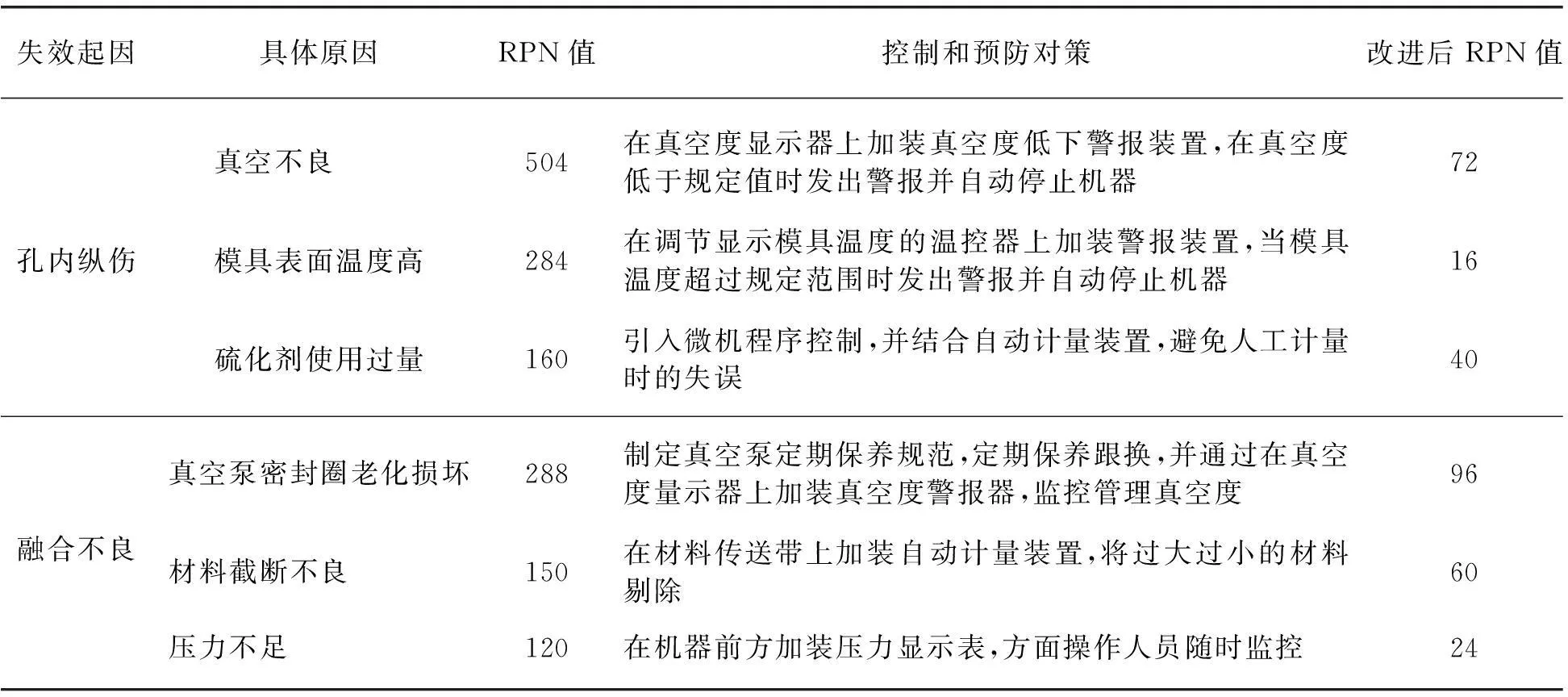
(续表9)
3结语
通过对某橡胶公司生产的电容器封口橡胶制品的研究,采用ABC分类法找出产品出现质量问题的关键项,进而运用过程故障模式及影响分析法进行分析,通过分析改善前后的风险顺序数,发现运用PFMEA技术于橡胶制品的生产过程,可以在一定程度上控制质量问题的出现,提高了生产效率,降低了产品的不良率,从而提高了企业的经济效益。
参考文献:
[1]苏秦.质量管理与可靠性[M].2版.北京: 机械工业出版社,2006: 273.
[2]张惠东.电子产品的可靠性设计[J].中国照明,2006(4): 53-56.
[3]郭景林.论述电力继电保护的可靠性及特点[J].科技与企业,2013(17): 141.
[4]常咏梅,王昌勇.发电厂继电保护可靠性的影响因素探析[J].机电信息,2012(27): 21-23.
[5]曹伟.关于电气自动化控制设备可靠性测试的思考[J].科技资讯,2013(20): 130-132.
[6]Ghanem R,Spanos P D.Stochastic finite elements: a spectral approach [M].New York: Springer-Verlag New York Inc,1991: 121.
[7]Deodatis G, Ellingwood B R ,Frangopal D M.Safety,reliability,risk and life-cycle performance of structures and infrastructures [M].Florida: CRC Press,2014: 67-68.
[8]Ellingwood B R,Kanda J.Structural safety and its quality assurance [M].Virginia: ASCE Publications,2005: 201.
[9]张义民.数控机床可靠性技术评述(下)[J].世界制造技术雨装备市场,2012,10(6): 56-63,67.
[10]孙志礼,陈良玉.实用机械可靠性设计理论与方法[M].北京: 科学出版社,2013: 21-22.
[11]方志耕.质量与可靠性管理[M].北京: 科学出版社,2011: 20-25.
[12]张义民,孙志礼.机械产品的可靠性大纲[J].机械工程学报,2014,50(14): 14-20.
[13]杨飞,李明,曾翰通.关于FMEA与PDM集成框架的研究[J].制造业自动化,2002,24(8): 31-34.
[14]高大伟.PFMEA在柔性焊装生产线上的应用研究[J].汽车技术,2013(5): 25-28.
[15]王翠表,王青,田晓.PFMEA在涡轮增压器中的应用研究[J].汽车零部件,2009(7): 56-58.
[16]魏红.过程FMEA在轮胎制造过程中的应用研究[J].贵州化工,2013,38(3): 37-39,46.
[17]奚立峰,宋玉红,潘尔顺,等.零缺陷质量管理思想的应用与实践[J].工业工程与管理,2003(1): 5-8,25.
[18]周志坚.防错技术在汽车减震器装配中的应用[J].现代制造工程,2003(5): 82-83..防错技术在汽车减震器装配中的应用[J].现代制造工程,2003(5): 82-83..质量管理与可靠性[M].2版.北京: 机械工业出版社,2006: 273.
[2]张惠东.电子产品的可靠性设计[J].中国照明,2006(4): 53-56.
[3]郭景林.论述电力继电保护的可靠性及特点[J].科技与企业,2013(17): 141.
[4]常咏梅,王昌勇.发电厂继电保护可靠性的影响因素探析[J].机电信息,2012(27): 21-23.
[5]曹伟.关于电气自动化控制设备可靠性测试的思考[J].科技资讯,2013(20): 130-132.
[6]Ghanem R,Spanos P D.Stochastic finite elements: a spectral approach [M].New York: Springer-Verlag New York Inc,1991: 121.
[7]Deodatis G, Ellingwood B R ,Frangopal D M.Safety,reliability,risk and life-cycle performance of structures and infrastructures [M].Florida: CRC Press,2014: 67-68.
[8]Ellingwood B R,Kanda J.Structural safety and its quality assurance [M].Virginia: ASCE Publications,2005: 201.
[9]张义民.数控机床可靠性技术评述(下)[J].世界制造技术雨装备市场,2012,10(6): 56-63,67.
[10]孙志礼,陈良玉.实用机械可靠性设计理论与方法[M].北京: 科学出版社,2013: 21-22.
[11]方志耕.质量与可靠性管理[M].北京: 科学出版社,2011: 20-25.
[12]张义民,孙志礼.机械产品的可靠性大纲[J].机械工程学报,2014,50(14): 14-20.
[13]杨飞,李明,曾翰通.关于FMEA与PDM集成框架的研究[J].制造业自动化,2002,24(8): 31-34.
[14]高大伟.PFMEA在柔性焊装生产线上的应用研究[J].汽车技术,2013(5): 25-28.
[15]王翠表,王青,田晓.PFMEA在涡轮增压器中的应用研究[J].汽车零部件,2009(7): 56-58.
[16]魏红.过程FMEA在轮胎制造过程中的应用研究[J].贵州化工,2013,38(3): 37-39,46.
[17]奚立峰,宋玉红,潘尔顺,等.零缺陷质量管理思想的应用与实践[J].工业工程与管理,2003(1): 5-8,25.
[18]周志坚.防错技术在汽车减震器装配中的应用[J].现代制造工程,2003(5): 82-83..防错技术在汽车减震器装配中的应用[J].现代制造工程,2003(5): 82-83.
Process Failure Mode and Effect Analysis of Sealing Rubber Products
XUXiaomin
(School of Business, Shanghai Dianji University, Shanghai 201306, China)
Abstract:Sealing rubbers produced by a rubber company are taken as the research object. Using the ABC classification, key items of quality problems of the product are found. A PFMEA method is used to analyze the risk order number of key items by comparing the primary characteristics with improved characteristics. Occurrence of quality problems is brought under control to a certain extent, thus fraction defective of the product is reduced, and quality of sealing rubber products is effectively improved.
Key words:sealing rubber; ABC method; process failure mode and effects analysis; fraction defective
中图分类号:F 273.2
文献标志码:A
猜你喜欢
军民两用技术与产品(2021年4期)2021-07-28 02:16:36
科学大众(2020年12期)2020-08-13 03:22:18
物理之友(2020年12期)2020-07-16 05:39:20
电子制作(2019年22期)2020-01-14 03:16:28
山东冶金(2019年5期)2019-11-16 09:09:38
时代农机(2018年5期)2018-02-01 23:20:12
流程工业(2017年4期)2017-06-21 06:29:54
通信电源技术(2016年6期)2016-04-20 06:21:10
橡胶工业(2015年10期)2015-08-01 09:06:16
河南科技(2014年7期)2014-02-27 14:11:11
