
优化SO2风机入口导叶控制
2015-12-17 09:28:03聂剑豪周永辉胡贤进关宗耀
铜业工程 2015年5期
聂剑豪,周永辉,胡贤进,关宗耀
(江铜铅锌金属有限公司,江西 九江 332500)
优化SO2风机入口导叶控制
聂剑豪,周永辉,胡贤进,关宗耀
(江铜铅锌金属有限公司,江西 九江 332500)
铅锌公司投产初期,硫酸SO2风机入口压力低低报联锁停车数次,影响了工厂的顺利生产。SO2风机每次停车之后再启动至少需要2h以上的准备时间,若停车时间过长甚至需消耗天然气开启硫酸升温预热器,用以维持转化器内温度。故通过设计优化SO2风机导叶控制系统程序,优化导叶和入口压力间联锁程序,保证SO2风机正常运行,从而确保工厂的顺利生产。
投产初期;SO2风机导叶;停车;优化;控制系统
1 引言
江铜铅锌金属有限公司是江铜集团根据江西省政府整合全省铜、铅、锌资源有关精神,建设铅锌冶炼项目成立的公司。一期200kt/a铅锌(铅、锌各100kt/a)工程目前使用的是德国西门子厂家生产的KKK风机,入口导叶采用的是STI气动执行机构,该风机又被称为SO2风机,用于接收来自铅冶炼基夫赛特炉和锌冶炼沸腾焙烧炉的混合烟气进行烟气制酸。该制酸系统设计采用“两头一尾”[1]的方式,在国内铅锌冶炼行业属首次成功应用[2]。至今为止双边投料时,SO2风机入口风量达到110000m3/h,风机运行情况良好。
2 入口导叶控制优化前存在的问题及原因分析
2.1 优化前主要问题一:操作人员误操作
误操作原因分析:操作经验欠缺,导叶动作速度过快。
SO2风机入口导叶控制主要取决于一级动力波入口负压及风机入口风量的变化。投产初期,由于生产工况不稳定而导致一级动力波入口压力和风机入口流量始终处于波动状态,为保证风量的稳定,入口导叶也始终处于调节状态,因此无法实现有效地自动控制,需要仪表操作人员手动控制。此时,由于仪表操作人员经验欠缺,故在工况发生巨大变化时,导叶的频繁手动操作导致了操作人员出现误操作现象。
操作人员误操作主要表现为面板输入数值错误,例如输入10%,多输入一个“0”,变为100%,按下确认键后,100%的信号瞬间由DCS发出至现场导叶定位器,2s后导叶全开,从而引发SO2风机联锁停车[3]。由于现场导叶动作非常灵敏,使得操作人员在发现操作失误后却无法采取有效的补救措施。
2.2 优化前主要问题二:自动控制程序难以适应工况
自动控制程序难以适应工况原因分析:控制程序不完善。
导叶的自动控制程序最初设计的跟踪目标是一级动力波入口压力。但由于试生产初期,工况控制相关参数达不到设计值,一级动力波入口压力受其影响波动非常大。正常情况下,一级动力波入口压力增大时,风机导叶开度增加,风机入口压力随之减小;一级动力波入口压力减小时,风机导叶开度减小,风机入口压力随之增大。但当一级动力波入口压力发生大幅度波动时,导叶的调节幅度也将随之增大,导叶的大幅度开关动作很容易造成风机入口压力的波动以至于风机的联锁停车。因此在这样复杂的工况条件下,导叶也无法实现自动控制。要进一步实现导叶的自动控制,则需要在控制程序上做相关改进和完善。
3 改进措施
3.1 针对误操作,增设输出限幅及压力保护程序
针对操作人员误操作现象,我们和工艺人员协商并添加了一个导叶输出限幅程序,初步定为20%(可更改),即操作工输出大于20%的信号,程序依然默认输出20%。
当操作人员出现误操作以后,DCS不会瞬间将误操作的指令发出,而是先有一个判定程序生效,该程序我们称之为压力保护程序。该程序投入使用后,将该程序设定为自动控制,风机入口压力控制初步设定为-9kPa(联锁-12kPa),当风机入口压力测量值低于设定值时,该程序介入,若一级动力波入口压力依然在增大,风机导叶开度维持当前不继续增加或者开度减小,使风机入口压力维持在设定值。
3.2 进一步完善导叶自动控制程序,适应现场复杂工况
对于初期工况的不稳定,要实现导叶的自动控制优化可以从导叶自身开关速度或导叶相关控制程序两个方面着手。但由于导叶开关反应非常灵敏[5],按硬件条件改变导叶的开关速度困难较大,因此我们对导叶调节输出相关程序做了一些参数设定,希望通过DCS程序的改变来实现对导叶开关速度的控制。经过仔细的研究讨论,最终设定了有效的PID参数,且通过改变风机导叶控制输出斜率达到目的。将输出值的改变速度限制为每秒改变1%,即输出开度由0%改变为10%,导叶开度将不再瞬间改变至10%,而是以每秒1%的速度经过10s后增加至10%,具体程序如下:

图1 导叶开度输出斜率设置图
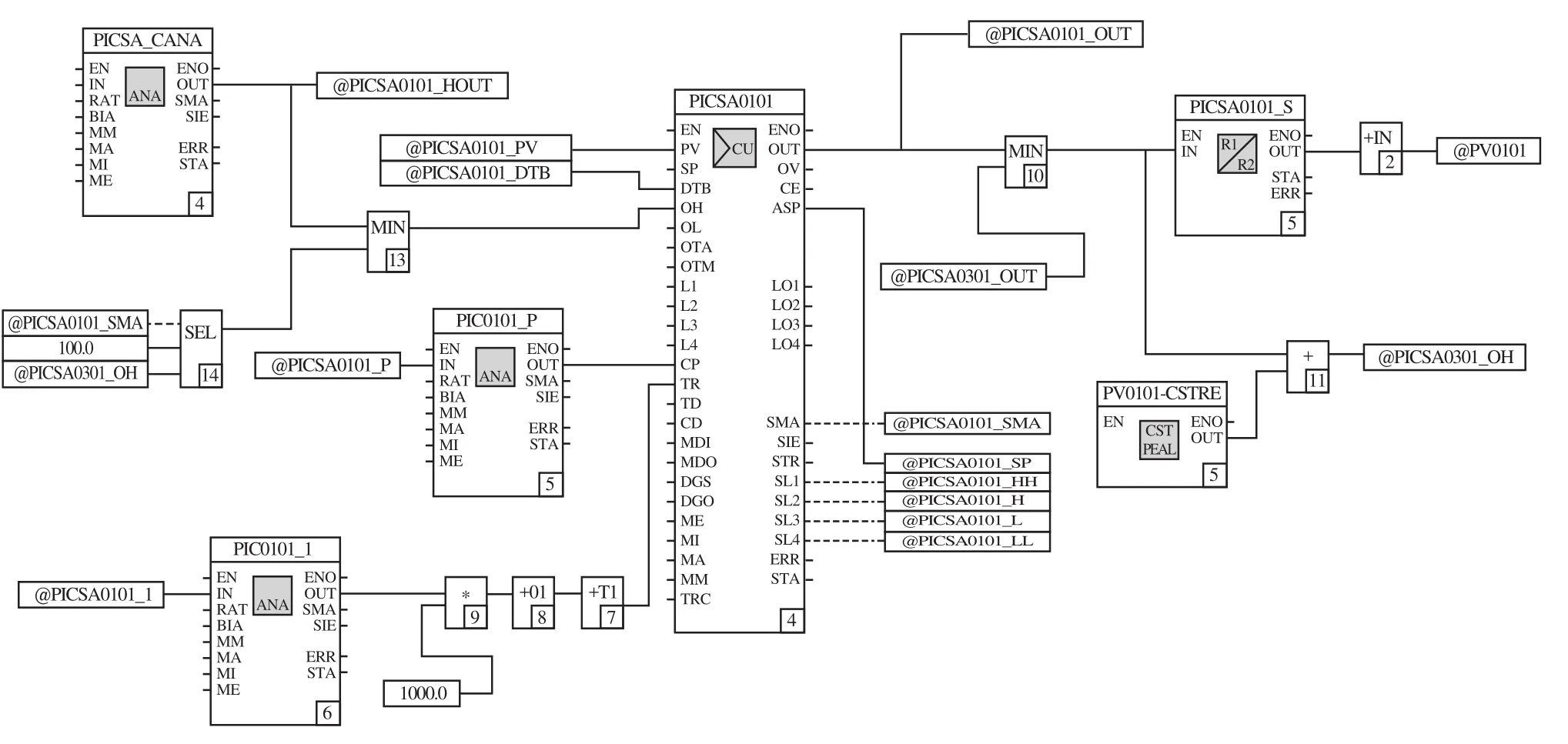
如图1,我们在导叶开度输出斜率上做了改动,将导叶开度由0%~100%所花费的时间设置为100s,即导叶每次以每秒1%的速度动作。在设置了有效的输出斜率的同时,对于导叶的PID控制参数我们也做了相应的补充和完善。图2、图3为我们对导叶的P、I、D三种参数的设置,DCS选用的是ABB控制系统[6]。
程序说明:
ABB系统自带的功能块里,有基本的PID参数设置,但是由于风机导叶控制输入端仅有一级动力波入口压力一个控制条件如图3,且该压力投产初期波动非常大,基本的PID参数[7]设置已无法满足实际的控制。因此我们在PID参数上新添加了几个判定条件,如图2。一级动力波入口压力PICSA0101_PV,取时间间隔前后10s的两个值做比较判定,暂计为Pt1、Pt2,若Pt2>Pt1,且PICSA0101_PV实时值大于设定值时,或Pt2 图2 导叶入口压力保护程序PID参数设置图 图3 导叶控制输出逻辑程序图 当PICSA0101_PV与设定值之差的绝对值小于100par时,比例系数调整为0.2(可调整),当PICSA0101_PV与设定值之差的绝对值大于等于100par时,比例系数调整为0.3(可调整),实际测量值与设定值偏差较大时,则比例系数介入较大值,使导叶开关速度加快,更及时的调整导叶开度以满足工艺的控制要求。 如图3,风机导叶控制PICSA0101在自动控制状态下,导叶输出高限由导叶控制输出值与手动设定限幅值(可调整)二者选其最小值决定;在手动状态下时,导叶控制输出高限由手动设定限幅值单独决定。 该控制程序投入使用后,风机正常运行下,设定值为-11kPa,入口负压不超过-11.5kPa。控制情况良好。目前联锁值为-12.5kPa。 经过长期跟踪和不断改进,风机入口导叶压力控制得到良好的保护,保证了公司生产的运行稳定。 表1 SO2风机联锁停车次数统计 如表1所述,2012年7月至2015年4月SO2风机入口压力低低报联锁停车次数零记录。 在现场复杂工况的要求前提下,单一的控制条件已无法满足实际的控制要求,因此我们可以通过添加多个控制条件来实现共同控制的目的,这样的控制准确性更高,适用性、推广性也更强。 [1]段林乔. 单套制酸系统对应铅锌冶炼生产的成功应用[J]. 铜业工程, 2013(2):18-22. [2]祝森. 冶炼制酸过程控制系统设计及SO2风机故障诊断方法的应用与研究[D]. 赣州:江西理工大学, 2009:15-18. [3]姜凯, 段林乔. 江西铜业300kt/a铅锌冶炼烟气制酸装置的设计[J]. 硫酸工业, 2013(1):25-27. [4]李志雄. RIK 80-4型空压机入口导叶调节装置技术改造[J]. 深冷技术, 2013(6):17-22. [5]杨瑜亮, 张久龙. 空压机运行效率下降、导叶波动原因分析及解决方法[J]. 风机技术, 2011(5):48-51. [6]余国林. ABB DCS控制系统网络组态与维护[J]. 科技致富向导, 2010(20):19-25. [7]李名慧. 智能PID控制器的设计与应用[D]. 天津:天津大学, 2006:26-30. Optimization of SO2Blower Inlet Guide Vane Control NIE Jian-hao, ZHOU Yong-hui, HU Xian-jin, GUAN Zong-yao In the initial stage of Lead and Zinc Company production, SO2blower inlet pressure low sulfate interlocking parking several times in Sulfuric acid plant, affect the smooth production of the factory. The restart after SO2blower each stop needs at least two hours for the preparation. If the stopping time is too long, it even needs to start the natural gas to warm pre heater sulfuric acid plant, to maintain the temperature in converter. So, through optimizing the design of SO2fan vane control system program to realize optimization of guide vane and guide vane control system interlocking program between the inlet pressures, keep the normal operation of the SO2fan and ensure the smooth production of the factory. initial stage of production;SO2fan vane;parking;optimize;control system TH4 B 1009-3842(2015)05-0086-04 2015-04-07 聂剑豪(1987-),男,江西南昌人,本科,主要从事仪表点检维修方面工作。E-mail: 454324921@qq.com
4 入口导叶优化后SO2风机的运行情况

5 结论
(Jiangxi Copper Lead and Zinc Corporation Ltd. Jiujiang 332500, Jiangxi, China)
猜你喜欢
装备制造技术(2020年4期)2020-12-25 05:26:02
模具制造(2019年4期)2019-06-24 03:36:50
经济技术协作信息(2018年32期)2018-11-30 01:43:14
电子制作(2017年8期)2017-06-05 09:36:15
现代工业经济和信息化(2016年5期)2016-05-17 05:36:04
水利水电科技进展(2014年2期)2014-10-17 03:22:10
水电站机电技术(2014年1期)2014-09-26 11:59:47
大电机技术(2014年3期)2014-09-21 06:10:40
武夷学院学报(2014年5期)2014-07-19 10:08:30
中国造纸(2014年1期)2014-03-01 02:10:04
