
阻尼技术在拉伸液压机背压回路的应用
2015-12-16 07:17刘如红
锻压装备与制造技术 2015年5期
刘如红
(无锡市蓝力机床有限公司,江苏 无锡 214174)
1 引言
拉伸液压机常见的液压垫液压控制模式如图1所示,主缸在运行过程中,高压油从阀2滑阀阀芯间隙中泄漏到密闭容腔的现象普遍存在,泄漏并积存在密闭容腔的压力在特定工况下会引起设备的误动作,影响制品的重复精度和外观品质。本文分析相关的液压机背压回路,基于生产实践中的合理性和可行性,对标准溢流阀阀体的结构做出创新,对背压回路进行最优设计。
2 原液压系统在生产中出现的问题
原背压回路动作原理如图2所示。主缸下行动作由二位四通换向阀YV2控制;主缸回程动作由二位四通换向阀YV1控制;主缸泄压由二位四通换向阀YV6控制;主缸有杆腔下腔锁紧由二位三通电磁球阀YV3控制;液压垫缸的顶出和退回由三位四通换向阀YV4、YV5控制;液压垫缸背压的压力由比例溢流阀控制;符号P为系统高压,T为系统回油。拉伸液压机拉伸工艺动作主要包括:主缸快速下行、主缸慢速下行接触工件、主缸继续慢下且液压垫缸被动压退、主缸泄压回程、液压垫缸顶出等,单周期的某些动作会关联同步。
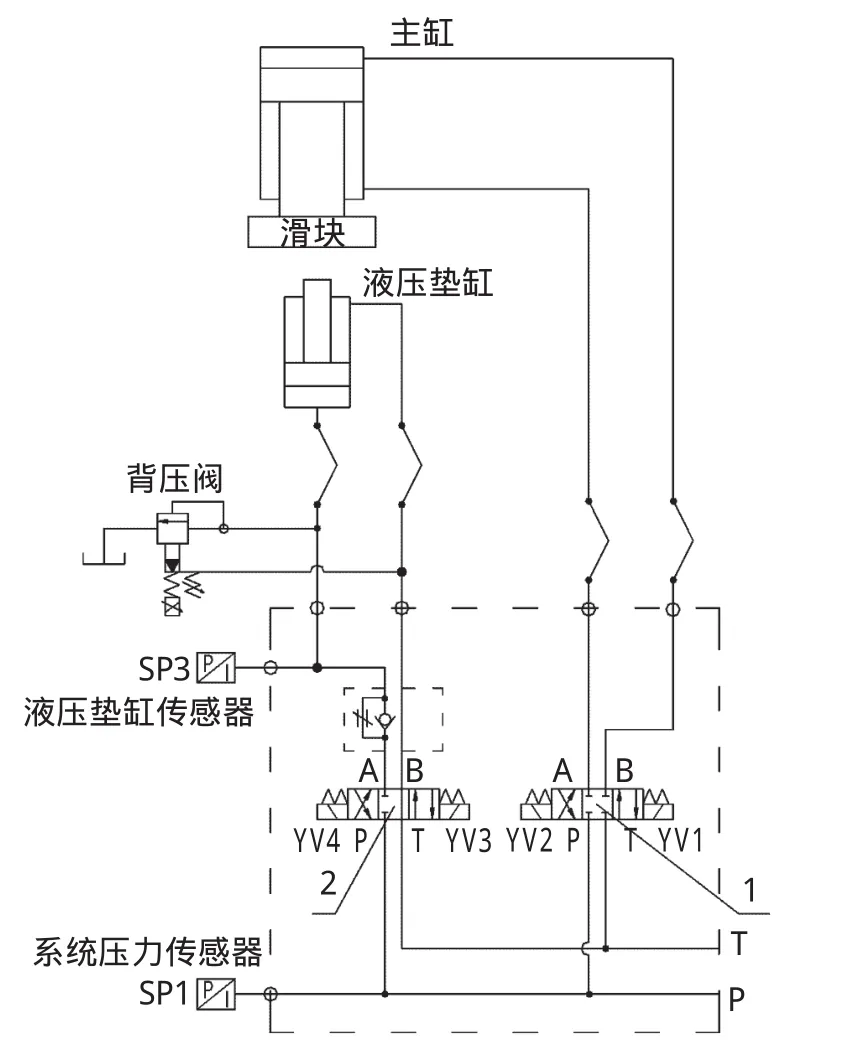
图1 带液压垫液压机液压原理示意图
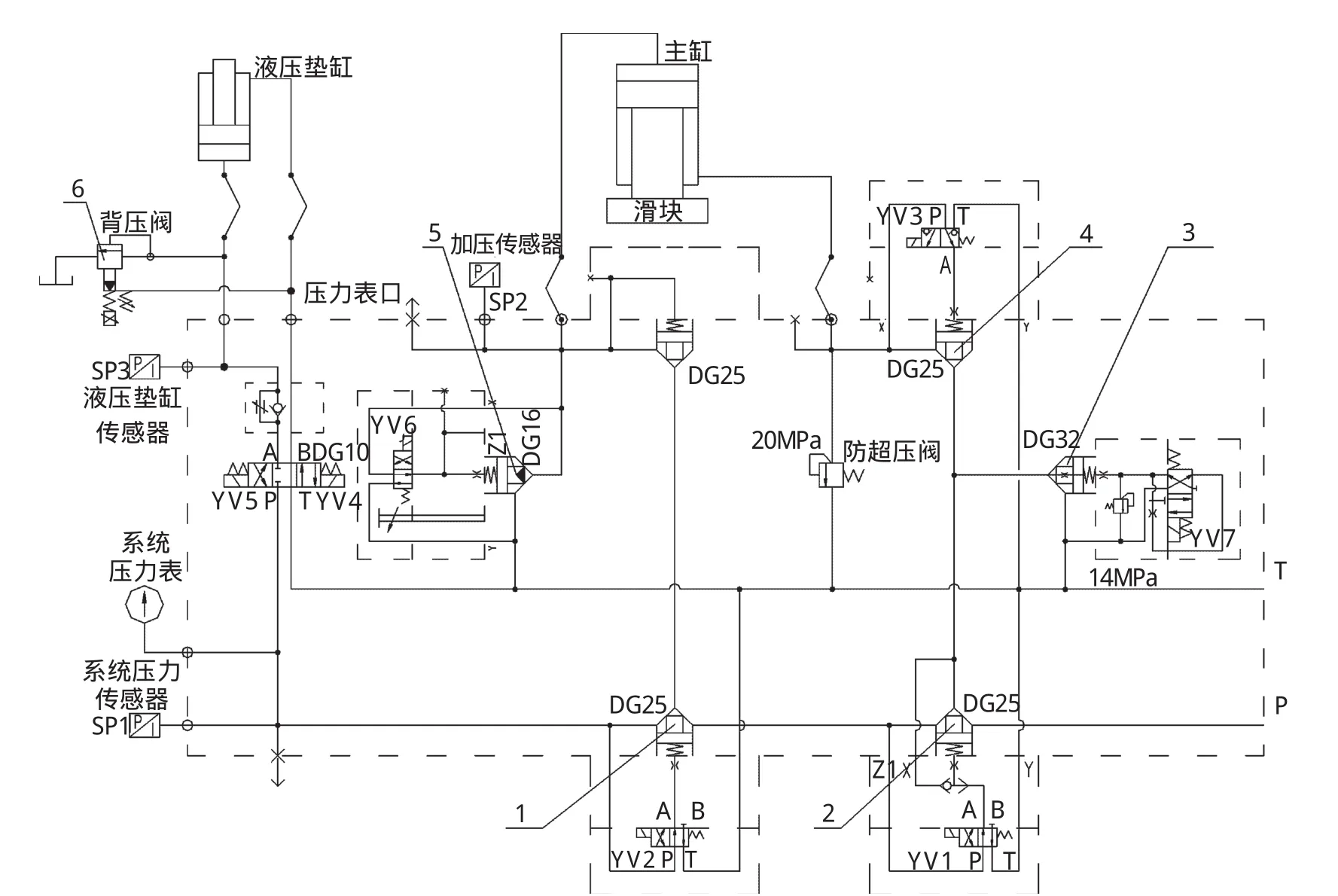
图2 原背压回路的液压原理图
以1000kN机器为例,其主缸行程800mm,液压垫行程300mm,液压垫缸缸径150mm,液压垫缸杆径120mm。其在生产过程中出现问题如下:
(1)液压垫缸活塞杆位置移动到300mm的位置,在主液压系统不起压的状态下,液压垫缸换向阀两端YV4、YV5不通电电磁阀切换到中位,系统重新起压但不做任何动作,液压垫缸压力传感器SP3的压力显示会缓慢上升;
(2)液压垫缸活塞杆位置移动到100mm、200mm或其他位置后停下,系统重新起压,做主缸下行加压、回程等动作,设备操作面板触摸屏中的显示液压垫位移的数值呈上升趋势变化,每10~15s时间变化1mm。
粗略估算,在10~15s时间,液压垫缸位置变动1mm,阀的泄漏量q

式中:D为液压垫缸缸径;d为液压垫缸杆径;h为微动行程;t为微动间隔时间。

图3 改进后背压回路液压原理图
0.113 L/min的泄漏量虽小,但是泄漏到密闭液压垫缸无杆腔的压力急剧累加到足够高后,即可推动负载,推动液压垫缸活塞,使活塞杆伸出,导致模具的顶杆伸出,引起压制时顶缸受损,最终影响制品的成型外观质量。
在液压系统中,工作介质(液压油)是在液压元器件的容腔内暂存或流动的,工作介质(液压油)被要求限定在事先约定的容腔内循环流动。液压元器件配合接触面之间存在的间隙,使得在有压差的地方就会有少量的液压油穿过容腔边界或边界流道,流出约定的容腔,这种现象称为泄漏。本文提到的两个问题就属于高压容腔到低压容腔少量液压油的泄漏,从换向阀的高压通道向低压通道的泄漏所致。泄漏本身在液压控制系统中是无法避免的,只能通过特定的泄漏控制方式来处理。
3 对原有系统的改进
3.1 改进后的新型背压回路的工作原理
如图3所示,主缸动作过程:YV2通电,电磁换向阀切换到左腔位,P口通B口,T口通A口,回油口T与插件1的控制口连通,插件1在压力油的作用下开启,系统油液进入油缸无杆腔,同时有杆腔油液经插件3(电磁阀YV3得电)、插件4流向T口,T口与油箱连接,这一过程中高压油推动活塞实现主缸下行动作要求;同时复合的动作还有液压垫缸,其有杆腔经电磁阀YV4(中位机能T口通B口)与油箱连通,另一端无杆腔经溢流阀7与油箱连通,调节溢流阀7即可调整液压垫力(背压有关),从而实现液压垫力的调节。改进方案是在溢流阀先导阀上打通压力P1口和遥控Y口,增加阻尼6。
这样P1口的液压油可以通过遥控口Y口与回油T口相连,在液压垫缸位置到底或者移动到某一位置停住时,系统起压主P口泄漏到A口的液压油通过溢流阀上这个阻尼孔6建立的特定流道与回油T相连,相关工况下液压垫缸无杆腔封闭容腔的压力无法建立,传感器SP3的压力即可保持不变,触摸屏上液压垫的相对位置也会保持稳定。
3.2 新回路特点
拉伸液压机应用动态阻尼技术的新型背压回路,通过改型回路上的溢流阀的方法来解决问题,具体特点如下:
(1)该方案简单易行,节约成本,有效提高液压机成形制品重复精度和成形制品外观质量。
(2)该方案对于公司内部的生产、装配没有任何影响,方便车间安装和售后维修操作。
4 结论
本回路现已投入使用近一年,并在公司1000kN~8000kN压机7种机型中得到系列推广应用。通过在实际工况下的实验证明,在液压机上应用动态阻尼技术的新型背压回路,解决了生产中发现的问题,同时对循环周期及其他动作无不良影响。
对于研发人员来说,要灵活创新,善于从实际情况出发,选用最简单合理的方案,而不是被动适应外购件供应商提供的液压等元件。
[1] 黄迪淼.新型伺服液压机控制系统研究开发[D].合肥:合肥工业大学,2012.
[2] 雷天觉.新编液压工程手册 [M].北京:北京理工大学出版社,1998.
[3] 海锦涛.锻压手册[M].北京:机械工业出版社,1996.
[4]帅长红.液压机设计、制造新工艺新技术及质量检验标准规范[M].北京:北方工业出版社,2006.
[5] 孙友松,周先辉,等.交流伺服压力机及其关键技术[J].锻压技术,2008,22(4):1-4.
[6] 路甬祥.液压气动技术手册[M].北京:机械工业出版社,2002.
[7] 郑建明,赵升吨,魏树国.开关磁阻电机直接驱动容积控制技术在液压机上的应用[J].锻压装备与制造技术,2008,43(1):9-11.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
设备管理与维修(2022年11期)2022-09-11
装备制造技术(2020年4期)2020-12-25
水泥工程(2020年2期)2020-09-07
水泥技术(2020年3期)2020-06-06
制造技术与机床(2017年5期)2018-01-19
锻压装备与制造技术(2016年3期)2016-06-05
锻压装备与制造技术(2016年3期)2016-06-05
电站辅机(2016年4期)2016-05-17
电站辅机(2016年4期)2016-05-17
