工艺品自动喷漆电气控制系统设计
2015-12-13 10:39魏士博
中国科技纵横 2015年10期
魏士博
(天津理工大学中环信息学院,天津 300380)
工艺品自动喷漆电气控制系统设计
魏士博
(天津理工大学中环信息学院,天津 300380)
喷漆机械手在国外早已被广泛地应用于汽车,工艺品,飞机等产品的喷漆生产线。近年来,国内也有很多喷漆机械手投入到生产线中。在大型涂装生产线,它是通常是将喷漆固定在机械手上,然后机械手自动对工件表面进行喷漆。国内的方法一般是采用示教的方法,把喷枪固定在机械手一端,由工人拿着喷枪,沿着工艺品的轮廓进行喷涂,并由计算机记录下喷涂路线,以后相同的工件都按照此路线进行喷涂。
喷漆 PLC 机械手
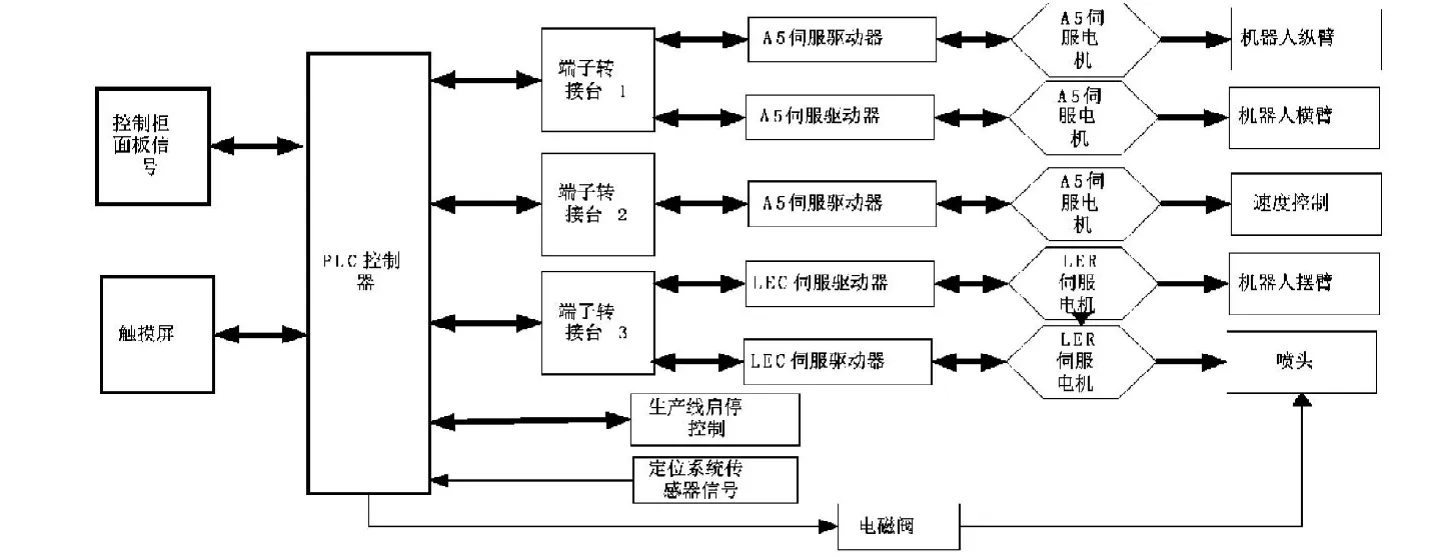
1 主控制回路的设计
伺服电机需要五个,MINAS A5功率750瓦的一个,MINAS A5功率400瓦的两个,LECP6型号两个,CJ2M-CPU14型号PLC一个,NB10型号触摸屏一个,数字量输出模块CJ1W-OC211两个,数字量输出模块CJ1W-ID211一个,传感器若干。系统功率大概在2100w左右,在回路中加了两个断路器,这样是为了防止过压和过流,有效的保证了安全(如图1)。
2 硬件系统配置选型
(1)控制器选择欧姆龙公司的CJ2M系列PLC。CJ2具有容量更大,处理速度更快,控制和通信功能更强,并有助于设备的更新和降低成本等优点。
(2)本系统采用了OMRON公司的NB-Designer10触摸屏作为上位机系统,该触摸屏具有反应速度快,抗干扰能力强,更重要的是能利用大容量的U盘活SD卡作为外部存储器。将触摸屏作为数据的源头,避免了使用过多的输入输出模块,节约成本,简化系统。
(3)端子转接台。端子转接台是联系NC模块与伺服驱动器的桥梁,所以也称为中继单元。
(4)伺服驱动器与伺服电机。伺服驱动器负责驱动伺服电机按照既定的轨迹和速度运动,包括控制伺服电机运动的速度,位置,工作方式等等。
3 位置控制单元
PCU是用于实现精确定位,它从PLC工作区接受指令并向不同的电动机驱动器输出脉冲序列用于定位。在本文中,由于要控制5个轴的精确定位,所以选取了两个PCU单元,一个NC413与一个NC213,它们所承担功能一样,不一样的是NC413能同时控制4路伺服系统,NC213控制两路,以下将只对NC413的功能做简单介绍。
3.1 位置控制单元的特点
PCU是CJ系列PLC的特殊输入/输出单元,单元从PLC的工作区接受指令并向不同的电机驱动器输出脉冲序列用于定位。
3.2 位置控制单元的主要功能
(1)高速响应。PCU对于来自CPU 单元的指令在2 毫秒内做出响应。
(2)存储器操作和直接操作。
(3)控制轴的数量和输出类型。PCU可以有1、2或者4个轴。使用2或4个轴的型号,对于所有的轴线线性插谱都可以实现。
(4)中断进给。
(5)定位和速度控制范围。(6)原点搜索、点动、示教等功能。
3.3 位置控制单元的工作原理
在开放循环系统中,根据电动机收到的输入脉冲数目实现定位控制,不提供位置进给。PCU都采用脉冲输出类型开放循环系统,这种控制系统最常使用的电动机是伺服电机。伺服电机的旋转角可以通过供应给电机驱动器的脉冲信号数目控制。伺服电机的旋转位移与PCU提供的脉冲信号数目成比例,伺服电机旋转速度与脉冲序列的频率成比例。
3.4 PCU的定位控制
定位可以使用绝对数值(即从原点到一个绝对的位置)或者增量数值(即从当前位置移到一个相对的位置)。
3.5 PCU单元的功能
NC413模块具备4路输出信号,能同时控制4路伺服电机,每路具备20个引脚。
4 控制点的测算与模拟量与数字量模块电路设计
在本系统中,为了保证系统的安全和控制的方便合理,需要引进许多的传感器和按钮来设置系统的运行状态,同时也需要把系统的运行状态与故障报警显示出来。为了整个系统操作方便快捷,设置了系统的工作状态,手动与自动,电机的正传与反转,低速与高速等;为了整个系统控制的方便快捷,需要对每个轴的伺服电机的运行状态进行设置,包括暂停,准备运行,报警清楚等;为了系统的安全,需要将系统的运行状态实时的通过指示灯,报警器等显示器将信号告诉给操作员,以便及时的找对应对措施,包括,运行状态,故障指示等。
5 伺服中继单元的选取及其电路设计
伺服中继单元是联系位置控制单元与伺服驱动器的桥梁,由于组NC单元具有40引脚,分成两路对伺服驱动器进行控制,每路伺服也具有20个引脚,传统的控制方式是NC单元直接与伺服驱动器对接。
6 PLC程序的规划与实现
自动控制部分所要实现的功能是,通过触摸屏按钮启动后,系统自动完成整个喷涂作业,其中包括建自动控制部分流程图如立原点、载入配方、原点搜索、开启喷头、关闭喷头以及循环读取数据等。
手动程序原理较为简单,通过触摸屏设置PLC程序各关节手动(点动)的速度和方向,并将这些数据直接写入PLC所要操作的内存地址,当通过启动手动运行时即能实现各手臂关节按照指定速度和方向运动。
猜你喜欢
资源节约与环保(2022年8期)2022-09-20
上海涂料(2021年5期)2022-01-15
航天电子对抗(2021年2期)2021-05-31
电子学报(2016年12期)2017-01-10
光学精密工程(2016年5期)2016-11-07
汽车维护与修理(2016年10期)2016-07-10
中国石油大学学报(自然科学版)(2015年1期)2015-03-24
上海电机学院学报(2015年3期)2015-02-28
分析化学(2014年7期)2014-12-13
计算物理(2014年2期)2014-03-11