
三链轮深水定位电动锚机关键技术研究
2015-12-12 10:03胡晓东俞志刚
船舶标准化工程师 2015年2期
顾 炳,胡晓东,俞志刚
(中船重工第704研究所,上海 200031)
0 引言
国家工信部《大型海洋工程设备深水定位系泊系统研制》项目主要任务是研制一套1500m水深并完全具有知识产权的半潜式钻井平台1:1的三链轮深水定位电动锚机样机。
深水定位电动锚机较一般的船用锚机,其结构复杂、采用大功率变频驱动、工作负载大(达到1/3锚链破断负荷,刹车支持负载更是达到 100%锚链破断负荷)、收锚速度快(可根据负载大小调整)、布锚(抛锚)速度控制要求高、配置张力/长度/速度等检测。
1 锚机的主要组成
三链轮电动锚机由三套锚机本体装置、一套传动装置、一套液压泵站以及一套电控系统组成[1]。锚机主要组成见表1,结构布置见图1。
2 锚机主要技术指标及功能
2.1 主要技术指标
1) 锚链直径:Φ84(R5),有档系泊链;
2) 工作负载与速度:
(1) 齿轮箱低速档:2694kN-9m/min,1200kN-18m/min;
(2) 齿轮箱高速档:980kN-25m/min,430kN-50m/min;
3) 锚机过载:3367kN(~40%的锚链破断负荷);
4) 盘式制动器制动时负载:4200kN(~50%的锚链破断负荷);
5) 锚机支持负载:8418kN(锚链破断负载)。
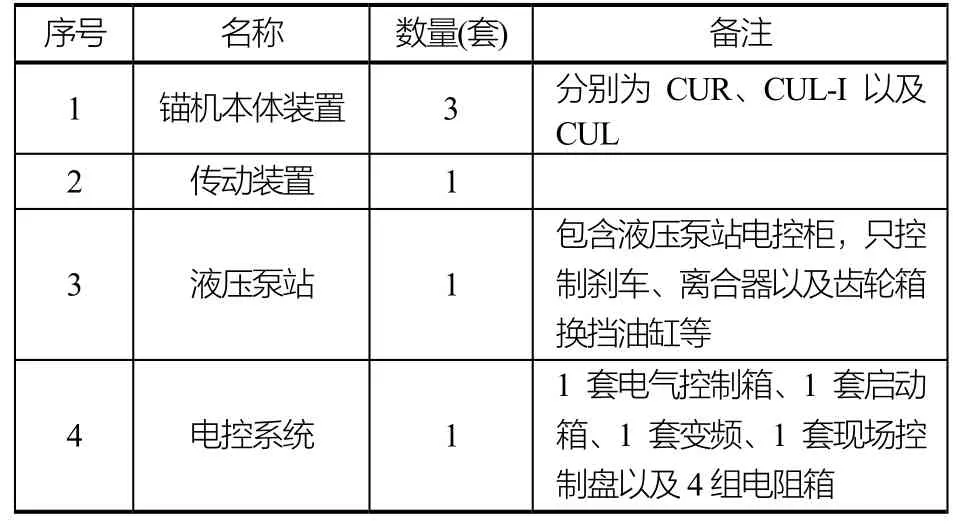
表1 三链轮卧式电动锚机组成

图1 锚机总布置图
2.2 锚机主要功能
锚机主要功能包括:锚泊定位时能调整锚;抛锚时能能够快速抛出锚链;对锚索的预紧有非常高的拉紧力,带有测力装置,通过控制可调整锚链张力;航行或拖航时能应急锚泊;在紧急状态下能应急释放[2]。
动力起抛锚:平台调整位置或平台需要撤离时,锚机进行起抛锚作业。起抛锚过程中起,锚链的张力、长度、速度等信息实时显示。
抛锚:深水定位锚机一般自带锚链比较少,所以一般采用预抛锚的方式,抛锚时靠水冷刹车来控制锚链抛放速度。在遇到紧急情况需要停航时,抛1~2根锚链供平台停泊使用,可通过带式刹车控制锚链下放速度。
应急释放:当平台遭遇恶劣环境条件,锚链张力超过安装设定值时或有失常船舶撞向平台,具有应急释放锚链功能,最终目的一般就是快速弃链。
3 锚机主要关键技术研究
3.1 锚机本体装置结构研究
锚机本体装置主要由锚链轮、主轴、小齿轮、大齿轮、制动轮、带式刹车、基座支架等组成,如图2所示。
基座支架采用钢板焊接结构,大齿轮为焊接件,链轮和制动轮为铸钢件。链轮、制动轮和大齿轮三者通过传动销联接成一刚体结构搁在主轴上。主轴采用两点支撑,支撑在基座支架上。主轴只承受弯矩,不承受扭矩;主轴与链轮之间为紧配合连接,锚链轮旋转时带动主轴旋转,通过测出主轴的转速来测得放出锚链的长度和速度。传动扭矩通过大小齿轮(z118/z285/m32)传递给锚链轮,同样制动扭矩通过制动轮传递给锚链轮。带式刹车为双带结构,套在制动轮上,由紧边和松边组成,安装在基座支架上。带式刹车结构采用弹簧制动,液压松闸的型式。
基座支架钢板焊接结构,强度和刚度好,重量相对轻。安装开式小齿轮的基座和安装带式制动器的基座为全封闭焊接箱体,经过有限元分析计算,小齿轮处箱体采用20mm厚度钢板,中间齿轮支撑处设有加强筋板;带式刹车处承受载荷大,采用40mm厚度钢板;基座支架两侧支撑采用整体式钢板和筋板焊接。安装主轴支撑支架采用对半式法兰安装,有利于锚链轮装置的整体拆卸。
锚链轮采用五齿结构,作为重要的零部件,必须能承受很大的负载(尤其支持负载)。R5系泊链表面硬度达到HB345以上,锚链轮的齿廓表面硬度必须达到HB280-310。因此锚链轮主体材料采用低合金铸钢(ZG20Mn),具有良好的铸造性、焊接性以及良好的综合力学性能,整体调质处理。链轮与锚链啮合处通常存在滑动,因此在啮合处再焊一块硬度较高的材料,选用20CrMnMoB或Q960D,热处理表面硬度能达到HB320。
大齿轮和制动轮与锚链轮通过传动销传递扭矩,代替键的形式传递扭矩,这样能大大降低轴的尺寸,而且轴支撑点靠近支架跨距相对较大,能降低轴的弯矩,提高轴的抗弯性能;同样制动轮和锚链轮连为一体,锚机承受负载时主轴不承受扭矩,降低了制造难度,提高加工工艺的可行性。锚链轮装置在加工装配过程中以齿轮作为基准,制动轮与大齿轮之间的同轴度容易保证;主轴通孔可以一次完成加工,主轴同样也一次完成加工。锚机受力后,锚链轮、制动轮与大齿轮同样成为刚性整体,只承受剪切力,弯矩由主轴来承受,有利于提高整体刚度,缩小结构尺寸。
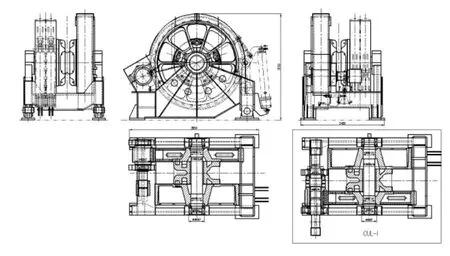
图2 锚机本体装置结构图
3.2 抛锚速度控制研究
目前国内有抛锚速度控制的船用锚机,主要是通过液压反馈式和电气反馈式机械制动来实现的。液压反馈式机械制动,抛锚时锚链轮装置上的大齿轮通过带动小齿轮增速带动辅泵,从而产生较大制动力矩通过带式刹车施加在链轮上,达到制动作用;当速度降低,泵出口压力降低,刹车制动力降低,锚链速度上升。电气反馈式机械制动,通过测速装置测出锚链速度,反馈给电控系统调节刹车油缸的压力,达到调节刹车制动力的作用,实现抛锚速度的自动控制。这两种方式都靠带式刹车制动,在长时间持续打滑工况下会导致刹车带持续发热,刹车垫磨损剧烈,产生的热量不容易散发,并且整套调试困难,相当不稳定。
而定位锚机抛锚速度控制,关系到整个锚机设备正常工作的安全性。在抛锚过程中,万一速度失控,将会导致设备或者平台的严重损坏甚至造成人员的伤亡。所以仅配置传统的带式刹车机构来控制抛锚速度,难度大,且具有危险性。结合国内外的相关研究资料,一般平台锚机采用水动力刹车进行抛锚速度控制。水动力刹车作为一种能持续提供足够制动力并且安全可靠的制动器,来控制抛锚时产生的动负载,保证持续放出锚链。水动力刹车通过能量转换原理,通入的冷却水吸收抛锚产生的动能转换成的热能。水动力刹车由转子和壳体组成。该刹车持续工作时间长、性能可靠、制动效果优良,抛锚时通入冷却水,下放的锚链带动水动力刹车转子在壳体内旋转,带动冷却水在壳体内流动,产生阻力和热量;转子转速越快,产生的阻力越大,当与负载平衡时,就将抛锚速度控制住。通过冷却水流量来控制制动力矩,当没有冷却水通入时,就不产生制动力矩。水动力刹车安装在变速齿轮箱的低速中间轴上,一般在刹车冷却水入口装有水阀。经过计算选型,水冷刹车选用美国PARMAC公司的V-80型产品(D632255-X CCW),许用最高转速为1550rpm,最大功率3728kW。
抛锚时齿轮箱处于空挡位置,带式刹车松开,水冷刹车通入冷却水,然后抛出锚链,随着锚链移动速度增加,水冷刹车慢慢起作用。整个抛锚过程中,速度变化可以控制的稳定,变化比较平稳,对锚链的长度、速度和张力实时检测;一旦发现有异常,带式刹车可以立即制动。
3.3 大扭矩传动装置结构研究
传动装置必须正常平稳可靠工作,才能保证锚机整体的平稳工作,如图3所示。

图3 传动装置
经过计算,按工作额定负载下齿轮箱输出轴扭矩400kNm,在保证公称负载和起锚速度的条件下,齿轮箱作为传动装置中最主要的部件,必须能满足负载的要求,齿轮箱立足国内自行研制,设计成四轴三级传动,采用箱体式结构,分高速/低速/空三档,高速档传动比为27.9,低速档传动比为77.4,输出轴的额定扭矩按照要求为400kNm,最高输出扭矩按照盘式制动器制动时产生的扭矩设计,为620kNm。
齿轮箱输出轴是以空心低速轴带锁紧盘的方式来传递扭矩,取代普通的键连接,这种结构简化了加工工艺、方便了安装和拆卸,而且提高了轴的连接的刚性和机械轴的抗弯、抗扭能力,减少了输出轴端的变形,同时正由于输出轴与减速箱的分体,使得传动装置与两侧锚机本体装置的装配有一定的可调范围。齿轮箱的空挡设在中间轴低速轴上,档位的切换通过档位控制装置,该轴直接与水动力刹车相连接,锚机在抛锚时设在空挡位置,齿轮箱输入轴此时不转动。高/低速档设在中间轴高速轴上,当在动力起/抛锚时,根据负载大小选择档位调整起/抛锚速度。齿轮箱用油浴方式润滑,齿轮的大部分以及轴承都浸在润滑油中。箱体为钢板焊接结构,带有一体的安装地脚,便于安装。
由于三套锚机之间距离大,为了便于加工和安装,以及简化轴的受力状态(只承受扭矩,没有弯矩),将传动轴设计成分段结构——传动轴和齿轮箱轴,短的齿轮箱轴和锚机本体装置(CUR),长的传动轴连接锚机本体装置(CUL、CUL-I),两轴通过花键连接套连接。传动轴与每台锚机的动力切换,通过离合器控制装置实现。
3.4 大功率锚机变频驱动装置选型研究
锚机采用变频驱动方式具有无级调速、调速范围宽、调速精度高以及调速过程平稳等优点,同时可以实现锚机对锚链张力和收放速度的精确控制,显著改善锚泊系统的运行性能。变频驱动装置包括大容量变频器和变频电机,需要与变速齿轮箱、锚机等设备协调运行以完成抛锚(含预张紧)、锚泊和收锚等各种复杂工况。同时,复杂的海洋环境、海洋工程平台电网条件等对变频驱动装置提出了更多的要求。
变频驱动装置选型的好坏直接关系到锚泊定位系统性能的优劣,对锚机变频驱动装置的选型研究不仅仅是变频器与变频电机的简单选型,而是对锚泊定位系统、变频器和电机的性能、功能和运行要素的分析基础上,对锚泊定位系统与变频驱动装置的集成运行和系统匹配的研究。通过对锚机起/抛锚工况的分析,变频驱动装置必须能与变速齿轮箱一体协调地工作。根据变速齿轮箱的运行与传动特性,实现变频驱动装置与变速齿轮箱的最佳匹配,满足锚机收放锚链的控制;同时满足海洋平台上,摇摆、冲击、振动、潮湿、盐雾和霉菌等恶劣环境条件。变频驱动装置一般直接与平台电网相连,兼顾了电网、变频器与电机之间的电压匹配,还充分考虑锚机体积、成本、重量等多个因素。
经计算和选型,电机选用法国LEROY SOMER公司EMERSON产品(型号:6P FLS450LB 585kW B3 690VY 50Hz)。该电机外形及性能参数满足总体要求,负载特性优良,转速符合锚机使用特性,电制符合平台电网要求,适合起重领域使用,相比传统电机,效率降高、发热、振动和噪声低,主要技术参数如下:1)电机输出转速:980rpm~1960rpm;2)额定输出扭矩:5700.8Nm;3)最大扭矩:12149Nm;4)额定输出功率:585kW;5)工作制:S1;6)防护等级:IP56;7)绝缘等级:H;8)电制:三相AC 690V 50Hz。
变频器采用12脉冲型式,把2套整流桥以移相变压器供电,在电源中通过消除最低次的谐波来减少谐波畸变总量。选用芬兰VACON公司NXC柜机产品,该变频器谐波抑制能力能够满足定位平台电网电能质量要求,柜机功率重载630kW,额定输入电压690V,防护等级IP44,另加主电路断路器,附加的四个制动单元,每个单元88kW,阻值50Ω。变频器采用风冷方式,整体满足环境条件-10~40℃的工作要求。150%过载电流为975A(1min/10min),最大电流为1170A。当电机过流时,变频器系统发出报警信号,并可根据参数设置,关断输出。4台电阻箱并联后,总功率约为350kW,是变频器额定功率的60%,符合变频器制动的配比要求。在锚机系统运行时,通常情况下不进行急速刹车操作。当进行锚机刹车时,机械刹车装置配合进行制动,可进一步有效减少制动电阻发热功率。
3.5 刹车及离合器控制装置结构研究
刹车和离合器控制装置在本锚机中都实现自动化操作和控制,采用液控方式,使得刹车和离合器控制具备远距离遥控的功能。
本锚机配备两套独立的动力静载制动器,分别为每个锚链轮上的带式制动器(双带,第一制动器)以及减速器输入端的盘式传动制动器(第二制动器)。带式制动器能承受2×4209kN的拉力(单根刹车带承受50%的锚链破断负荷,双带承受锚链破断负荷),盘式传动制动器承受4200kN的静负载(接近于50%的锚链破断负荷)[3-4]。所有制动器都设计成F-Safe型形式,确保在失电情况或者故障情况下弹簧能立即自动制动。
带式刹车的制动力矩很大,用普通的圆柱弹簧提供制动力其结构必然尺寸很大,受到安装空间的限制,因此采用碟片式弹簧,产生弹力大,行程短。制动器油缸为双腔进油,分为支持刹车和打开刹车,在应急情况下若碟簧产生的制动力不够的情况下,安装碟簧的一腔进油可以加大刹车制动力矩。在刹车钢带采用材料为D36,考虑到紧边受力比较大,松边受力相对小的情况,为了达到等强度的目的,紧边钢带厚度适当加厚。刹车衬垫采用耐磨、耐热、比压强度高、摩擦系数相对高和稳定的材料。由于制动轮尺寸较大,并且受较大的弯曲作用力,制动带的比压和磨损不均匀,可以通过调整装置拉紧紧边,保证制动钢带内弧形摩擦片的贴合均匀性。所有刹车位置必须都带有位置指示功能,由相应的位置传感器检测。通过计算,锚机在承受支持负载时,带式制动器所有的受力零部件的应力不超过材料屈服极限的85%。
盘式制动器为集成件,为瑞典丹纳产品(型号SKP 95-27),安装在电机与齿轮箱之间,该型制动器主要特点是体积小、性能可靠、间隙调整方便、液压控制弹簧制动,刹车开启压力为11.5MPa,配制动盘直径为Φ600,盘式制动器所产生的最大扭矩达到8040Nm,满足50%的锚链破断负荷。
离合器装置控制装置拨动离合器,结构简单,就油缸和拨杆拨组成,离合器到相应的位置后,都由相应的位置传感器检测位置。
考虑到所有的刹车和离合器都是液压控制,而且所有的阀件都为电磁换向阀,因此液压泵站配有应急电源(UPS),平时液压泵站不启动时,当在应急情况下刹车或离合器需要动作时,所有阀组由UPS直接供电,由蓄能器提供油压动力。
3.6 大功率锚机电气控制技术研究
电气控制系统的核心内容是锚机系统进行实时控制、数据处理及实现与集控系统通讯。
1)锚机系统进行实时控制:锚机系统的控制对象涉及到大型变频器控制器,PLC与变频器之间采用模拟量控制、总线控制和信号给定控制三种方式,分析三种方式的适用环境,保证控制手段有效,提高系统相应的可靠性。
2)数据处理:对多路采集信号进行分析比较,实现执行策略的优化。
3)集控系统通讯:通过RS485、RS422和工业以太网与集控中心进行多总线数据通讯,实现可靠传输,对通讯效果进行比较研究。锚机电控系统原理图和控制框图见图4和图5。
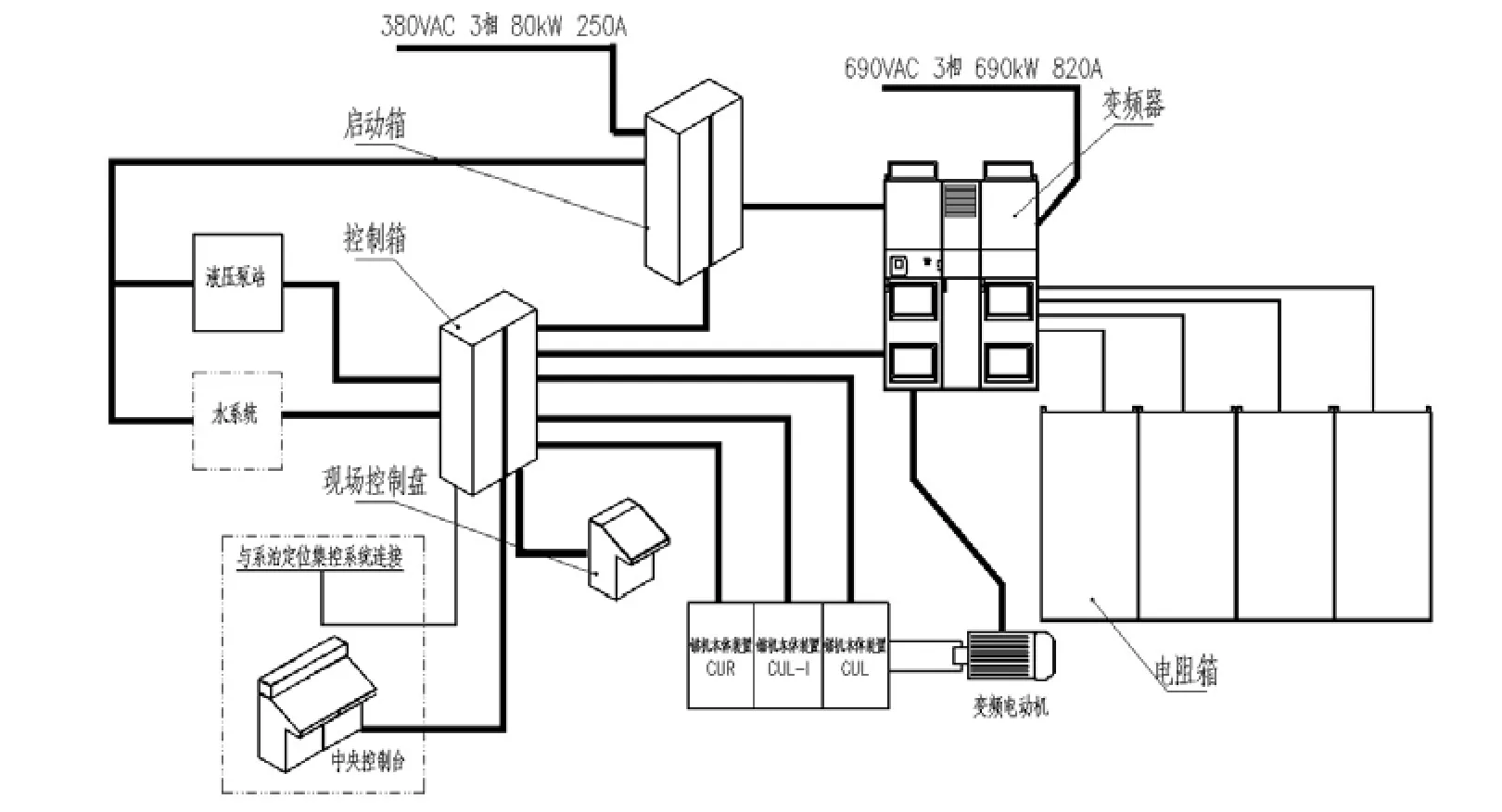
图4 锚机电控系统原理图
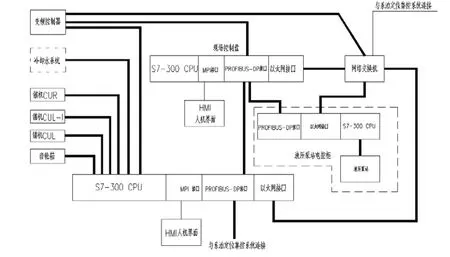
图5 锚机电控系统控制框图
安装在电气控制箱内的PLC系统由一台S7300 CPU314C-2DP和开关量模块、模拟量模块FM350编码器计数模块组成,主要控制程序包括:变频器控制程序、液压泵站控制程序、锚链张力采集程序、编码器采集程序、通讯程序、系统联动控制程序、显示处理程序以及液晶屏WINCC组态等。该PLC系统是锚机控制系统的主站,通过 PROFIBUS-DP连接液压泵站、现场控制盘和变频器驱动器,实现系统集成控制。同时液压泵站有独立的电控柜,在分系统调试时,使用电控柜操作面板上可对所有的液压执行部件进行控制。当将控制权限切换到上级的中央控制方式时,可以通过中央集控操作台,对所有定位锚机进行集中控制操作。
在PLC上电后首先通过PROFIBUS-DB连接线检测连接主站和从站的工作状态,在连接正常进入运行状态(若连接异常时,依照PLC系统发出报警信号和提示故障信息及时处理)。系统诊断模块对通讯状态进行检测,系统运行后,实时进行FROFIBUS数据交换和共享 PLC功能检测模块对系统的初始状态进行检测,当状态正常时,进入系统工作准备状态;当发现异常时,检测程序发出报警信号,等待对报警状态进行处理。
电气控制箱上有一组控制按钮和指示灯,用于系统调试使用,操作这些按钮可以对变频器进行控制。正常情况下对锚机的操作在现场控制盘上完成,实现对锚机的全功能控制,并具有状态检测功能,实时发出报警信息。通过面板上的液晶屏幕实时显示锚机的工作状态,电压、电流、功率等电气参数;液压系统的压力、温度、液位等液控参数;水温、水压等冷却水系统参数。
3.7 锚机制造和装配工艺技术研究
锚机主要零部件的制造和整体装配工艺是否经济、合理,对锚机整体性能具有重要的意义。
由于锚机基座部分采用Q690低合金高强度钢板,在焊接工艺上充分做到以下工艺措施:板材切割面氧化渣清除干净,坡口两侧50mm范围严格去水、油以及锈等杂质。焊前预热并保证预热温度,采用小的热输入,减少高温区停留时间防止热影响区脆化;焊后热处理,消除残余应力,改善组织和力学性能;处理后焊缝表面打磨清理干净;同时焊丝进行脱脂,保护气体必须干燥处理[5]。
锚机基座支架作为焊接件,焊接板件数量比较多,因此焊接过程中各部件的焊接顺序、焊缝的型式等都经过仔细研究,总体是点焊后保证主要尺寸后再进行全焊,要控制焊接变形,尽量降低焊接应力,焊接后对焊缝进行检测。去除应力消除残余变形后再进行机加工,尤其是轴承孔、主轴孔和小齿轮孔等,在同一基准的情况下统一加工,这样保证相互之间的位置精度要求。
大齿轮的齿圈、辐板、轮毂之间采用焊接方式;由于齿轮模数比较大,为了保证调质层完全进入齿根部,齿圈锻打后先进行齿面粗滚,然后进行调质处理,再与辐板、轮毂焊接,再进行去应力处理,最后进行齿面精滚和磨齿加工。制动轮、锚链轮和大齿轮径向定位安装后点焊在一起,然后再一起配作扩传动销的孔,包括定位销;最后在大型机床上加工安装主轴的通孔。
齿轮箱轴和传动轴相对比较长,轴径也比较大,同样为了保证调质层完全进入到轴芯部,在不影响强度的前提下,轴中心钻Φ80的通孔,此孔作为工艺孔,精度要求不高,避免产生应力集中即可;然后再进行调质处理和机加工,最后在数控机床上完成各矩形花键的加工。
每个锚机本体装置装配完成后,再进行整机装配。由于三个锚机本体装置之间距离较大,因此装配过程中要保证之间的位置精度要求。首先安装齿轮箱,以此作为装配基准,再安装中间锚机(CUL-I)和传动轴,然后再以齿轮箱轴为基准安装右侧锚机本体装置(CUR)和左侧锚机本体装置(CUL),保证齿轮箱轴与小齿轮之间的同轴度要求。安装过程中同轴度的精度可以用激光仪检测,同时不能破坏齿轮传动,离合器控制装置能先调低或拆卸下来;其次齿轮箱和锚机本体装置安装过程中一旦安装调整到位后要适当紧固起来避免安装其它部件时受到碰撞发生移位,但不要完全紧固以备需要进一步的精调,最后必须保证各离合器在相应的位置上可以顺利滑动。

图6 锚机总装图
4 锚机试验验证
锚机整机试验分两个部分,一是锚机本体装置静载试验,二是锚机整机负载试验。

图7 静载试验及CCS试验证书
锚机本体装置按照CCS认可的《技术要求》和《试验大纲》进行了带式刹车试验和支持负载试验试验,单根带式刹车负载为4209kN,支持负载为7150kN,如图7所示。将锚机本体装置安装在安装支架上并套上锚链,锚链一端绕过锚链轮垂向地面,另一端与油缸加载装置相连,通过逐级加油使加载油缸顶在支架底板上产生所需推力。试验结果表明锚机主体结构设计满足强度要求。
受试验场地限制,整机试验时在锚机试验台架上只安装了一套锚机本体装置(CUR)和传动装置,如图8所示。按照CCS认可的《技术要求》和《试验大纲》进行试验,主要试验内容有:1)空载试验;2)负载试验;3)锚机堵转过载试验;4)应急释放功能试验;5)刹车试验。通过试验表明锚机主要性能指标满足设计要求。

图8 整机试验及CCS试验证书
由于工厂试验台架的最大有效提升负载最大为200t,因此锚机负载试验按以下参数试验:
齿轮箱低速档:1200kN-18m/min和1950kN-12m/min
齿轮箱高速档:430kN-50m/min和980kN-25m/min
5 结语
锚机作为深水定位系泊系统中关键的设备,在整个系泊定位系统国产化研究中有多项关键技术需要解决。本文通过对三链轮卧式深水定位电动锚机的组成和功能原理分析,解决并掌握了锚机本体装置结构研究、抛锚速度控制研究、大扭矩传动装置结构研究、大功率锚机变频驱动装置选型研究、刹车及离合器控制装置结构研究、大功率锚机电气控制技术研究、锚机制造和装配工艺技术研究等七项关键技术,并通过了试验验证,为后续进一步开发深水定位系泊系统打下基础,希望以此不断积累经验,最终实现国内具备承接深水定位系泊设备成套的能力。
[1]顾炳.深水定位锚泊系统关键设备研究[C].中国国际海事会展高级海事论坛论文集, 2011.
[2]API RP2SK, Design and Analysis of Stationkeeping System for Floating Structures, Third Edition, October 2005.
[3]DNV-OS-E301, Position Mooring,2013.10.
[4]ISO 9089-1989, 海上结构物-移动式近海装置-锚绞车.
[5]张卫群.Q690低合金高强度钢的焊接工艺分析.金属加工, 2008(22):52-53.
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
船海工程(2021年6期)2021-12-17
科学家(2021年24期)2021-04-25
船舶标准化工程师(2020年1期)2020-06-12
舰船科学技术(2020年3期)2020-04-22
船海工程(2019年3期)2019-07-03
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
风能(2016年12期)2016-02-25
科普童话·百科探秘(2015年6期)2015-10-13
伴侣(2015年5期)2015-09-10
