
漆层搭接区域喷涂工艺改进
2015-12-05 09:18:16孙宝龙
电镀与精饰 2015年10期
宁 莉, 岳 珊, 孙宝龙
(1.中航飞机股份有限公司西安飞机分公司,陕西西安 710089;2.西北工业大学陕西省数字化制造工程技术研究中心,陕西西安 710072)
引 言
随着涂装业的不断发展,对于漆层质量及外观的要求也越来越高,不同结构处喷涂的漆层也不尽相同,民用飞机往往根据飞机各部分功能及订单要求进行喷漆[1-3],飞机上众多不同的漆层必然会存在厚度的差异,这种厚度差异不仅会严重影响飞机表面外观质量,在特定条件下也会对飞机及人身安全造成致命的伤害。本文介绍了漆层搭接阶差问题及影响,并结合相关试验研究,得出了有效控制和减小阶差的方法,解决了现场实际生产过程中的难题。
1 漆层搭接阶差问题及影响
漆层阶差指同一产品上两种或两种以上漆层由于厚度值要求不同,喷涂后在产品表面形成的台阶(厚度差)。在民用飞机喷涂中,不同的航空公司会有不同的要求,一般在喷涂完常见的面漆后,还要叠加各种各样的图案,这样不仅仅是两种漆层之间的阶差问题,经常是三、四种漆叠加在一起,而每喷涂一层漆就需要保护不喷漆的区域,一层盖一层,这样在面漆的基础上累加的最终台阶就会严重超厚。例如,MA60飞机整机喷漆后阶差情况见图1所示。在空中客车公司A320IV翼盒喷漆项目中,前缘部分要求喷光亮面漆,而与前缘对接的上翼面壁板要求喷耐磨漆,两种漆层厚度要求相差5倍,这两种漆的搭接区域同时还是蒙皮与壁板的对接区域,该区域还装有铆钉,多次因漆层阶差过高导致蒙皮对接处铆钉头出现掉漆现象(见图2所示)。

图1 MA60飞机整机喷漆后阶差示意图
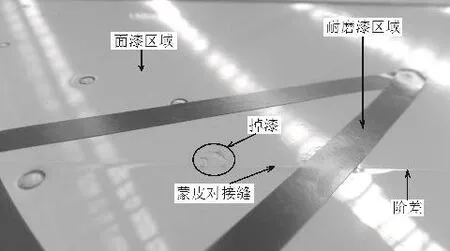
图2 A320IV翼盒前缘喷漆后阶差示意图
在波音737-700内襟翼MAX构型新项目研制中,工程图纸要求襟翼上耐磨漆和面漆之间的阶差必须控制在0至0.05mm范围内,但实际中这两种漆层厚度相差近8倍,常用的喷涂方法及保护方式根本无法满足如此高的要求。因此,随着对漆层技术要求的提高,如何能使漆层平滑的过渡,满足设计要求,已成为当前飞机研制过程中迫切需要解决的问题。
漆层阶差对产品性能的影响主要表现为三个方面,分别是对防护性能的影响,对安全性能的影响和对气流平缓性的影响。
1.1 漆层阶差对防护性能的影响
考虑到飞机在飞行时要经历不同环境,风速快、温度高。如果表面漆层阶差过高,漆层就很容易从台阶的地方撕裂,造成脱落,从而使飞机的抗腐蚀、抗老化和耐各种介质的能力减弱,并且减少使用寿命。而某些特殊的涂料,如耐热漆、抗静电漆等,一旦脱落,会影响热、电等能量的传导以及控制声波、电磁波的散发、吸收与反射等。
1.2 漆层阶差对安全性能的影响
飞机的内、外部经常需要喷涂一些重要的标志或标记,这些标记起到向旅客、工作人员及机外营救人员进行通知、提示、指示和警告的作用,如果阶差过高,在飞行时飞机外部的标记受到环境的影响很容易在漆层阶差处撕裂,造成脱落,会严重影响飞行安全。
1.3 漆层阶差对气流平缓性的影响
阶差会影响飞行时的气流平稳性。如果阶差较高,对气流的影响较大,会产生与飞机前行方向相反的气流,使得飞行时的阻力增大,影响飞行速度及飞机的平衡性。而阶差平缓时对气流的影响小,有利于飞机平稳的飞行。
2 漆层搭接实验研究
为了保证交付的零件能够满足设计要求,保证飞机正常飞行的安全性,有必要针对以上存在的问题进行工艺技术研究。通过制定详细的实验方案,研究所选新方法的具体性能,进一步改善方法,使喷漆技术水平上升一个高度,以保证产品喷漆任务高质量的完成。
2.1 常见的喷漆流程
以波音项目常见的两种面漆BMS10-86耐磨漆和BMS10-60光亮漆为例,其中耐磨漆厚度比面漆厚度要厚近8倍,喷涂工艺流程见图3所示。
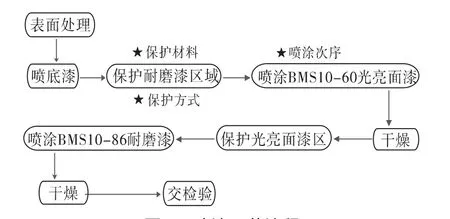
图3 喷涂工艺流程
通过上述流程分析可知,喷涂过程中喷涂次序、保护材料及保护方式等会对漆层阶差产生影响。因此,针对以上几方面,在试片上做了相关实验来探索控制阶差的有效方法。
2.2 漆层搭接实验
选取目前车间常用的2024-T3裸铝试片12片,尺寸为250mm×150mm×2mm,经铬酸阳极化后如进行编号并涂敷相应的漆层按表1。其中喷漆流程代表了喷涂时的先后顺序;保护方式中普通保护为保护到喷涂界限处见图4(a),少保护过度区域为25.4mm范围见图4(b)。
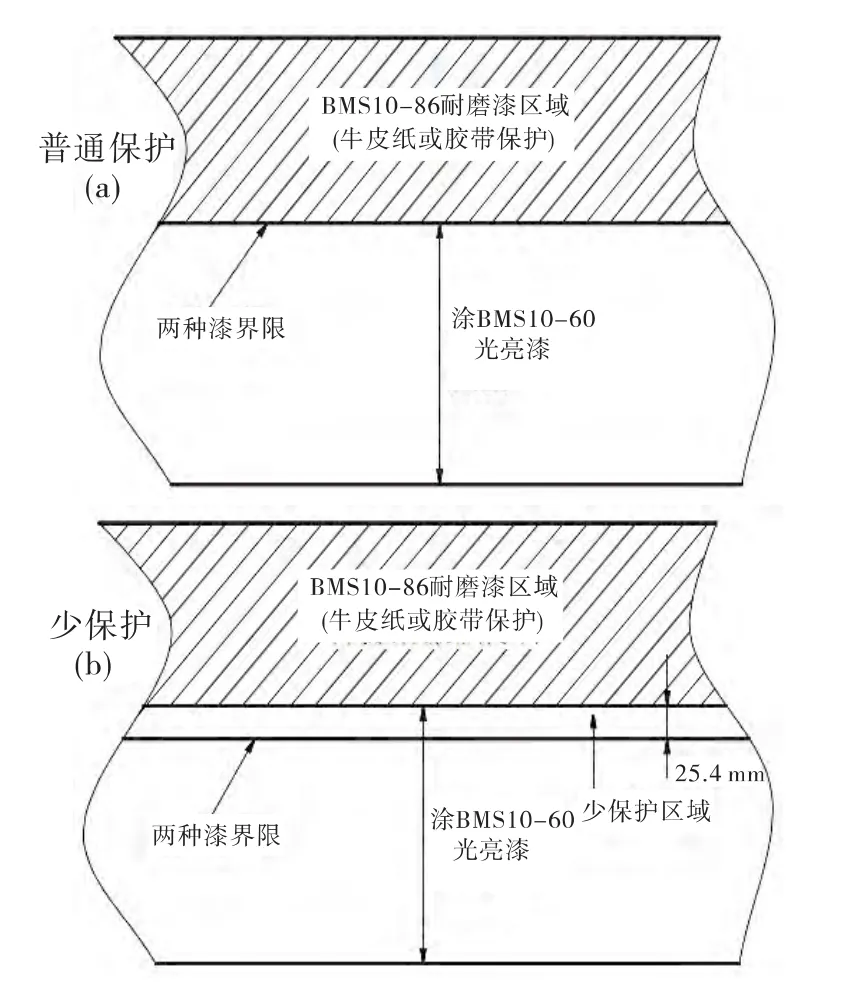
图4 不同保护方式示意图

表1 试片实验方案
2.3 结果分析与讨论
搭接实验后,采用常用的涡流测厚仪对试片上不同面漆的厚度进行测量,并用手触摸的方式对阶差处是否光滑过渡进行判断,得出以下结果,见表2所示。
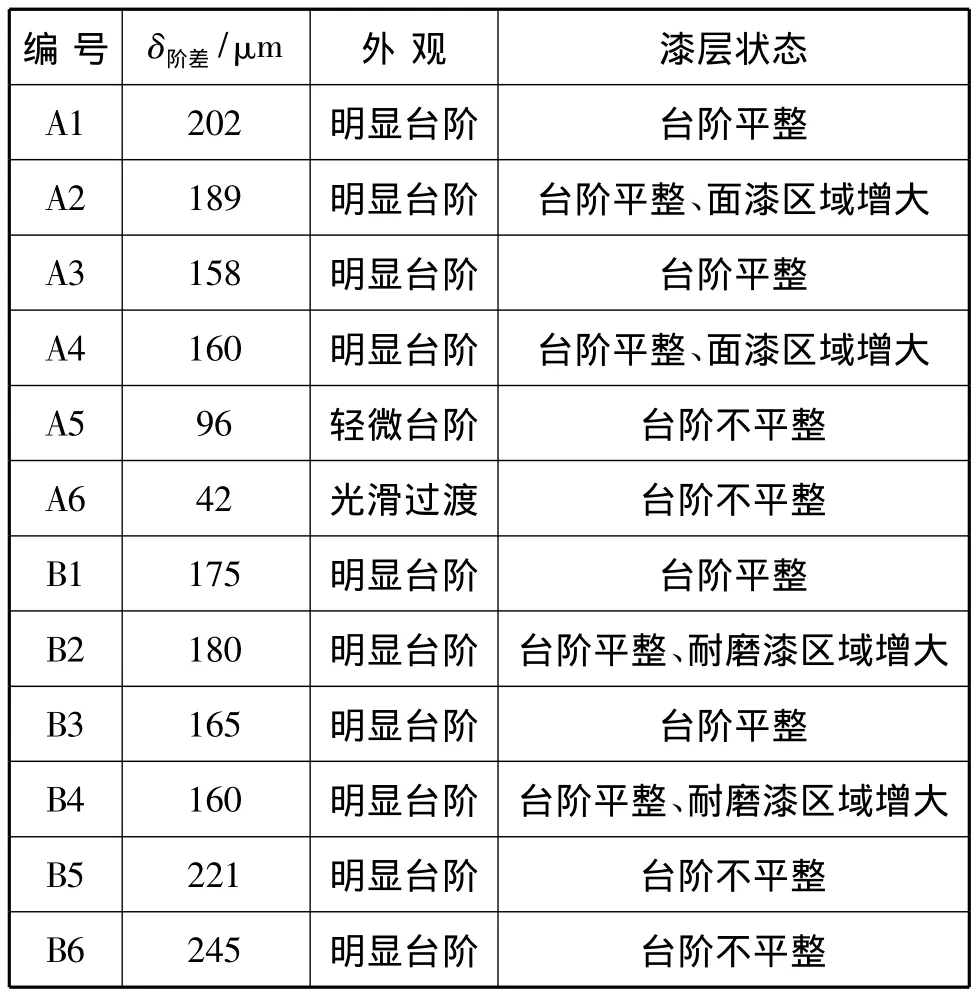
表2 试片实验结果
通过实验结果可以得出,A1组具有明显的平整台阶见图5(a)。A6试片对应的阶差效果最好,漆层过渡区域δ小于50μm,且两种漆层光滑过渡。对A6试片的参数进行分析可知,BMS10-60比BMS10-86漆层厚度明显薄很多,在保护方式及材料相同的情况下,先喷涂厚度较薄的漆有利于改善阶差。同时,海绵胶带的使用也减少了阶差的产生。但在实验中发现用海绵胶带保护后试片表面有不平整的区域如图5(b),影响了最终的外观质量。经分析,该区域主要是由于海绵胶带软、弹性大而形成的,可以用471直线胶带保护阶差处,并用颗粒直径约为52μm或更细的砂纸打磨不平整区域,以获得光滑平整的漆层过渡区域。
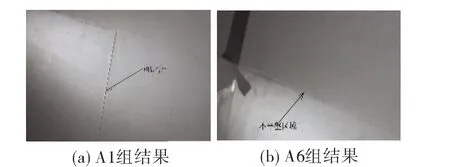
图5 A1和A6组实验结果
为了进一步了解A6试片对应的工艺方法,对A6试片减少阶差的工艺方法进行了分析。涂敷光亮磁漆BMS10-60前,按下述操作保护BMS10-86区域,保护时预留25.4mm的范围,使BMS10-60光亮磁漆过喷到耐磨漆区域25.4mm的过渡区域,如图6所示。
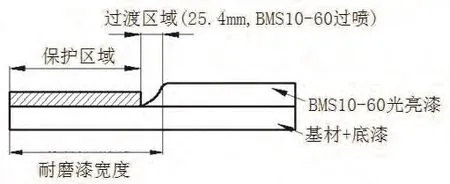
图6 涂敷BMS10-60前的保护示意图
为了确保耐磨漆和相邻的光亮磁漆光滑过渡,在BMS10-60光亮磁漆的基础上用海绵胶带贴保护层,如图7所示。沿过渡宽度25.4mm范围内进行台阶保护,耐磨漆可以延伸到光亮磁漆上面25.4mm的过渡区域。
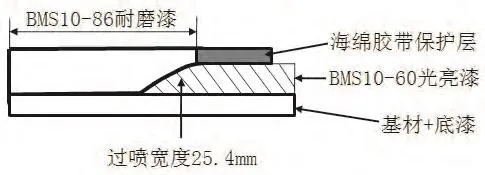
图7 涂敷BMS10-86前的保护示意图
根据以上实验结果可以得到最优的工艺流程,如图8所示。通过该工艺流程可以有效控制和减少阶差的影响,将两种漆层厚度差别较大的漆层阶差控制在50μm之内,解决了生产过程中的难题。
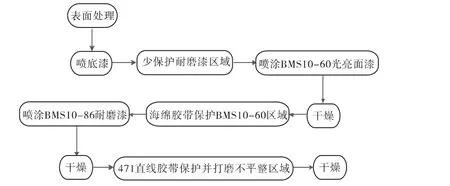
图8 最优的工艺流程
3 结论
通过实验及分析,以波音项目常见的BMS10-86和BMS10-60两种面漆为例,得出了有效控制和减小阶差的方法,将两种漆层厚度差别较大的漆层阶差控制在50μm之内,解决了实际生产过程中的难题。但随着新机型、新项目的不断增加,漆料种类及新的要求也将增加,两种光亮面漆之间的阶差问题也势必存在,干燥后对不平整区域进行修复工序,这种打磨修复的方式必然会对漆层的光泽、色差产生影响,所以,不同面漆的之间的喷涂工艺技术还需在后续生产过程中进一步的探讨和研究。
[1] 赵金榜.航空涂料及其今后发展[J].现代涂料与涂装,2011,(5):26-30.
[2] 刘志,郭年华,宋庆功,等.飞机蒙皮涂层发展概述[J].中国涂料,2010,25(2):17-20.
[3] 胡晓华,张斌,马丽莎.涂层系统对蒙皮性能影响研究[J].上海涂料,2008,46(7):1-3.
猜你喜欢
腐蚀与防护(2023年6期)2023-08-20 13:37:06
资源节约与环保(2022年8期)2022-09-20 02:25:08
上海涂料(2021年5期)2022-01-15 06:09:54
上海涂料(2021年5期)2022-01-15 06:09:52
上海涂料(2021年5期)2022-01-15 06:09:44
腐蚀与防护(2021年8期)2021-09-07 12:30:24
哈尔滨轴承(2020年1期)2020-11-03 09:16:06
汽车实用技术(2017年19期)2017-11-01 06:00:49
科学家(2017年17期)2017-10-09 01:21:24
汽车维护与修理(2016年10期)2016-07-10 08:17:41
